
Fターム[3C034AA07]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | 平面研削 (630)
Fターム[3C034AA07]の下位に属するFターム
砥石端面で平面研削するもの (416)
Fターム[3C034AA07]に分類される特許
1 - 20 / 214
研磨方法および研磨装置
【課題】基板の研磨中にシリコン層の正確な厚さを取得し、得られたシリコン層の厚さに基づいて基板の研磨終点を正確に決定することができる研磨方法を提供する。
【解決手段】本研磨方法は、基板から反射した赤外線の強度を所定の基準強度で割って相対反射率を算出し、相対反射率と赤外線の波長との関係を示す分光波形を生成し、分光波形にフーリエ変換処理を行なって、シリコン層の厚さおよび対応する周波数成分の強度を決定し、上記決定された周波数成分の強度が所定のしきい値よりも高い場合には、上記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、該信頼性の高い測定値が所定の目標値に達した時点に基づいて、基板の研磨終点を決定する。
(もっと読む)
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車

【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
研磨装置
【課題】作業者の負担軽減を図る。
【解決手段】研磨装置Aは、ワークWに対して上から当接することでそのワークWを研磨するバフ11(回転工具)と、バフ11に対しワークWへの当接状態を保つための押圧力を付与する電動アクチュエータ20(押圧手段27)と、バフ11の上下方向の位置を検出して位置検出信号28Sを出力する電動アクチュエータ20(位置検出手段28)と、バフ11をその重量に応じた力で支持するための流体圧シリンダ30と、電動アクチュエータ20からの位置検出信号28Sに基づき、流体圧シリンダ30に付与される流体圧を調節する電空レギュレータ34とを備えている。
(もっと読む)
レシプロ研削盤及びその制御方法
【課題】テーブル及びウェイトの往復動時の駆動速度を適正に調整することができて、テーブル及びワークの往復動に伴う慣性力を有効に相殺することができるレシプロ研削盤及びその制御方法を提供する。
【解決手段】ワーク22を載置した状態で第1駆動装置21により機台11上で往復動されるテーブル19と、そのテーブル19の往復動に伴いテーブル19上のワーク22を加工するための工具17と、第2駆動装置26により機台11上でテーブル19と逆位相にて往復動されるウェイト25とを備える。機台11に作用する慣性変動を検出するためのセンサ27を設ける。そのセンサ27の検出に基づいて慣性変動が収束するように、第1駆動装置21と第2駆動装置26との少なくとも一方の駆動速度を制御する制御装置を設ける。
(もっと読む)
板状体の加工方法
【課題】作業時間を短縮でき、また研削面、研磨面の面精度を向上させることができる板状体の加工方法を提供する。
【解決手段】凹凸のある板状体1の裏面の三次元形状を形状測定装置により測定し、データに基づいて、板状体1の裏面の凹部のみならず凸部にも塗布され、塗布された紫外線硬化型インク3の上面が板状体1の裏面全体で一定の高さになるように、所定の厚さを有しかつ平面視上矩形形状あるいは円形形状に塗布され、所定の間隔Sをもって複数個形成されるように塗布しながら、紫外線照射装置によって前記インク3を固化させる塗布固化工程と、前記工程の後、板状体1裏面を下にして定盤に固定した際、定盤の上面に、固化したインク部3のみが接し、板状体1が定盤に部分的にも接しないように固定し、板状体1表面を研磨あるいは研削する工程と、前記工程の後、板状体1を上下反転して、定盤に固定し、板状体1の裏面を研磨あるいは研削する工程を含む。
(もっと読む)
ウエハ処理方法およびシステム
【課題】本実施形態は、ウエハのような対象物を処理するのに使用するための方法及びシステム(120)を提供し、ウエハの研磨及び/又は研削を含む。
【解決手段】フロントエンドモジュール(124)は、保管装置(126)を連結し、処理のための対象物を保管する。フロントエンドモジュール(124)は、単一のロボット、搬送ステーション、及び複数のエンドエフェクタを備えることができる。処理モジュール(122)は、単一のロボットが対象物を保管装置から処理モジュール(122)へ供給するように、フロントエンドモジュール(124)と連結される。処理モジュール(122)は、回転テーブル、及び、供給された対象物を取り出しそして対象物を回転テーブル上で処理するキャリアをもつスピンドルを備える。
(もっと読む)
基板の研磨装置及び研磨方法
【課題】本発明は、基板を吸着保持する吸着シートの破れを自動で確認できる基板の研磨装置及び研磨方法を提供する。
【解決手段】本発明の研磨装置12は、3台の光電センサ40〜44を備えた検査装置10を有する。光電センサ40〜44は、貼着ステージ22から研磨ステージ26に向けて搬送中の膜体16の破れを検出する。光電センサ40〜44は、光を投光する投光部46と光を受光する受光部48とを備えている。投光部46及び受光部48は、膜体16の吸着シート32に対向配置され、投光部46から光を吸着シート32に投光し、吸着シート32から反射した前記光を受光部48によって受光する。前記受光量の変化に基づいて膜体16に破れが発生したと検知部50が判定する。
(もっと読む)
吸着用部材
【課題】吸着部を構成する多孔質体の目詰まりを抑制し、吸着力の低下を抑制することができる吸着用部材を提供する。
【解決手段】吸着用部材1Aは、被加工物を吸着する吸着面2aを備えたセラミック多孔質体からなる吸着部2と、該吸着部2を囲繞した、被加工物からの加工屑を捕集するためのセラミック多孔質体からなる捕集部3と、該捕集部3を囲繞して前記吸着部2および捕集部3を収容する凹部を有する支持部4とを有する。吸着部2の外周面および捕集部3の内周面は、互いに係合する段差部8を有しているとともに、該段差部8を含んで吸着部2の外周面と捕集部3の内周面とが接合材によって接合されている。
(もっと読む)
載置用部材
【課題】 比較的簡易な構成によって載置面に研削屑等が入り込むことを抑制することができる載置用部材を提供する。
【解決手段】 載置用部材は、試料を載置する載置面(2a)を備えた多孔質体からなる載置部(2)と、該載置部(2)を取り囲んで支持する支持部(3)とを有する。載置面(2a)の外周部に凹部(7a)が設けられ、該凹部(7a)の内面に沿って多孔質体の気孔を覆う被覆層(8)が設けられている。
(もっと読む)
基板の研削方法およびそれを用いて作製された半導体素子
【課題】基板の研削を簡易な方法で行なう。
【解決手段】外表面および内部に連通した空隙を含み弾性力を有する平板状の基板保持部800の一方の主表面上に基板100を載置する工程と、基板保持部800の他方の主表面側から脱気することにより、基板保持部800の一方の主表面を基板100の表面形状に沿うように変形させた状態で、基板100を基板保持部800を介して真空吸着して固定する工程とを備える。また、基板100が基板保持部800を介して固定された状態で、基板100の基板保持部800と接している主表面120とは反対側の主表面110を研削する工程と、上記研削する工程の後、真空吸着を解除する工程とを備える。
(もっと読む)
研削装置
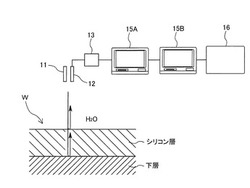
【課題】厚さ測定用の検査用光線が透過する窓部とワークとの間に液体を供給することを停止した際に、外部の空気が窓部の表面に到達することを抑える。
【解決手段】厚さ測定時には液体源51から第二のケース42内に水Wを供給して第一のケース41の窓部412とワーク1との間に液体クッションW1を形成し、非接触測定手段40の発光受光部43から発せられる検査用光線を、窓部412および液体クッションW1を通してワーク1に発する構成において、厚さの測定が終了して液体源51から第二のケース42への水Wの供給を停止した際には、気体源52から第二のケース42内に空気を供給して窓部412をエアーブローし、第二のケース42内に外部の空気が流入しにくくする。
(もっと読む)
研削装置
【課題】研削対象が複数の板状部材が貼り合わされて構成されたワークの表面に露出した被加工板状部材である場合であっても、被加工板状部材の厚みを適切に検出し、被加工板状部材の厚みを所望の厚みに精度高く研削する。
【解決手段】選別部102が、厚み検出部70が検出した厚みのうち、記憶部101に記憶されている厚みに最も近い厚みを被加工板状部材Waの研削前の厚みとして選別する。制御部103が、選別部102によって選別された被加工板状部材Waの研削前の厚みから研削加工中に高さ位置検出部80が随時検出するワークW表面の高さ位置Hの変化量を減算することによって被加工板状部材Waの厚みを算出し、算出された厚みに従って研削ユニットを制御することによって被加工板状部材Waを所望の厚みに研削加工する。
(もっと読む)
研削加工装置
【課題】研削加工装置の搬送ロボットの電池の残量がなくなることによって搬送ロボットにおける各軸の位置の記憶が消えないようにする。
【解決手段】主電池部55aの残量がなくなった場合等に使用する予備電池部55bを電池部55に備え、主電池部55aの残量がなくなった場合でも予備電池部55bからの電力供給によって記憶部54の記憶内容を維持し、搬送ロボット5の軸部51a〜51dの位置に関する情報が記憶部54において保持されるようにする。また、記憶部54への電力の供給源が主電池部55aから予備電池部55bに切り替わった際に予備電池部55bが使用されていることをオペレータに知らせる警告部57を備え、主電池部55aの残量が少なくなった場合又はなくなった場合に主電池部55aを迅速に交換することを可能とする。
(もっと読む)
表面加工装置
【課題】加工対象のワークを効率的に研削、研磨するための表面加工装置を提供する。
【解決手段】表面加工装置20のロードユニット30において、ワークWはトランスファチャック10に吸着させる。そして、トランスファチャックに固定されたワークWは、研削ユニット40に搬送され、研削が行なわれる。研削を終了した場合、トランスファチャック10に固定されたワークWは、研磨ユニット50に搬送される。そして、ワークWが一括処理枚数に達した場合には、バッチ処理により研磨が行なわれる。研磨を終了した場合、トランスファチャック10に固定されたワークWは、ロードユニット30に搬送される。そして、トランスファチャック10からワークWが取り外されて、それぞれ洗浄される。このトランスファチャック10には、新たなワークWを吸着させる。
(もっと読む)
工作機械
【課題】ワークの加工効率及び加工精度を向上させることができる工作機械を提供する。
【解決手段】加工装置30によるワーク23の被加工部25A,25Bの加工に先立って、計測装置27により被加工部25A,25Bを計測する。その計測結果を基準データとして設定するとともに、基準データをもとにして目標加工量を設定する。目標加工量に基づいて被加工部25A,25Bに対する第1加工量を設定する。設定された第1加工量が得られるように、加工装置30の動作を制御して被加工部25A,25Bに第1加工を施す。被加工部25A,25Bの加工済み部分を計測する。その計測結果に基づいて、目標加工量が得られるように加工済み部分に対する第2加工量を設定する。その第2加工量が得られるように、加工装置30の動作を制御して被加工部25A,25Bに第2加工を施す。
(もっと読む)
半導体ウエハの研磨方法及び半導体ウエハ研磨装置
【課題】作業負担を増加させることなく、上下の回転定盤によりキャリアに保持された半導体ウエハの両面を研磨する際の、研磨の進行状況を正確に推定できる半導体ウエハの研磨方法及び半導体ウエハ研磨装置を提供する。
【解決手段】上下の回転定盤2、3によりキャリア6aに保持されたウエハWを挟持し、該上下の回転定盤2、3を回転動作させることにより、ウエハWの両面を同時研磨する研磨装置1を用いたウエハ研磨方法であって、ウエハWの両面を同時研磨している際の、研磨装置1の定盤負荷電流値をモニタし、前記モニタした定盤負荷電流値を用いて一定時間内における定盤負荷電流値の標準偏差を基準時間毎に算出し、前記標準偏差の時間当たりの変化パターンが所定関係を満足したときに、研磨の終了時点であると推定する。
(もっと読む)
磁気ヘッドスライダの製造方法及びプローブ装置
【課題】クラウン形成工程において研磨量をより正確に制御する。
【解決手段】ローバー取付工程では、ローバー1を、第1の面で、凸曲面を有するキーパー16の凸曲面に固定する。この際、ローバーとキーパー16との間に、弾性変形可能な保持部材17を、ローバーの第1の面が保持部材17の外周縁部の内側に入るように介在させる。ローバー研磨工程では、キーパー16に保持されたローバー1を、凹曲面13aを有する回転する研磨定盤の凹曲面13aに押し付けながら、ローバー1の研磨面を研磨する。この際、プローブ32に、弾性復元力が生じるように押し付け力を加えながら、プローブの先端部35aを保持部材17と凹曲面13aとで挟まれた空間Sに向け、プローブを空間に挿入して電極パッド5に当接させ、抵抗体の電気抵抗を監視しながら、ローバー1を研磨する。
(もっと読む)
金属製品のバリ取り装置およびその方法
【課題】 本発明は、プレス等の加工後のワーク4に発生するバリ、鋭利なエッジを取り除くバリ取り装置とそのバリ取りの方法に関し、特にワーク4の要望する小さいワーク搬送を可能とすること。
【解決手段】ワーク4を直線的に運ぶ搬送コンベア方式から、円を描くように、ワーク4の角度を変えて一周させる旋回式の搬送方法にする。
(もっと読む)
超仕上げ装置
【課題】 砥石ホルダを高速でスムーズに上下方向に往復移動させることができる超仕上げ装置を提供する。
【解決手段】 駆動シャフト連動部材17側が第1偏心カム37に接当されると共にバランスシャフト連動部材18側が第2偏心カム38に接当されて、カム部材15の回転により砥石ホルダ43を上下方向に往復運動させるようにした超仕上げ装置であって、駆動シャフト7及び砥石ホルダ43を加算した重量とバランスシャフト8の重量とを均一化するように、駆動シャフト7が中空とされると共にバランスシャフト8が中実とされ、駆動シャフト連動部材17の第1偏心カム37への押圧力とバランスシャフト連動部材18の第2偏心カム38への押圧力が同等になるように、前記上バネ24の付勢力よりも下バネ23の付勢力が大に設定されている。
(もっと読む)
1 - 20 / 214
[ Back to top ]