
Fターム[3C034AA20]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | 機種が特定されないもの (108)
Fターム[3C034AA20]に分類される特許
1 - 20 / 108
加工装置
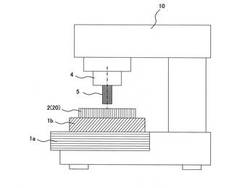
【課題】加工装置による加工精度を向上する。
【解決手段】被加工物としてのワークを凍結固定して加工を行う加工装置10において、所定の方向に移動可能なベッド1a,1bと、ベッド1bに固定され、ワークを載置するベース2と、ベース2を冷却する温度制御手段20と、ベッド1a,1bに対する位置を変動可能に制御され、ワーク2を加工する工具5と、を備え、温度制御手段20は、ベース2を冷却することにより、ワークを該ワークの材質、および/または該ワークの加工条件に応じた所定の温度に制御する。
(もっと読む)
被加工物の加工方法

【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
研磨装置
【課題】極めて簡易な構成で回転研磨体を回転軸に対して共回り状態に設けることができ、しかも、回転研磨体の交換作業が容易にできる研磨装置を提供することを目的とする。
【解決手段】回転軸1に回り止め部3を設け、この回り止め部3と回り止め嵌合する回り止め嵌合部4を備え、回転研磨体2の端部に回り止め嵌合部4と回り止め嵌合する研磨体側嵌合部5を設け、回転軸1に、回転研磨体2と回り止め嵌合部4とを設け、回り止め部3と嵌合し回転軸1に対して回り止めされた回り止め嵌合部4と回転研磨体2の端部に設けた研磨体側嵌合部5とを嵌合して、回転研磨体2を回転軸1に対して回り止めするように構成し、回転軸1の先端部に回転研磨体2が回転軸1からの脱離を防止する抜け止め体6を着脱自在に設けて、回転研磨体2を交換自在に設けた研磨装置。
(もっと読む)
向上した品質の多スペクトル硫化亜鉛
【課題】無色透明硫化亜鉛の変色を生じさせそしてその性能を低下させる不純物を実質的に含まない向上した品質の多スペクトル無色透明硫化亜鉛を得る。
【解決手段】硫化亜鉛を保持するチャックをコーティングし、かつ硫化亜鉛をコーティングされていない粒子で機械加工することにより、金属汚染物質が低減された低散乱無色透明硫化亜鉛が製造される。不活性ホイルは酸クリーニング方法でクリーニングされ、また硫化亜鉛もクリーニングする。硫化亜鉛は不活性化ホイルに包まれ、次いでHIPプロセスによって処理されて、低散乱無色透明硫化亜鉛を提供する。この低散乱無色透明硫化亜鉛は窓およびドームのような物品に使用されうる。
(もっと読む)
工具交換装置
【課題】大重量の工具を人的作業により迅速、容易に工作機械の主軸から交換できる工具交換装置を提供する。
【解決手段】工具パレット10を移動して主軸50と工具支持部材19とを連結すると工具を主軸50から工具支持部材19を介して工具パレット10に移載できる。アーム17を回動して新品工具が保持される工具支持部材19と主軸50とを同軸化後、連結すると新品工具を工具支持部材19から主軸50に移載できる。また、主軸50と工具支持部材19とを延長軸を介して連結して延長軸と工具支持部材19上を進退できる工具支持スライダ18に工具を支持させると主軸50と工具支持部材19との間の工具移載ができる。
(もっと読む)
工具交換装置
【課題】汎用性に優れ、大重量の工具を人的作業により迅速、容易に工作機械の主軸から交換できる工具交換装置を提供する。
【解決手段】工具パレット10に保持される工具の中心軸を主軸50の軸芯と同軸化可能に工具パレット10を案内可能な案内手段を備え、工具パレット10が進退自在とされる工具パレット案内テーブルと工具パレット10の転倒を防止する転倒防止手段と、工具パレット案内テーブルに隣接され該工具パレット案内テーブル上の工具パレット10が往来自在とされて工具パレットの転倒防止手段が備えられた工具パレット待機テーブルと工具パレットを2台載置可能とされ工具パレット転倒防止手段とを備え、工具パレット案内テーブルに接続して工具パレット10を工具パレット案内テーブルに移載可能とされる工具パレット運搬台車1とを備える。
(もっと読む)
樹脂塗布装置
【課題】ワーク厚みのバラつきや樹脂の量の増減にかかわらず、樹脂を適切に押し広げること。
【解決手段】本実施の形態に係る樹脂塗布装置1は、ステージ602の上面に供給された液状樹脂Lを押圧部604における押圧面634に保持したワークWで上から押圧し液状樹脂LをワークW下面に広げる樹脂塗布装置1であって、押圧部604には、移動部606によるワークWのステージ602への接近によってワークW下面に液状樹脂Lが押し広げられる際に押圧面634が受ける圧力を検出する圧力センサ633が備えられ、制御部は圧力センサ633が検出した圧力に基づいて移動部606の動作を制御する構成とした。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
研磨装置
【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
回転工具偏摩耗形状予測装置
【課題】回転工具の回転軸を通る回転軸方向断面における偏摩耗形状を予測できる回転工具偏摩耗形状予測装置を提供する。
【解決手段】砥石車10の表面を回転軸方向断面において設定単位幅dw間隔に分割し、加工プログラム31に基づいて加工中の各瞬間における各表面位置wでの設定単位幅dwの加工能率Q'(w,t)を算出する。各瞬間における各表面位置wでの設定単位幅dwの加工能率Q'(w,t)を所定時間について時間積分することで、所定時間における各表面位置wでの設定単位幅dwによる被加工物20の被加工体積VW’(w)を算出する。各被加工体積VW’(w)を用いて所定時間における砥石車10の各表面位置wでの設定単位幅dwの工具法線方向摩耗長a(w)を算出する。記憶されている砥石車10の表面形状から、各表面位置wでの設定単位幅dwの工具法線方向摩耗長a(w)を除去することにより、砥石車10の偏摩耗形状を算出する。
(もっと読む)
研削盤の回転軸構造
【課題】低コストな構造とする。砥石の回転軸への取付不良を回避する。砥石を大きさに関係なく自動交換できるようにする。
【解決手段】回転軸本体4は内部に第1中空部41を先端に開口するように有している。第1中空部41内には、螺進・螺退可能な螺子部材5が収容されている。回転軸本体4の周壁には、連通孔42が第1中空部41に連通するように形成されている。第1中空部41内の螺子部材5より回転軸本体4基端側には、ボール部材6が収容されている。ボール部材6は、回転軸本体4を取付孔71に嵌挿した状態で、螺子部材5の螺進動作に連動して連通孔42から回転軸本体4の外部に突出して砥石2の取付孔71内周面に圧接することで砥石2を回転軸本体4に取り付け、螺子部材5の螺退動作に連動して連通孔42から第1中空部41内へ没入して砥石2の取付孔71内周面から離れることで砥石2の回転軸本体4への取付状態を解除する。
(もっと読む)
観察点特定機能付きの工作機械
【課題】テレセントリック光学系顕微鏡システムを用いながらも、観察対象物のどこが観察点であるのかを容易に特定(判別)できるような観察点特定機能付きの工作機械を提供すること。
【解決手段】落射照明用の光源と光路とが設けられたテレセントリック光学系顕微鏡システムと、前記テレセントリック光学系顕微鏡システムの画像を撮影するCCDカメラと、前記CCDカメラで撮影された画像を処理することによって前記テレセントリック光学系顕微鏡システムの観察対象物を観察する画像処理装置と、前記落射照明用の光路に設けられたプリズムと、前記プリズムを介して前記落射照明用の光路にスポット光を合流させるスポット光源と、を備え、前記スポット光の前記観察対象物上の照射位置を当該観察対象物の観察点として特定できるようになっていることを特徴とする観察点特定機能付きの工作機械である。
(もっと読む)
差動ねじ機構部を用いる複数の支持手段からなる加工対象物支持装置
【課題】細長の加工対象物の加工時における変位を低減して高精度加工を可能にする差動ねじ機構部を有する加工対象物支持装置を提供する。
【解決手段】加工対象物に当接する当接部5は差動ねじ機構部100により微動するように形成される。これにより加工対象物の加工時における変位を吸収し高精度加工を可能にする。
(もっと読む)
加工機における多機能機内測定装置
【課題】本発明は,ワークに対して各種の加工を再チャッキングすることなく加工できるNC工作機械等の加工機において,1つの計測ユニットによって加工済のワークに対して各種の測定を可能にした多機能機内測定装置を提供する。
【解決手段】この多機能機内測定装置は,軸付き砥石32が装着された水平軸ユニット5,垂直軸状態又は斜軸状態に変更可能な工具ホルダ部25,26が装着されたY軸ユニット4,及び機内計測ユニット6がX軸スライド2に配設されたものである。1つの機内計測ユニット6は加工されたワーク19に対して,内径,外形,段差等のワークの形状寸法を測定するタッチセンサと,球面,非球面等の端面等の表面形状をトレースして測定する変位センサとの機能を備えている。
(もっと読む)
板状試料研磨用治具
【課題】研磨対象の板状試料等の状態に影響を与えることなく当該板状試料等を容易に且つ確実に安定して固定することを可能とする。
【解決手段】基部2aと、基部2aの端部から張り出す板状の押接部2bと、押接部2bと同じ向きに突出するガイドピン5,5と、押接部2bが張り出す方向と同じ方向に基部2aを摺動自在に貫通して押接部2bと同じ向きに突出する押圧螺子4とを有する第一の部材2、及び、押接部2bの基部2a側の板面が当接して摺動すると共に研磨対象の板状試料7が載置される面3aと、該載置面3aに形成されて押接部2bの張り出しの先端部と対向する帯状凸部としての押接受部3bと、ガイドピン5,5が摺動可能に挿入されるガイドピン挿入孔3d,3dと、押圧螺子4が螺合して嵌め合わされる螺子穴3cとを有する第二の部材3から構成するようにした。
(もっと読む)
研削盤点線画像処理方法
【課題】加工位置表示の実線を点線や破線に変えて直線、曲線、円を描くることで線の
内側と外側を正確に判断し、精度を見極めることができる研削方法と研削盤。破線にすることで0.025mm〜0.0083mmの加工精度を熟練工でなくとも、切削を高い精度でミクロン単位の微細研削することが可能な研削方法と研削盤を提供する。
【解決手段】経験が少ない未習熟な作業者でも研削作業を手動運転で以って行うことが
できる。それには研削盤の表示画像による寸法測定を行い、加工する時に加工画像をリアルタイムに投影する。コンピューターによる映像の読み込みと研削部分の十字線の中心に加工寸法を重ね画像で直線ではなく破線で描くことで、内側の線と外側の線を手動運転で簡単に調整できるようになる研削盤画像処理装置。
(もっと読む)
回転工具を装着するスピンドルユニット機構
【課題】エアー軸受機構に供給される高圧エアーの圧力より高い軸受け機能を備えた回転工具を装着するスピンドルユニット機構を提供する。
【解決手段】回転スピンドル42には軸心方向に形成され他端に開口する連通路423が設けられ、マウンター43には径方向に形成され一端が連通路423に連通し他端が外周面に開口する排気通路431が設けられており、回転スピンドル42の他端に開口する連通路423がスピンドルハウジング41の他端に設けられた密閉室470を介してモータ収容室410に連通されている。
(もっと読む)
石英ガラス被加工品の剥離方法
【課題】研削などの機械加工の際、石英ガラス板などの被加工物が定盤に強固に固定されると共に、容易に剥離することができるようにする。
【解決手段】
脱脂により清浄化した石英ガラス定盤に、脱脂により清浄化した被加工物の石英ガラス板を紫外線硬化型エポキシ系樹脂を介して設置した。これに500Wの高圧水銀灯より発生する紫外光を30秒間照射して定盤に石英ガラス板を強固に接着した。接着後、ダイヤモンドホイールを用いて接着面の反対側表面を溝切り加工した後、定盤と一体になった石英ガラス板にジクロロメタンを主成分とする有機溶媒をスプレーで噴霧した後、水の中に入れて加熱した。水が沸騰してから約10分後に石英ガラス板が定盤から剥がれた。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法
【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
1 - 20 / 108
[ Back to top ]