
Fターム[3C034BB72]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | ワーク保持機構 (1,020) | 把持 (111)
Fターム[3C034BB72]に分類される特許
1 - 20 / 111
ガラス板研磨装置
【課題】研磨手段の姿勢制御に着目することにより、近年要求が高まっている曲面を多用した建築物の外装材や内装に利用可能な、種々の曲面を有する結晶化ガラスを工業的に製造する技術を提供する。
【解決手段】曲面を有するガラス板Gを研磨するガラス板研磨装置であって、ガラス板Gを保持する保持手段10と、ガラス板Gを研磨する研磨手段20と、ガラス板Gに対して研磨手段20を押し付ける押圧手段30と、ガラス板Gと研磨手段20とが実質的に面接触する状態を維持しながら、保持手段30を回転させる回動手段40と、保持手段30を水平方向にスライドさせるスライド手段50と、を備え、ガラス板Gと研磨手段20との面接触領域において、ガラス板Gに対する研磨手段20の押圧軸aがガラス板Gの曲面の法線bと一致するように、回動手段40、及びスライド手段50が調整される。
(もっと読む)
研削装置及び円形板状ワークの洗浄方法

【課題】研削装置のチャックテーブルに保持されていた円形板状ワークの被保持面側が保持部材によって保持されている場合において、被保持面のうち保持部材によって保持されている部分も洗浄できるようにする。
【解決手段】洗浄部材621に、搬出手段が保持した円形板状ワークの被保持面Tを接触させ、洗浄手段を構成する回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tのうち回転防止部材82が接触している箇所以外の部分を洗浄し、その後、回転防止部材82を下降させて、被保持面Tのうち回転防止部材82が接触していた部分を露出させ、洗浄部材621を所定角度回転させることによって円形板状ワークが当該所定角度と同じ角度回転した後、再び回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tの未洗浄部分を洗浄する。
(もっと読む)
四角柱状インゴットブロックの面取り加工方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
管状弾性体の研磨方法、弾性ローラの製造方法及び弾性ローラ
【課題】管状弾性体を高い振れ精度となるように研磨できる管状弾性体の研磨方法、振れ精度が高い弾性層を有する弾性ローラ及びこの弾性ローラの製造方法を提供すること。
【解決手段】軸体71の外周面に配置された管状弾性体7を研磨する方法であって軸体71の端面から10mm以内であって管状弾性体71cの端面から突出する軸体71の軸線長さに対して8〜21%の軸線長さの円筒状外周面17cをコレットチャック3で把持する工程と管状弾性体7を相対的に回転させる工程とコレットチャック3の周辺環境を調整することなく管状弾性体7の外周面を砥石4で研磨する工程とを有する管状弾性体7の研磨方法、軸体71の外周面に管状弾性体7を配置してローラ原体6を作製する工程と管状弾性体7の研磨方法で管状弾性体7を研磨する工程とを有する弾性ローラの製造方法、並びに、この製造方法で製造された振れ精度が0.10mm以下の弾性ローラ。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
研磨装置
【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
工作機械
【課題】コンパクトな構造及び改善された機械強度を有する工作機械を提供する。
【解決手段】垂直な1つの前壁3とこれに対して直角に配設された2つの側壁2,2’とを有する支柱1を有する1つの機械フレームと、前壁3に配設された1つの工作物保持装置8と、工具14,14’を有する少なくとも1つの工具ホルダ10とを有し、前壁3が、仮想平面E内に位置する、軸状の工作物7を加工するための工作機械において、垂直ガイド5と工作物保持装置8が、仮想平面Eの向かい合う両側に配設されている。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
直動案内装置の直線案内レールの両面仕上げ研削装置および両面仕上げ研削方法
【課題】直線案内レールの上面と下面の仕上げ研削加工時間を短くする。
【解決手段】 ワークwである直線案内レールの両側面を底部および上部となるように横にしてワークテーブル4上に固定された長尺状下部治具7aとワーク上部治具7bとでチャックし、前記ワークテーブル4を左方向に直線移動させてカップホイール型砥石8wを砥石軸に軸承した砥石ヘッドの一対8,8間を通過させてカップホイール型砥石8wで前記ワークの前面wfと後ろ面wbを同時に研削加工する。
(もっと読む)
連続鋳造製品を研削するための装置
【課題】スラブをその都度所要の位置に運動させ、研削加工の間、この位置に安定した状態で保持することが簡単に可能となるようにする。
【解決手段】連続鋳造製品を研削するための装置が、保持装置8を有しており、該保持装置8が、連続鋳造製品1を互いに異なる2つの位置I,IIで緊締し、互いに反対の側に位置する2つの辺2,3,4,5の研削プロセスの間、ある時は鉛直な位置に保持し、またある時は水平な位置に保持するために形成されており、互いに異なる2つの位置I,IIが、連続鋳造製品1の長手方向軸線Lを中心として90゜だけ互いに回動させられている。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
ウエハ処理方法およびシステム
【課題】本実施形態は、ウエハのような対象物を処理するのに使用するための方法及びシステム(120)を提供し、ウエハの研磨及び/又は研削を含む。
【解決手段】フロントエンドモジュール(124)は、保管装置(126)を連結し、処理のための対象物を保管する。フロントエンドモジュール(124)は、単一のロボット、搬送ステーション、及び複数のエンドエフェクタを備えることができる。処理モジュール(122)は、単一のロボットが対象物を保管装置から処理モジュール(122)へ供給するように、フロントエンドモジュール(124)と連結される。処理モジュール(122)は、回転テーブル、及び、供給された対象物を取り出しそして対象物を回転テーブル上で処理するキャリアをもつスピンドルを備える。
(もっと読む)
研磨装置
【課題】研磨処理に掛かる時間を長くすること無く、砥石の偏摩耗を抑制することができる研磨装置の提供。
【解決手段】角柱状シリコンインゴットWK1のR面角部を、リング状の各砥石31a,32aに対してワーク移動機構の移動方向と直交する方向に揺動移動させつつ、各砥石31a,32aを回転させて研磨するので、各砥石31a,32aの広範囲に角柱状シリコンインゴットWK1のR面角部を接触させることができる。したがって、各砥石31a,32aをリング状として偏摩耗を抑制することができ、かつR面角部と各砥石31a,32aとの接触部分を増やして、研磨処理に掛かる時間を長くせずに済む。
(もっと読む)
動力伝達チェーン用ピンの製造方法および製造装置
【課題】 ピンの保持状態の定量的な管理を可能とし、これにより、加工精度の安定化および管理の容易化を可能とした動力伝達チェーン用ピンの製造方法および製造装置を提供する。
【解決手段】 ピン14が適正な保持力で保持されているかどうかを判定する保持力判定手段36が設けられている。保持力判定手段36は、アンローディング手段35に設けられてピン14の引き抜き力を検知するロードセル(センサ)54と、センサ54で検知されたピン14の引き抜き力が所定値を下回った場合に板ばね交換信号を出力する処理手段55とを有している。
(もっと読む)
ガラス板端面の面取り方法および面取り装置
【課題】ガラス板の無用な破損を回避することができると共に、研削位置でのガラス板の位置決め精度を高めて、面取り精度や面取り品質の向上を図る。
【解決手段】ガラス板1を上面に載せる左右一対の下側ベルト搬送機構10と各下側ベルト搬送機構10の上側に対に設けられた上側ベルト搬送機構20とを備えてガラス板1を水平方向に直線搬送するガラス板搬送装置3と、搬送経路の両側方に配されて、ガラス板1の左右幅方向の端面1aを面取りするダイヤモンドホイール2とを具備する。左右のベルト搬送機構10、20の一方側は固定側Kとして、ガラス板1を左右幅方向に移動不能に固定的に支持し、他方側は移動側Lとしてガラス板1を左右幅方向に移動可能に支持する。上下のベルトに挟まれる頭出し位置の直前でガラス板1とベルトの相対位置を決め、研削位置Tではベルトを位置決めすることで、ガラス板1の端面をダイヤモンドホイールに対して位置決めする。
(もっと読む)
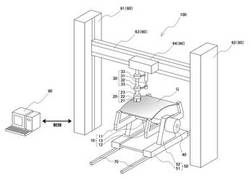
研磨装置
【課題】研磨装置のメンテナンス周期を延ばすことができるとともに、装置を大型化すること無くメンテナンス作業者への負担を軽減する。
【解決手段】基台11の長手方向一側にワーク供給テーブル20を設け、基台11の長手方向他側かつ基台11の短手方向外側にワーク研磨機構30を設け、基台11の長手方向他側に研磨ゴミ受け17を設け、基台11の上方に当該基台11から所定の間隔をもってワーク懸垂梁14とレール41とを設け、レール41に移動自在に角柱状シリコンインゴットWKを懸垂支持して角柱状シリコンインゴットWKをワーク供給テーブル20とワーク研磨機構30との間で移動させるワーク移動機構40を設けた。
(もっと読む)
チャック装置
【課題】シリコンインゴットの非研磨部位が非平滑形状であっても、シリコンインゴットを精度良く支持し、シリコンインゴットの研磨精度を向上させる。
【解決手段】ワーク支持機構のモータ軸52aに固定され、モータ軸52aの回転駆動により回転し、ワーク研磨機構に研磨部位を対向させる第1椀状部61と、第1椀状部61のモータ軸52a側とは反対側に一体回転可能に設けられ、第1端部WK1と対向して当該第1端部WK1の傾斜形状に倣って可動する第2椀状部62とを備える。第1端部WK1が傾斜形状であっても、その傾斜形状に倣って第2椀状部62が可動し、第1端部WK1を位置ズレすること無く安定して押さえることができる。よって、角柱状シリコンインゴットWKを精度良く支持でき、ひいては研磨精度を向上させることができる。
(もっと読む)
インゴットブロックのクランプ装置およびそれを用いて研削砥石軸に軸承された砥石の研削開始点位置を補正する方法
【課題】 磨耗した研削砥石でワークを研削加工しても所望寸法の加工ワークが得られるように、砥石の研削開始点位置を補正する方法の提供。
【解決手段】 ワークを主軸台7aとタッチセンサー7tを備える心押台7bとよりなるクランプ装置7で挟持し、このクランプ装置に挟持されたインゴットブロックを砥石10gにより円筒研削加工または面取り加工するにおいて、砥石の磨耗量に応じて研削砥石軸の前進移動を行って砥石を研削開始点位置まで移動させる砥石の研削開始点位置補正方法。
(もっと読む)
1 - 20 / 111
[ Back to top ]