
Fターム[3C034CA02]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | ワーク寸法 (610) | インプロセス (447)
Fターム[3C034CA02]に分類される特許
1 - 20 / 447
研削装置
研削方法および研削盤
実切込み量測定方法および加工方法および工作機械
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
研磨方法および研磨装置

【課題】基板の研磨中にシリコン層の正確な厚さを取得し、得られたシリコン層の厚さに基づいて基板の研磨終点を正確に決定することができる研磨方法を提供する。
【解決手段】本研磨方法は、基板から反射した赤外線の強度を所定の基準強度で割って相対反射率を算出し、相対反射率と赤外線の波長との関係を示す分光波形を生成し、分光波形にフーリエ変換処理を行なって、シリコン層の厚さおよび対応する周波数成分の強度を決定し、上記決定された周波数成分の強度が所定のしきい値よりも高い場合には、上記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、該信頼性の高い測定値が所定の目標値に達した時点に基づいて、基板の研磨終点を決定する。
(もっと読む)
研磨終点検出方法および研磨装置
【課題】研磨対象膜の下層の金属材料の影響を排除し、渦電流センサを用いて、基板表面内の各領域での膜厚情報を取得することができ、得られた膜厚情報から基板の研磨終点を決定する方法を提供する。
【解決手段】本方法は、基板の研磨中に渦電流センサを基板の表面を横切るように移動させ、渦電流センサのインピーダンスの抵抗成分Xおよび誘導リアクタンス成分Yからなる座標X,YをX−Y座標系上にプロットし、X−Y座標系上に定義された複数のインピーダンスエリアにそれぞれ属する複数の座標X,Yを用いて、複数のインピーダンスエリアごとに複数の膜厚指標値を算出し、複数の膜厚指標値を用いて複数のインピーダンスエリアごとに基板の研磨終点を決定する。
(もっと読む)
レンズ芯取機の芯出し方法及び装置
【課題】レンズを傷つけることなく、Z値の小さいレンズに対する正確な芯出しを行うことができる技術手段を得る。
【解決手段】ホルダ上のレンズ表面に向けて投射された光ビームの反射光又は透過光を受光してその受光位置を出力する光学計測器と、レンズの外周を加工する回転砥石とは別に設けたプッシャと、このプッシャをホルダの軸心に向けて移動する送り装置とを備えている。光学計測器の計測値に基づいてレンズの偏芯方向をプッシャに向ける方向にホルダを回転させ、光学計測器の計測値に基づいてプッシャをホルダ中心に向けて進出させる。
(もっと読む)
SAWデバイス用ウェーハの研削方法
【課題】SAWデバイス用ウェーハの樹脂層を一定厚さに研削するにあたり、作業者の手作業をなくし、圧電基板や保護テープの厚さばらつきに影響されることなく樹脂層の研削量を正確に算出でき、樹脂層の研削量の算出から研削実施までの自動化を可能とする。
【解決手段】SAWデバイス用ウェーハ1の樹脂層6の研削前に、近赤外光照射手段62のヘッド部61と樹脂層6との間に形成される空間に少なくとも水が存在しない状態でヘッド部61から樹脂層6に近赤外光Lを照射し、樹脂層6の表面6aと基板2の表面2aで反射した各反射光の干渉波から、樹脂層6の厚さを算出し、必要な樹脂層6の研削量をウェーハ1ごとに求める。水に近似した屈折率を有する樹脂で形成された樹脂層6の厚さを水に影響されることなく算出するため、研削前の樹脂層6の正確な厚さ測定値をウェーハ1ごとに得る。
(もっと読む)
切削装置
【課題】遮蔽板と顕微鏡ボックスの底部とが切削液が乾くことで固着することを抑制することができる切削装置を提供すること。
【解決手段】切削装置は、チャックテーブル10と、加工手段と、撮像手段30とを備える。撮像手段30は、顕微鏡31と、顕微鏡31の周囲を覆い、かつ底部32aに撮像用開口32bが形成された顕微鏡ボックス32と、遮蔽時と撮像時とで該撮像用開口32bを選択的に開閉するシャッター手段33とからなる。シャッター手段33は、エアシリンダ機構と、遮蔽板36とを備える。遮蔽板36は、遮蔽時に撮像用開口32bを覆う板状部36aと、底部32aと点接触して遮蔽板36を支持する複数の突起部36b〜36dと、板状部36aの外周から底部32aに向かって延在し、かつ突起部36b〜36dによって形成された板状部36aと該底部32aとの間隔をわずかな隙間を持ってほぼ遮蔽するスカート部36eとからなる。
(もっと読む)
板状物の研削方法
【課題】簡易な構成によって板状物を所望の厚みに調整することができ、さらに生産性を向上させると共にコストを低減すること。
【解決手段】本発明の板状物の研削方法は、外部刺激によって硬化する液状部材によって、貼着テープ(92)上に複数の板状物(W)の仕上げ厚みよりも厚くリング部材(93)を形成するステップと、チャックテーブル(31)の回転中心にリング部材(93)の中心を位置付けるように、チャックテーブル(31)上に複数の板状物(W)を保持するステップと、ハイトゲージ(51)によってリング部材(93)の厚みを測定しながら、研削ユニット(4)によってリング部材(93)及び複数の板状物(W)を仕上げ厚みまで研削するステップとを有する構成とした。
(もっと読む)
切削装置
【課題】被加工物の表面における撮像範囲内に切削液が滴下することを抑制することができる切削装置を提供すること。
【解決手段】切削装置は、被加工物Wを保持するチャックテーブル10と、被加工物Wに切削加工を施す切削ブレード及び該切削ブレードに切削液を供給するノズルを有する加工手段と、被加工物Wの表面を撮像する撮像手段30とを備える。撮像手段30は、チャックテーブル10に保持された被加工物Wの表面と対向する対物レンズ31aを備えた顕微鏡31と、顕微鏡31の周囲を覆い、かつ一部に撮像用開口32bが形成された底部32aを有する顕微鏡ボックス31と、遮蔽時と撮像時とで撮像用開口32bを選択的に開閉するシャッター手段33と、からなり、顕微鏡ボックス32の底部32aは、水平面に対して傾斜しており、底部32aに付着している切削液は傾斜した底部32aの下端部32dに誘導され、底部32aに滞留せず滴下を促進する。
(もっと読む)
切削装置
【課題】ダイシングテープに貼着固定される被加工物の向きや位置がターゲットパターン登録時とずれていた場合にもターゲットパターンをいち早く検出することを可能とする切削装置を提供することを目的とする。
【解決手段】チャックテーブル19は、鉛直方向を回転軸として回転する回転角度がコントローラにより制御され、カセット載置部9と仮置きテーブル12との間には撮像ユニット30(撮像手段)が配設され、撮像ユニット30は被加工物上面を撮像して得られた画像情報から仮置きテーブル12上での被加工物の分割予定ラインの角度を割り出し、撮像ユニット30によって割り出された分割予定ラインの角度がチャックテーブル19の加工送り方向と平行又は直交方向になるよう、チャックテーブル19が被加工物ユニットを保持後、所定の角度回転される。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
剛性測定方法および研削盤
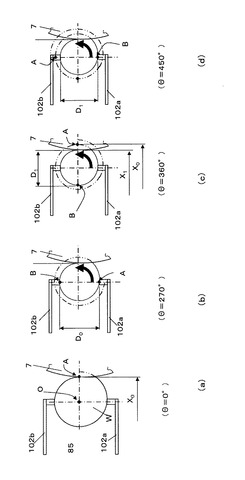
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
被加工物保持治具
【課題】 照明光を照射して光導波路を検出するときに検出を補助する機能を備えた被加工物保持治具を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物に加工を施す加工手段とを有する加工装置の該チャックテーブルに着脱自在に装着され、上面に被加工物を載置して吸引保持する被加工物保持治具であって、鏡面加工された上面と、該上面に形成された吸引溝と、一端が該吸引溝に連通し他端が底面側に貫通する貫通吸引路を有し、加工装置の該チャックテーブル上に載置されて、該鏡面加工された上面に載置された透明体からなる被加工物に該チャックテーブルからの負圧を該貫通吸引路及び該吸引溝を介して作用させて該被加工物を吸引保持し、該上面で吸引保持した該被加工物の上方から照明光を照射することで、該被加工物を透過し該鏡面で反射した反射光で該被加工物を下面側から一様に照らすことができることを特徴とする。
(もっと読む)
切削装置および切削方法
【課題】低コストで高精度な、積層セラミックコンデンサを製造するためのワークの切削装置を提供する。
【解決手段】積層セラミックコンデンサを製造するためのワーク10を切削する切削装置100であって、ワーク10を切削するブレード22と、ブレード22を回転させるモータを備えたスピンドル20と、リング照明および同軸落射照明を切り換えてワーク10を撮像可能に構成された撮像装置30と、撮像装置30により取得されたワーク10の画像に対して画像処理を行うことによりワーク10の切削位置を特定し、特定された切削位置においてワーク10を切削するようにブレード22を制御する制御部40とを有する。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
切削装置及び分割方法
【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
加工装置
【課題】加工装置による加工精度を向上する。
【解決手段】被加工物としてのワークを凍結固定して加工を行う加工装置10において、所定の方向に移動可能なベッド1a,1bと、ベッド1bに固定され、ワークを載置するベース2と、ベース2を冷却する温度制御手段20と、ベッド1a,1bに対する位置を変動可能に制御され、ワーク2を加工する工具5と、を備え、温度制御手段20は、ベース2を冷却することにより、ワークを該ワークの材質、および/または該ワークの加工条件に応じた所定の温度に制御する。
(もっと読む)
研磨監視方法および研磨装置
【課題】研磨装置の稼働率を低下させることなく渦電流センサの較正を行うことができ、精度の高い膜厚監視を可能とする研磨監視方法および研磨装置を提供する。
【解決手段】回転する研磨テーブル1上の研磨面2aに研磨対象の基板Wを押圧して基板W上の導電膜mfを研磨し、研磨中に研磨テーブル1に設置された渦電流センサ50により導電膜mfの厚さを監視する研磨監視方法であって、研磨中の渦電流センサ50の出力信号を取得し、渦電流センサ50の上方に基板Wが存在しない時の出力信号を用いて渦電流センサ50の出力調整量を算出し、出力調整量を用いて渦電流センサ50の上方に基板Wが存在する時の出力信号を補正して基板W上の導電膜mfの厚さを監視する。
(もっと読む)
1 - 20 / 447
[ Back to top ]