
Fターム[3C034CA19]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 温度 (49)
Fターム[3C034CA19]に分類される特許
1 - 20 / 49
研削盤の制御装置および制御方法
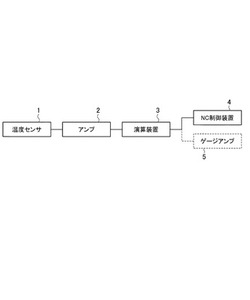
【課題】簡便にワークの膨張量を求めることができて、その膨張量に基づいて研削目標値を補正することにより、加工寸法のばらつきを低減できるようにした研削盤の制御装置を提供する。
【解決手段】循環使用する研削液を研削箇所に供給しながら研削目標値となるように順次ワークを研削する研削盤の制御装置であって、各ワークの研削工程ごとに循環使用する研削液の温度を定点測定する温度センサ1と、温度センサの測定した研削液温に変化があった場合にその変化量に基づいて研削目標値の補正値を演算し、その補正値に基づいて研削盤の研削目標値を補正する演算装置3と、を備える。
(もっと読む)
研磨パッド用補助板および研磨装置

【課題】化学的機械研磨に際して研磨パッド表面の温度を速やかに且つ省エネルギー効率をもって昇温して適温に維持することができる、新規な構造の研磨パッド用補助板と研磨装置を提供すること。
【解決手段】研磨パッド16を重ね合わせて固着状態で支持するパッド支持面を表面40に有していると共に、裏面42において回転定盤14に重ね合わされて着脱可能に装着される装着面を有している研磨パッド用補助板10において、通電により補助板本体38(パッド支持面40)を昇温して適温に維持する通電式温度制御手段50を設けた。
(もっと読む)
ワークの研磨方法及び研磨装置
【課題】本発明は、研磨量を正確に制御することのできるワークの研磨方法及び研磨装置を提供することを目的とする。
【解決手段】本発明は、ワークの両面を研磨するに当たり、排スラリーの温度変化率の変化を捉えることにより、ワークの研磨量を制御するものである。
(もっと読む)
ロール研磨装置及びロール研磨方法
【課題】搬送用ロールの温度が変化した場合であっても押疵欠陥が発生することを抑制すること。
【解決手段】制御装置11が、電流負荷センサ8によって検出されるモータ3の電流負荷が温度センサ9によって検出された搬送用ロール20の温度に対応する所定の電流負荷範囲内になるように、搬送用ロール20に対する研磨ロール2の押込量を制御する。これにより、搬送用ロール20の温度が変化した場合であっても、押疵欠陥が発生することを抑制できる。
(もっと読む)
CMP装置、研磨パッド及びCMP方法
【課題】高平坦性の確保と研磨傷の低減を両立可能なCMP技術を提案する。
【解決手段】実施形態に係わるCMP装置は、水溶性粒子を含んだ研磨パッド12の表面部にスラリーを供給する供給部15と、被研磨物14を保持した状態で被研磨物14を研磨パッド12の表面部に接触させる保持部13と、研磨パッド12の表面部に配置され、研磨パッド12の表面部の温度を設定する温度設定部17と、供給部15、保持部13及び温度設定部17の動作を制御する制御部18とを備える。制御部18は、研磨パッド12の表面部の温度を第1の温度範囲内に設定した状態で被研磨物14を研磨する第1の研磨工程を実行した後に、研磨パッド12の表面部の温度を第2の温度範囲内に設定した状態で被研磨物14を研磨する第2の研磨工程を実行する。
(もっと読む)
研磨装置
【課題】被加工物を保持するチャックテーブルの温度分布を制御して被加工物の厚みを所望の厚みに形成することができる研磨装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研磨する研磨パッドを備えた研磨手段とを具備する研磨装置であって、チャックテーブルは、被加工物を保持する保持面を有する保持テーブルと、保持テーブルを支持する支持部材とを備え、支持部材には中心部から外周に向けて渦巻状に形成された流体通路が設けられており、流体通路に温度制御流体を供給し保持テーブルの中心部から外周部における温度分布を制御する制御流体供給手段を具備している。
(もっと読む)
研削異常監視方法および研削異常監視装置
【課題】閾値をより適切に設定することにより、工作物に加工変質層が発生した場合でも研削異常の判定精度を向上することができる研削異常監視方法および研削異常監視装置を提供する。
【解決手段】工作物Wを研削したときの研削負荷が変化すると工作物Wの加工変質層の厚さが変化する関係に基づいて、研削送り位置に対する研削負荷についての閾値を設定する。これにより、工作物Wに加工変質層が発生した場合でも、その後の研削により加工変質層を取り除くことが可能となり、研削異常の判定精度を向上することができる。
(もっと読む)
研削異常監視方法および研削異常監視装置
【課題】砥石車の外径が変化することにより研削負荷が変化したとしても、より高精度に研削異常を判定することができる研削異常監視方法および研削異常監視装置を提供する。
【解決手段】研削負荷についての上限閾値Th1および下限閾値Th2の少なくとも一方を設定する閾値設定工程と、研削負荷が上限閾値Th1および下限閾値Th2の少なくとも一方を超えた場合に研削異常であると判定する研削異常判定工程と、砥石車43の外径を取得する砥石車径取得工程と、取得した砥石車43の外径に応じて上限閾値Th1および下限閾値Th2の少なくとも一方を変更する閾値変更工程とを備える。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨パッド表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにする。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
(もっと読む)
研削方法および研削装置
【課題】研削割れの発生を防止できるとともに、生産性を向上できる研削方法を提供する。
【解決手段】温度A2および温度A3を設定する設定工程と、研削点Pの温度を測定する測定工程と、研削点Pの測定温度が温度A2および温度A3により定まる温度の範囲内である場合、研削点Pの温度を低下させるように研削条件を再設定する調整工程と、を含み、温度A2は、測定工程および調整工程に要する時間、および研削前に予め設定される砥石20によるワークWへの切込量に基づいて、ワークWに引っ張り残留応力が発生するまでに研削点Pの温度を低下可能な温度に設定され、温度A3は、温度A2よりも低い温度に設定される。
(もっと読む)
研磨装置および方法
【課題】圧力室を形成するメンブレンを用いた基板保持装置において研磨中に半導体ウエハ等の基板の温度を推定して基板の温度を制御することができる基板保持装置および該基板保持装置を備えた研磨装置を提供する。
【解決手段】研磨面101aを有した研磨テーブル100と、基板Wを保持して研磨面101aに押圧する基板保持装置1と、制御部50とを備えた研磨装置であって、基板保持装置1は、基板に当接して基板保持面を構成する弾性膜4と、弾性膜4の上方に位置するキャリア43と、弾性膜4とキャリア43との間に形成された圧力室5,6,7,8と、弾性膜4からの熱エネルギを測定する赤外線検出器45とを備え、制御部50は、赤外線検出器45による測定値を用いて弾性膜温度推定値を算出する。
(もっと読む)
切削装置の切削ブレード検出機構
【課題】切削ブレードを構成する環状の切れ刃が基台の外周縁から離脱して全破損したことを確実に検出することができる切削ブレード検出機構を提供する。
【解決手段】チャックテーブルに保持された被加工物を切削する環状の切れ刃を備えた切削ブレードの回転軸方向の一方の側に配設された発光手段と、切削ブレードの回転軸方向の他方の側に発光手段と対向して配設され発光手段によって照射された光を受光する受光手段と、該受光手段によって受光された光の受光量に基づいて該環状の切れ刃の状態を判定する制御手段とを具備する切削装置の切削ブレード検出機構であって、切削ブレードは円形状の基台と円形状の基台の外周部側面に装着され基台の外周縁から突出して形成された環状の切れ刃とからなり、発光手段の発光面および受光手段の受光面は円形状の基台の外周部によって一部が遮光される位置に配設されている。
(もっと読む)
バルクハウゼンノイズ検査装置
【課題】 励磁コイルおよびノイズ検出センサを含むセンサヘッドと、検査対象物との間のギャップの変動に影響されず、高精度の検査を行えると共に、センサヘッドの小形化を図れ、ノイズの検出とギャップの検出とに交流磁界間の干渉の問題が生じないバルクハウゼンノイズ検査装置を提供する。
【解決手段】 バルクハウゼンノイズ検査装置は、検査対象物Wを磁化する励磁コイル9と、同コイル9により磁化された検査対象物Wが発するバルクハウゼンノイズを検出するノイズ検出センサと、励磁コイル9に電流を供給する電源14とを備える。ノイズ検出センサ、検査対象物W間のギャップを検出するセンサ3を設け、センサ3に、ノイズ検出センサによるバルクハウゼンノイズの検出周波数帯域よりも低い周波数の交流磁界を発生させる。センサ3の出力に基づき、ノイズ検出センサの出力を補正するセンサ出力補正手段7を設けた。
(もっと読む)
熱電対接触式の表面粗さ測定方法及びワークの表面状態検出装置
【課題】広範囲の測定対象物に適応でき、インプロセスで表面粗さの変化量を検出することができるワークの表面状態検出方法及び装置を提供する。
【解決手段】一つの測定用熱電対202をワーク203の被測定面に対してこれに接触させた状態で相対運動させることにより発生する当該熱電対の熱起電力の変化量を測定し、この熱起電力の変化量から、測定用熱電対202と同一のデータ採取用熱電対を当該被測定面に対する場合と同一の接触条件及び相対運動条件で表面粗さが既知の基準面に接触させた状態で相対運動させることによって予め求めた熱起電力の変化量と前記基準面の表面粗さの変化量との相関関係データΔE=β・Ry(ΔEは前記相対運動開始時から測定時までの熱起電力の変化量、βは熱電対の接触条件及び相対運動条件に応じて熱起電力と表面粗さとの関係から導かれる粗さ係数、Ryは表面粗さ)に基づいて、被測定面の表面粗さの変化量を求める。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、平行度に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、平行度に優れる磁気記録媒体用ガラス基板を高い生産性で研磨するガラス基板の研磨方法、および該研磨方法を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の両主平面を研磨する研磨工程において、ガラス基板の両主平面を同時に研磨したときの両面研磨装置の上定盤の内周端側で測定した表面温度tp1と外周端側で測定した表面温度tp2との差Δtp(tp1−tp2)の絶対値が3℃以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
シリンダボアの研削加工装置
【課題】研削工具の構造や加工時の制御の複雑化を抑制しつつ、シリンダボアの内周面を任意の非真円形状に成形可能なシリンダボアの研削加工装置を提供する。
【解決手段】移動制御部39は、所定の経路に従って研削工具29を移動させ、回転制御部38は、研削工具29を回転させ、温度制御部41は、研削工具29へ流入する前の研削液の温度を、所定の経路における研削工具29の位置に対応して予め設定された目標温度に近づけるように制御し、研削作用面部56がシリンダボア43の内周面43aと接触することにより、シリンダボア43の内周面43aを研削する。
(もっと読む)
表面粗面化処理装置および表面粗面化処理方法
【課題】高品質の画像が形成でき且つ経年使用による能力低下がなく、さらに、軸振れを低減又は解消した粗面化処理ができる表面粗面化処理装置及び表面粗面化処理方法を提供する。
【解決手段】表面粗面化処理装置は、回転磁場により磁性砥粒を加工対象物の表面に衝突させる処理を終えた後に、加工対象物の複数の箇所について軸振れ量を計測して、これら複数の箇所のうち軸振れ量が最大となる箇所を検出して、この検出した箇所を、該箇所における軸振れ量に応じた力で、軸振れが小さくなる方向に向けて押圧するので、軸振れが最大となる箇所の軸振れ量を小さくすることができる。そして、これら一連の処理を、加工対象物の複数の箇所における最大の軸振れ量が、所定の基準値以下となるまで繰り返すことにより、軸振れ量が基準値を満足する、即ち、軸振れを解消した粗面化処理ができる。
(もっと読む)
研磨装置、研磨パッドおよび研磨情報管理システム
【課題】作動条件の調整、および研磨の再現性の確保を容易にする。
【解決手段】研磨パッド1内に、センサ7と、前記センサ7により得られる検出情報を記憶するメモリ9と、電源部11の駆動により外部と非接触で通信する通信手段(コントロールIC10)とが埋設されている。上記構成の研磨パッド1と、研磨パッドに備える通信手段10と非接触で通信が可能な通信部6とを含んで研磨情報管理システムが構成される。さらに、研磨装置は、上記構成の研磨パッド1と、該研磨パッドに備える通信手段10と非接触で送受信が可能な通信部6とを有する。
(もっと読む)
渦電流測定あるいは光学測定を利用して、メタライゼーション処理を実状態で監視する方法
【課題】サンプルに形成された薄膜の除去工程中に該薄膜に関する情報を、渦電流プローブを使用して実状態で取得する方法を開示する。
【解決手段】渦電流プローブに検出コイルを設ける。渦電流プローブの検出コイルに交流電圧を印加する。渦電流プルーブの検出コイルがサンプルの薄膜に近接したときには、該検出コイルで第1の信号を測定する。該検出コイルが、既知の組成を有しおよび/または該コイルから離れて設けられた基準部材に近接する位置にあるときには、該検出コイルで第2の信号を測定する。第1の信号に含まれる利得及び/又は位相の歪みを第2の信号に基づいて校正する。校正した第1の信号に基づいて薄膜の特性値を決定する。上述の方法を実行する装置を更に開示する。加えて、研磨剤でサンプルを研磨し、このサンプルを監視する化学機械研磨(CMP)システムを開示する。このCMPシステムは、研磨テーブルと、研磨テーブル上でサンプルを保持する構成であるサンプルキャリヤと、渦電流プローブとを含む。
(もっと読む)
データ処理装置、研磨装置、研磨レートの推定方法およびプログラム
【課題】 研磨レートの推定精度を高める。
【解決手段】 研磨中における研磨部分の温度を検出すると共に、温度以外の、研磨レートと関係のある所定の物理量を検出する(ステップS1)。そして、その検出した温度の時間的な変化傾向に基づき研磨期間中における少なくとも2つの異なる時間範囲を設定する(ステップS2)。それら各時間範囲毎の研磨部分温度情報と、前記温度以外の物理量の情報とを利用して、研磨レートを推定する(ステップS3)。
(もっと読む)
1 - 20 / 49
[ Back to top ]