
Fターム[3C034CA30]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | その他 (87)
Fターム[3C034CA30]に分類される特許
1 - 20 / 87
研磨装置
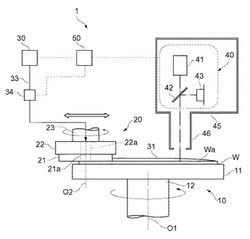
【課題】スラリーの供給不足をより確実に検出できる研磨装置を提供する。
【解決手段】本発明に係る研磨装置は、ウェハWを保持する保持機構10と、保持機構10に保持されたウェハWを研磨する研磨パッド21とを備え、保持機構10に保持されたウェハWの被研磨面Waに研磨パッド21を当接させながら相対移動させてウェハWの研磨加工を行うように構成された研磨装置1において、被研磨面Waと研磨パッド21との当接部にスラリー31を供給するスラリー供給機構30と、被研磨面Waにプローブ光を照射する光源41と、プローブ光が照射された被研磨面Waからの反射光を検出する光検出器43と、光検出器43に検出された反射光の情報に基づいて研磨加工の終点を検出するとともに当該反射光の情報に基づいてスラリー31の供給状態を判定する制御装置50とを有して構成される。
(もっと読む)
研削装置

【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】スピンドルハウジング20から露出したスピンドル先端部21s(下端部)に固定されるホイールマウント23と、ホイールマウント23に装着された研削ホイール24とからなり、スピンドル先端部21sの外周側面21c、ホイールマウント23の外周側面23c、上面23dには、スピンドル21の回転方向に交差する縞目33A、33AC、33Eから構成される縞模様が表示される。
(もっと読む)
加工装置
【課題】 消耗品の交換時期が迫るとオペレータの感覚に訴える直観的警告を発することが可能な報知部を備えた加工装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、着脱可能な消耗品を使用して該チャックテーブルに保持された被加工物に加工を施す加工手段と、該加工手段の加工状況を伝える報知部と、を備えた加工装置であって、該消耗品の交換時期が迫ると該報知部によってオペレータの感覚に訴える直感的警告が発せられることを特徴とする。
(もっと読む)
レシプロ研削盤及びその制御方法
【課題】テーブル及びウェイトの往復動時の駆動速度を適正に調整することができて、テーブル及びワークの往復動に伴う慣性力を有効に相殺することができるレシプロ研削盤及びその制御方法を提供する。
【解決手段】ワーク22を載置した状態で第1駆動装置21により機台11上で往復動されるテーブル19と、そのテーブル19の往復動に伴いテーブル19上のワーク22を加工するための工具17と、第2駆動装置26により機台11上でテーブル19と逆位相にて往復動されるウェイト25とを備える。機台11に作用する慣性変動を検出するためのセンサ27を設ける。そのセンサ27の検出に基づいて慣性変動が収束するように、第1駆動装置21と第2駆動装置26との少なくとも一方の駆動速度を制御する制御装置を設ける。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
研磨装置、および、研磨方法
【課題】簡単な構成でウェーハの取り代を適切に制御可能な研磨装置を提供すること。
【解決手段】バッキングパッド32およびリテーナリング33が一体化された研磨ヘッド3を備えた研磨装置1であって、ウェーハWの研磨中にリテーナリング33が研磨パッド23上のスラリーPから受けるリテーナ液圧Frを測定するリテーナ液圧測定手段35と、このリテーナ液圧測定手段35で測定されたリテーナ液圧Frに基づいて、研磨ヘッド3に付与するヘッド加圧力Fh、定盤22の回転数、および、1バッチあたりの研磨時間のうちの少なくとも1つのパラメータを設定するパラメータ設定手段と、を備え、研磨制御手段は、パラメータ設定手段で設定されたパラメータに基づいて、回転駆動手段および研磨ヘッド加圧手段のうち少なくとも一方を制御する。
(もっと読む)
円筒研削加工方法、および円筒研削加工装置
【課題】ワークに形状不良および砥石焼けが発生することを抑制でき、ワークの加工精度を安定させることが可能な円筒研削加工方法、および円筒研削加工装置を提供する。
【解決手段】円筒研削加工装置10を用いて行われる、ワーク1を研削加工する方法であって、ワーク1の研削加工を行っている場合で、クーラント量測定手段14の測定値が所定の下限クーラント閾値Q1より小さい値になるときには、クーラント量変更手段13によりクーラント供給手段からのクーラント供給量を増加させ、クーラント量測定手段14の測定値が所定の上限クーラント閾値Q2より大きい値になるときには、クーラント量変更手段13により前記クーラント供給手段からのクーラント供給量を減少させ、たわみ量測定手段16の測定値が所定のたわみ閾値x1より大きい値になるときには、砥石送り手段により砥石11の送り速度を減少させる。
(もっと読む)
眼鏡レンズ供給システム
【課題】 システムの大型化、設置スペースの増大を抑え、経済的に有利する。
【解決手段】
1つのコンベアラインユニットは、コンベアラインと、1台の加工装置に対して少なくとも2つのトレイをコンベアラインから離脱させて待機位置まで移動させ、加工済みレンズが入ったトレイをコンベアラインに載せるトレイ移動ユニットと、レンズを加工装置に供給し、加工されたレンズをトレイに戻すロボットシステムと、トレイの識別情報を得る個別制御ユニットと、を有し、複数のコンベアラインユニットが並べられたときに、コンベアラインが1本のコンベアラインのように接続され、主制御ユニットは、各個別制御ユニットと通信し、搬入用コンベアラインのトレイを何れのコンベアラインユニットに搬送するかを決める。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状シリコンインゴットの側面剥ぎ切断装置上で、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する方法および外周刃の横揺れ幅を小さくすることができる自己補償機構の提供。
【解決手段】 加圧冷却液供給パッド一対96p,96pを外周刃91aを挟んで外周刃の前面および後面に設け、ポンプ96pより供給される加圧液体の供給管を2分岐し、分岐された供給管のそれぞれの先端を前記一対の加圧冷却液供給パッドの液体貯め空間に望ませた外周刃横揺れ自己補償機構96。および、レーザ光反射型変位センサsを用い、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する。
(もっと読む)
ホーニング加工装置及びホーニング加工方法
【課題】面が湾曲しているボア部の加工において、加工量が検出できるホーニング加工技術を提供する。
【解決手段】砥石22よりヘッド本体30の先端側に配置される第1エアマイクロノズル11と、第1エアマイクロノズル11からヘッド本体30の基端側にホーニングヘッド一回転若しくは複数回転当たりの軸方向の送り量だけ離して配置される第2エアマイクロノズル12と、第1エアマイクロノズル11と被加工面との距離を検出する第1距離検出手段13と、第2エアマイクロノズル12と被加工面との距離を検出する第2距離検出手段14と、第1距離検出手段13で得られた距離と第2距離検出手段14で得られた距離との差を求める演算手段16とを備える。
【効果】様々な形状の被加工面に対して加工量の検出を行うことができる。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
研磨装置
【課題】研磨パッドの寿命を正確に決定することができ、研磨パッドの交換頻度を少なくすることができる研磨装置を提供する。
【解決手段】本研磨装置は、研磨テーブル12を回転させるテーブル回転モータ70と、トップリング20を回転させるトップリング回転モータ71と、研磨パッド22をドレッシングするドレッサ50と、研磨パッド22の高さを測定するパッド高さ測定器60と、研磨パッド22の高さから研磨パッド22の減耗量を算出し、研磨パッド22の減耗量と、テーブル回転モータ70のトルクまたは電流と、トップリング回転モータ71のトルクまたは電流とに基づいて研磨パッド22の寿命を決定する診断部47とを備える。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
研磨装置
【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
バルクハウゼンノイズ検査装置
【課題】 励磁コイルおよびノイズ検出センサを含むセンサヘッドと、検査対象物との間のギャップの変動に影響されず、高精度の検査を行えると共に、センサヘッドの小形化を図れ、ノイズの検出とギャップの検出とに交流磁界間の干渉の問題が生じないバルクハウゼンノイズ検査装置を提供する。
【解決手段】 バルクハウゼンノイズ検査装置は、検査対象物Wを磁化する励磁コイル9と、同コイル9により磁化された検査対象物Wが発するバルクハウゼンノイズを検出するノイズ検出センサと、励磁コイル9に電流を供給する電源14とを備える。ノイズ検出センサ、検査対象物W間のギャップを検出するセンサ3を設け、センサ3に、ノイズ検出センサによるバルクハウゼンノイズの検出周波数帯域よりも低い周波数の交流磁界を発生させる。センサ3の出力に基づき、ノイズ検出センサの出力を補正するセンサ出力補正手段7を設けた。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
研削装置
【課題】表面に凸部が形成されたウェーハであっても、研削前の保持テーブルへの吸引保持が行われていることを確認することができる研削装置を提供する。
【解決手段】ウェーハ(ワーク)1の内側1bに対応する部分を吸着する内部吸引部22と、内部吸引部22を囲繞しウェーハ1の外側1aを吸着する外部吸引部23と、内部吸引部22に吸引力を発生させた際の圧力を測定する圧力測定器24とを有する保持テーブル21とする。保持テーブル21にウェーハ1を設置した後、内部吸引部22および外部吸引部23に吸引力を発生させる前に、内部吸引部22のみに吸引力を発生させ、圧力測定器24により測定される圧力が所定の閾値の負圧を検出した際は研削可能と判定し、該所定の閾値の負圧を検出しない場合は研削不能と判定する。
(もっと読む)
研磨方法および研磨装置
【課題】可視光線を用いてシリコン層などの半導体層の研磨終点を正確に検知することができる研磨方法および研磨装置を提供する。
【解決手段】本発明に係る研磨方法は、半導体層の研磨中に該半導体層に可視光を照射し、半導体層からの反射光を受光し、反射光の所定の波長範囲での強度を測定し、強度の測定値を所定の基準強度で割って相対反射率を算出し、相対反射率と反射光の波長との関係を示すスペクトルを生成し、スペクトルから、半導体層の厚さに従って変化する研磨指標を求め、研磨指標が所定のしきい値に達した時点に基づいて半導体層の研磨を終了する。
(もっと読む)
切削装置
【課題】 簡単な構造で切削ブレードの基準位置を検出可能な切削装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切削ブレードを回転可能に支持するスピンドルを有する切削手段と、該切削ブレードの下端部の高さ位置を検出するブレード検出手段とを備えた切削装置であって、該ブレード検出手段は、回転する該切削ブレード周囲の気流によって発生する風圧を検出し、風圧に応じて電圧を出力する圧力センサーを具備したことを特徴とする。
(もっと読む)
1 - 20 / 87
[ Back to top ]