
Fターム[3C034CB02]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 砥石台、ワークテーブルの送り運動 (595) | 速度 (196)
Fターム[3C034CB02]の下位に属するFターム
停止させるもの (147)
Fターム[3C034CB02]に分類される特許
1 - 20 / 49
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
レンズ研磨方法およびレンズ研磨装置

【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
被加工物の加工方法
【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
球体研磨装置
【課題】球体の加工品質を向上させるとともに、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】軸方向に圧力を加えながら回転盤体3を固定盤体2に対して回転させることにより球体を研磨加工する球体研磨装置1において、加工中の球体5の直径を測定する球径測定器6と、球径測定器6の測定値により球体5を研磨する研磨加工能率を制御するPLC7と、を備え、球径測定器6は、被測定球体5の姿勢を変更する姿勢変更機構64を有し、PLC7は、加工完了寸法を設定する設定手段71と、測定値Dmより平均直径を算出する加工能率演算部72と、設定手段71により設定された設定値及び平均直径に応じて加工能率の目標値を設定する加工能率演算部72と、測定値Dmと加工完了寸法とを比較して加工を停止させる加工能率演算部72と、を有する。
(もっと読む)
ロール研磨装置及びロール研磨方法
【課題】搬送用ロールの温度が変化した場合であっても押疵欠陥が発生することを抑制すること。
【解決手段】制御装置11が、電流負荷センサ8によって検出されるモータ3の電流負荷が温度センサ9によって検出された搬送用ロール20の温度に対応する所定の電流負荷範囲内になるように、搬送用ロール20に対する研磨ロール2の押込量を制御する。これにより、搬送用ロール20の温度が変化した場合であっても、押疵欠陥が発生することを抑制できる。
(もっと読む)
半導体ウェハの研削方法
【課題】研削装置に砥石を取り付けて目立てを行った後は、粗加工および仕上げ加工においてノーメンテナンスで砥石表面の粗さを維持し砥石消耗量の少ない連続安定性に優れた研削方法を提供する。
【解決手段】チャックテーブルユニット41を第1の回転数で回転させた状態で、半導体ウェハ3に対して、第1の速度で研削ユニット11を降下させながら半導体ウェハの主面を研削するステップS13と、半導体ウェハ2の厚さが、所定の厚さよりも少なくとも5μm厚い状態に達するタイミングで、チャックテーブルユニット41の回転数を第1の回転数よりも遅い第2の回転数とするステップS15と、半導体ウェハ3の厚さが、所定の厚さに達するタイミングで、研削ユニットを第1の速度よりも速い第2の速度で上昇させるステップS17とを備えている。
(もっと読む)
円筒研削加工方法、および円筒研削加工装置
【課題】ワークに形状不良および砥石焼けが発生することを抑制でき、ワークの加工精度を安定させることが可能な円筒研削加工方法、および円筒研削加工装置を提供する。
【解決手段】円筒研削加工装置10を用いて行われる、ワーク1を研削加工する方法であって、ワーク1の研削加工を行っている場合で、クーラント量測定手段14の測定値が所定の下限クーラント閾値Q1より小さい値になるときには、クーラント量変更手段13によりクーラント供給手段からのクーラント供給量を増加させ、クーラント量測定手段14の測定値が所定の上限クーラント閾値Q2より大きい値になるときには、クーラント量変更手段13により前記クーラント供給手段からのクーラント供給量を減少させ、たわみ量測定手段16の測定値が所定のたわみ閾値x1より大きい値になるときには、砥石送り手段により砥石11の送り速度を減少させる。
(もっと読む)
切削装置、切削装置を用いた切削方法、および部品の製造方法
【課題】板材を厚さ方向に複数段に分けて段階的にカットする技術において、各段カット時の加工負荷を従来よりも均一に近づける。
【解決手段】回転式の刃具を用い、板材を厚さ方向に複数段に分けて段階的にカットする切削装置が、刃具を回転させるモータに供給される電流値を検出する検出回路と、刃具による複数段の各段の厚さ方向の切り込みの深さである切り込み量を制御する制御装置とを備え、制御装置は、複数段の各段のカット時に検出回路が検出した電流値または電力値に基づいて、複数段の各段のカット時における刃具への加工負荷相当値を特定し、特定した各段の加工負荷相当値間の乖離量に基づいて、各段のカット時における刃具への加工負荷を均一に近づけるよう、各段の切り込み量を補正する。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して第1の研削送り速度で該チャックテーブルに保持された硬質基板に研削砥石を接近させ、研削砥石が硬質基板に接触した瞬間を厚み検出手段によって検出する接触検出工程と、該接触検出工程によって該研削砥石と硬質基板との接触を検出した後直ちに該研削送り手段を作動して該研削砥石を硬質基板から離反させる離反工程と、該研削送り手段を作動して該第1の研削送り速度よりも遅い第2の研削送り速度で該研削砥石を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
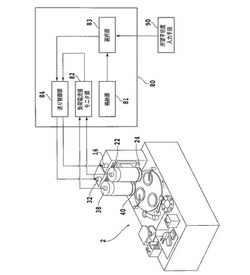
電力制御による研削方法および研削装置
【課題】研削動力の目標電力を設定し、目標電力に実削電力が極力追従するように送り速度を演算して制御することにより、品質を安定させ、生産性を上げる。
【解決手段】ワーク切込台1と、ワーク切込台に目標電力に基づく送り速度Vで切込送りを与える切込モータ2と、研削砥石6を回転させる駆動モータ7と、該駆動モータでの実削電力を検出する電力検出部8と、電力検出部で検出された実削電力の変化量に基づいて補正係数を求め、その補正係数を、目標電力に基づいて予め設定された設定送り速度に掛けて送り速度指令値を演算する送り速度指令値演算部5と、送り速度指令値に基づいて送り速度をフィードバック制御する切込台制御部3と、を備える。
(もっと読む)
バルクハウゼンノイズ検査装置
【課題】 励磁コイルおよびノイズ検出センサを含むセンサヘッドと、検査対象物との間のギャップの変動に影響されず、高精度の検査を行えると共に、センサヘッドの小形化を図れ、ノイズの検出とギャップの検出とに交流磁界間の干渉の問題が生じないバルクハウゼンノイズ検査装置を提供する。
【解決手段】 バルクハウゼンノイズ検査装置は、検査対象物Wを磁化する励磁コイル9と、同コイル9により磁化された検査対象物Wが発するバルクハウゼンノイズを検出するノイズ検出センサと、励磁コイル9に電流を供給する電源14とを備える。ノイズ検出センサ、検査対象物W間のギャップを検出するセンサ3を設け、センサ3に、ノイズ検出センサによるバルクハウゼンノイズの検出周波数帯域よりも低い周波数の交流磁界を発生させる。センサ3の出力に基づき、ノイズ検出センサの出力を補正するセンサ出力補正手段7を設けた。
(もっと読む)
球面研削加工方法および球面研削加工装置
【課題】加工効率を落とすことなく、要求品質、特にクラック深さの向上を図り、後工程である精研削、研磨加工の負担を軽減することにより、後工程の加工時間短縮さらには工程削減が可能な球面研削加工方法および球面研削加工装置を提供すること。
【解決手段】先端にレンズ基体を取付けたワーク軸と、先端に研削砥石を装着した砥石軸とのそれぞれを回転させつつ互いに近接させ、切り込み速度を制御しつつ研削砥石によってワークを所定の切り込み量だけ研削する速度制御切り込み工程と、この速度制御切り込み工程の後に、研削砥石にワークを押し当てる圧力を制御しながら切り込みを行う圧力制御切り込み工程と、を順次行う。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
ガラス板加工装置及びその加工方法
【課題】搬送ベルトによって搬送されるガラス板の速度と、製造関連処理を実行するための加工具が搭載された移動体の速度との間に正確な同期を取ることで、ガラス板に製造関連処理を正確に施す。
【解決手段】搬送ベルト2でガラス基板Gを搬送しながら、その搬送方向にガラス基板Gとともに砥石3を並走させてガラス基板Gに角取り加工を施す。この際、速度検出手段10によって搬送ベルト2のガラス板支持領域の速度を検出するとともに、砥石3が搭載された移動台車4の駆動モータ5による送り駆動速度を、速度検出手段10の検出結果に基づいて調整し、移動台車4および搬送ベルト2のガラス板支持領域を同期走行させる。
(もっと読む)
送り速度制御方法および送り速度制御装置
【課題】局所的な加工焼けの発生を防止できる送り速度制御方法および送り速度制御装置を提供する。
【解決手段】加工中の各瞬間tにおける工具30による加工領域を複数の微小領域に分割した場合に、各微小領域における加工能率Q"(w,θ,t)が設定上限値Q"set1以下となるように、工具30の被加工物15に対する相対的な送り速度Fを制御する。
(もっと読む)
トーチとワークとの間の距離計測装置およびその方法並びに、研削加工装置の過負荷検出装置およびその方法、並びに作業機械の把持制御装置およびその方法
【課題】マイクロ波ドップラセンサの特性を利用して従来よりも安価な構成にて、しかも応答性よく、加工装置あるいは作業機械の内部状態を計測できるようにする。
【解決手段】トーチを規定の高さからワークに向けて移動開始させる。つぎに、トーチを規定の高さからワークに向けて移動させている間、トーチとの相対位置が固定的な固定位置からワーク表面に向けてマイクロ波を送信して反射したマイクロ波のドップラ周波数を検出し、ドップラ周波数と、送信波の周波数とに基づき、トーチとワークとの間の相対速度を逐次演算する。つぎに、演算された相対速度が零とみなされる値になった時点で、トーチがワークに当接したとみなし、当該時点に至るまでの逐次の相対速度の積分値を、トーチとワークとの間の距離として出力する。
(もっと読む)
角ブロックの表面研削装置
【課題】角ブロックの表面研削処理時に加わる衝撃やストレスを減少させ、生産性を向上させる。
【解決手段】多角柱のブロック状ワーク14を研削加工するものにおいて、ワーク14を支持して所定の軸20を中心に回転駆動させる。研削刃24は、回転軸をワークの所定の軸20とほぼ直交する方向に向けて、ワークのエッジ22に対して側面を接触させて、当該エッジを研削加工する。研削刃24の側面がエッジ22に接触して研削するときに生じる研削応力の方向と、ワーク14の所定の軸20の方向とが一致する部分を生じさせるように研削刃24の側面とエッジ22の研削面の関係を位置決めする。その後研削刃24をワーク14の所定の軸20の方向に相対移動させる。
(もっと読む)
研削盤および研削方法
【課題】ワークの撓み量による影響を考慮して、高精度な研削を行うことができる研削盤および研削方法を提供する。
【解決手段】ワークWに砥石43を押圧してワークWを撓ませながらワークWを研削する研削盤であって、ワークWと砥石43との接触範囲におけるワークWの撓み量の差ΔXf(t)を算出し、算出された撓み量の差ΔXf(t)が所定閾値ΔXth以上となった場合に、砥石43のワークWに対する相対的な送り速度を変更する。
(もっと読む)
1 - 20 / 49
[ Back to top ]