
Fターム[3C034CB12]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 補助装置 (445) | ドレッサー (40)
Fターム[3C034CB12]に分類される特許
1 - 20 / 40
円筒研削加工方法、および円筒研削加工装置
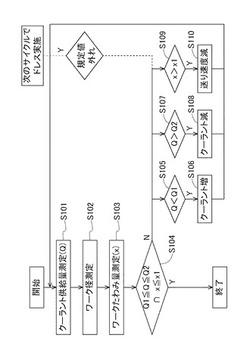
【課題】ワークに形状不良および砥石焼けが発生することを抑制でき、ワークの加工精度を安定させることが可能な円筒研削加工方法、および円筒研削加工装置を提供する。
【解決手段】円筒研削加工装置10を用いて行われる、ワーク1を研削加工する方法であって、ワーク1の研削加工を行っている場合で、クーラント量測定手段14の測定値が所定の下限クーラント閾値Q1より小さい値になるときには、クーラント量変更手段13によりクーラント供給手段からのクーラント供給量を増加させ、クーラント量測定手段14の測定値が所定の上限クーラント閾値Q2より大きい値になるときには、クーラント量変更手段13により前記クーラント供給手段からのクーラント供給量を減少させ、たわみ量測定手段16の測定値が所定のたわみ閾値x1より大きい値になるときには、砥石送り手段により砥石11の送り速度を減少させる。
(もっと読む)
研削方法および研削盤

【課題】簡便な構成により研削状態もしくは砥石成形状態においても短時間に砥石車の外径を計測可能とすることで、安価に研削盤の稼働率を向上させる、研削方法または研削盤を提供する。
【解決手段】コア71の外周に砥石層72を備えたコア型砥石車を用いて、超音波を研削液20を介して砥石層72に超音波センサ14より出力し、砥石層72の表面からの反射波とコア71の外周表面からの反射波の到達時間差と砥石層72の音速から砥石層72の厚さを演算する超音波計測装置制御部34を用い、計測した砥石層72の厚さとコア71の外径から算出される砥石車7の外径に基づき研削工程および砥石成形工程を制御する。
(もっと読む)
研削方法および研削盤
【課題】研削面の加工変質状態を検出し、砥石車を適正な状態で無駄なく使用し、不良工作物を製造しない研削方法および研削盤。
【解決手段】研削加工中に工作物Wの研削面の加工変質状態を検出できる加工変質検出装置9を砥石台3に設け、工作物Wの研削加工面の加工変質層の厚みを仕上げ研削工程の前に渦電流サンサ12で計測し、加工変質層の厚みが仕上げ研削工程の半径研削量に達する前に、砥石車7の整形工程を実施し砥石車7の切れ味を復元させる。
(もっと読む)
研磨装置
【課題】ドレス部の摩耗量や装置ごとの寸法の違いを正確に把握しなくても所望のドレッシングを行うことができる研磨装置を提供する。
【解決手段】研磨工具23を下降させて研磨部232の研磨面233をドレス工具33のドレス部332に接触させてドレッシングする構成において、ドレス部332が研磨面233から受ける下向きの圧力を検出する圧力検出部32と、圧力検出部32で検出される圧力に基づいて研磨工具23の鉛直方向の移動量を制御する制御手段4を付加し、制御手段4によってドレス部332に接触する研磨面233の圧力の程度を調整して所望のドレッシングを可能とする。
(もっと読む)
研削盤
【課題】砥石車の研削作用面の状態を検出し、砥石を最適な状態で無駄なく使用し、不良工作物を製造しない研削盤。
【解決手段】砥石車の研削作用面の凹凸形状を計測した凹凸データから、前記研削作用面に垂直な方向の深さが同一となる線上の砥石の占有比率を演算し、深さに対する占有比率の変化率と所定の深さの占有率の値により、研削作用面の研削性能を判定する。この判定に基づき、研削サイクルと砥石成形サイクルを最適に制御する。
(もっと読む)
総形ツルーイング方法
【課題】砥石車と総形ツルーイングロールの周速度比に係らず砥粒を所望の度合いに破砕するツルーイング方法を提供する。
【解決手段】総形ツルーイングロール9を砥石車7の研削作用面に垂直方向に振動させる加振装置102を備えたツルーイング装置10を用い、砥石車7の回転周期を加振装置102の振動周期で除した値が循環数となる周期と、所望の振幅で、振動させる。この振動で総形ツルーイングロール9の砥粒押込み方向の速度を所望に制御して、砥石車7の砥粒の破砕度合いを制御する。
(もっと読む)
研磨パッドの形状修正方法
【課題】研磨パッド形状測定装置で測定した研磨パッド形状を、ドレスツールを用いてウェーハが所望の表面形状になるような研磨パッドの目標形状に修正する。
【解決手段】被加工物を所望の表面形状に研磨するための研磨パッド14の形状修正方法であって、研磨パッド形状測定装置10を用いて、定盤12に貼付した状態で研磨パッド形状を測定する測定ステップS9と、測定ステップS9の測定結果に基づいて予め備えられた複数のドレスレシピの中から、前記被加工物を所望の表面形状に研磨可能なドレスレシピを選択する条件決定ステップS10と、条件決定ステップS10で決定されたドレスレシピを用いて研磨パッド14をドレッシングする形状修正ステップS11を備える。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法
【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
ドレッシング状態判定方法
【課題】所望の砥石真直形状が達成できたか否かを判定することのできるドレッシング状態判定方法を提供する。
【解決手段】ドレッシングの際に発生する超音波と、予め定められた複数の標本線との交差点数をMTシステムのT法における微分特性として取得すると共に、各交差点の内、交差点の位置を上回る位置に超音波が存在する交差点間の間隔の和をMTシステムのT法における積分特性として取得し、複数の標本線の内、予め定めら有効標本線における微分特性及び積分特性について、所定の単位空間データによって規準化し、その規準化された微分特性及び積分特性を基にドレッシングによる砥石真直度の推定値を算出し、算出された推定値が所定のしきい値を満足する場合に所望のドレッシング状態に達したと判定するものである。
(もっと読む)
回転体の表面粗さの測定方法、砥石における砥粒の突き出し量の測定方法、及び研削盤
【課題】ワークを研削することなく、砥石の砥粒の突き出し量をより容易に測定することが可能な、砥石における砥粒の突き出し量の測定方法、及び、求めた砥粒の突き出し量に基づいて適切な時期にドレッシングを行うことができる研削盤、更に、砥石の砥粒の突き出し量に限定されず、より容易に回転体の表面粗さを測定する方法を提供する。
【解決手段】回転体を回転駆動する駆動力を検出可能な駆動力検出手段DSを用い、回転駆動される回転体の表面に液体を注ぎ、液体を注いでいる場合と注いでいない場合とにおける駆動力検出手段を用いて検出した駆動力の差、あるいは液体を注いでいる場合における駆動力検出手段を用いて検出した駆動力、に基づいて回転体の表面粗さを求める。
(もっと読む)
砥石成形方法
【課題】成形手段による不要な砥石の切削量を低減させ、作業効率と砥石の寿命をより向上させることができる砥石成形方法を提供する。
【解決手段】成形手段TRと砥石Tとが接触していることを検出可能な接触検出手段ASと、成形手段に対する砥石の相対移動先の位置を検出可能な位置検出手段EZと、移動手段を制御する制御手段と、を用いて、回転している砥石を成形手段にて成形する砥石成形方法であって、制御手段は、成形手段に対して相対的に近づく方向に砥石を第1所定距離だけ接近させ、接近時における接触検出手段からの接触検出信号と位置検出手段からの位置検出信号を記憶した後、成形手段に対して相対的に遠ざかる方向に砥石を第2所定距離だけ移動させて成形手段と砥石とを離間させる第1のステップと、接近時に記憶した接触検出信号に基づいて、接近時において成形手段と砥石とが接触していたか否かを判定する第2のステップと、を有する。
(もっと読む)
ドレッシング装置、化学的機械的研磨装置及び方法
【課題】研磨パッドをあまり偏摩耗させることなくドレッシングし、かつドレッシング荷重を軽荷重とすることができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、研磨パッド10に摺接されるドレッシング面を有するドレッシング部材42と、回転可能かつ上下動可能なドレッサ駆動軸32と、ドレッサ駆動軸32に連結され、ドレッシング部材42が固定されるドレッサフランジ41A,41Bと、ドレッサフランジ41A,41B内に配置され、ドレッシング部材42をドレッサ駆動軸32に対して傾動可能とする球面軸受45と、ドレッシング部材42の傾動に抗する力を発生するばね機構49とを備える。
(もっと読む)
コンディショニングディスクの摩擦係数を測定する装置および方法
【課題】コンディショニングディスクの摩擦係数を容易かつ正確に測定する装置と方法を提供する。
【解決手段】この装置は、重量のある剛性材料からなるベース手段(36)と、前記ベース手段(36)上に設けられたディスク摩擦手段(39)と、前記ディスク摩擦手段(39)のディスク摩擦面に沿って前記コンディショニングディスク(52)を移動する移動手段(48)と、前記移動手段に対してコンディショニングディスク(52)を固定する固定手段(50)と、前記ディスク摩擦面に沿って前記コンディショニングディスク(52)を移動する前記移動手段(48)を駆動する駆動手段(41)と、前記移動するコンディショニングディスク(52)によって前記ディスク摩擦面に加えられる摩擦力を測定する測定手段(28)とを備える。
(もっと読む)
研削盤
【課題】ツルーイング回数を減少することにより、加工コストの低減と加工時間の短縮を可能にした研削盤を提供する。
【解決手段】複数の砥石を備え、工作物に対して粗研削加工と仕上げ研削加工とを行い得るようにされた研削盤において、砥石のうち仕上げ研削加工に用いる仕上げ研削加工用砥石の研削面の状態が限界状態であることを判断する閾値を記憶する閾値記憶部と、仕上げ研削加工用砥石の研削面の状態を検出する検出手段とを備えている。制御手段は、検出手段の検出結果が閾値に到達したときに、その時まで仕上げ研削加工に使用していた砥石の研削面にツルーイングを行うことなく、以後、当該砥石を粗研削加工用砥石として使用し、その時まで粗研削加工に使用していた砥石の研削面にツルーイングを行った後、当該砥石を仕上げ研削加工用砥石として使用するように制御する。
(もっと読む)
ポリッシング装置
【課題】 修正ツールに中ぐり加工を施すことなく、それがポリッシング盤に及ぼす圧力を調整することのできるポリッシング装置を提供する。
【解決手段】 本発明に係るポリッシング装置20は、被加工物をポリッシングするポリッシング盤22と、ポリッシング盤22の表面形状を修正する円盤状の修正ツール26と、修正ツール26の外周面に回転力を与えて修正ツール26を回転させる駆動ローラー60とを有するポリッシング装置において、修正ツール26の上面を底面とする液槽103が設けられ、液槽103に入れられる液体の量により修正ツール26のポリッシング盤22に及ぼす圧力が調整される。
(もっと読む)
竪型両頭平面研削盤及びその治具取付基準面のセルフ研磨方法
【課題】セルフ研磨への切換の作業能率を向上することを目的とする。
【解決手段】上砥石車7に於て、ワーク研削砥石3を固定するクサビ状取付具4には、余備ネジ孔10, 10を設ける。この余備ネジ孔10, 10を利用して、セルフ研磨作業のためのセルフ研磨砥石を固着する。
(もっと読む)
研削加工方法及び研削加工装置
【課題】加工条件の設定が不適切な場合でも、継続的に研削作業を行えるようにする。
【解決手段】砥石24を回転駆動し、砥石24をワーク1に対して切込み送りすると共に砥石駆動モータ26の研削電力を電力検出回路32により検出し、この検出電力が予め設定された電力値であって非常停止電力値Pmよりも低い送り停止電力値P1に達すると、砥石24を回転駆動させた状態で切込み送りのみを停止させ、その後に検出電力値が予め設定された電力値であって送り停止電力値P1よりも低い送り再開電力値P2まで低下すると、砥石24の切込み送りを再開させるように、NC装置35により砥石24の切込み送り動作を制御するようにした。
(もっと読む)
研磨機及びこれを用いたゴムローラの製造方法
【課題】研磨砥石の形状・条件を変更・調節する必要がなく、ゴム弾性層外周面の研磨性をその軸方向に沿って効果的に制御可能な研磨機を提供する。
【解決手段】回転可能な円筒形状の研磨砥石と、ゴムローラと研磨砥石の軸方向が互いに平行となるようにゴムローラを保持して回転させることが可能な保持手段と、ゴムローラの外周面の軸方向の温度分布を制御可能な制御手段と、を備えたことを特徴とするプランジ方式円筒研磨機。
(もっと読む)
研削盤
【課題】砥石車43の外径に応じて砥石車43の外周面形状が変化する研削を行う研削盤において、高精度な研削が可能となる砥石車43のドレッシングを行う研削盤を提供する。
【解決手段】砥石車43の外径を検出する砥石外径検出手段61と、砥石外径検出手段61により検出された砥石車43の外径に応じた砥石車43の外周面形状を取得する面形状取得手段62と、面形状取得手段62により取得された砥石車43の外周面形状に基づいて砥石車43を成形する砥石成形手段63とを備える。
(もっと読む)
研削装置及び研削装置の観察方法
【課題】 研削装置の状態を常時観察できる研削装置及び研削装置の観察方法を提供することである。
【解決手段】 ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削砥石が配設された研削ホイールを有する研削手段と、研削領域に研削水を供給する研削水供給手段とを備えた研削装置であって、前記チャックテーブルに保持されたウエーハの研削によって発生する研削屑を含んだ研削水によって研削状態を観察する観察手段を具備したことを特徴とする。
(もっと読む)
1 - 20 / 40
[ Back to top ]