
Fターム[3C036AA00]の内容
穴あけ、中ぐり加工 (1,347) | 特定対象、形態の加工 (324)
Fターム[3C036AA00]の下位に属するFターム
プリント基板の加工 (74)
管の加工 (18)
クランクシャフトの加工 (1)
ボタンの加工
貝の加工 (1)
型鋼の加工 (4)
ラインボーリング加工 (10)
基準穴の加工 (6)
深穴加工 (44)
非円形穴の加工 (9)
不断水ドリル加工 (38)
ノズル穴の加工 (2)
傾斜穴の加工 (16)
テーパ穴の加工 (3)
ワーク底面よりの加工 (4)
Fターム[3C036AA00]に分類される特許
1 - 20 / 94
ボーリング加工方法及びボーリング加工装置
【課題】ボーリング加工後のワークの穴の内径のばらつきを低減でき、ボーリング加工後のワークの穴の真円度を向上させることが可能なボーリング加工方法及びボーリング加工装置を提供する。
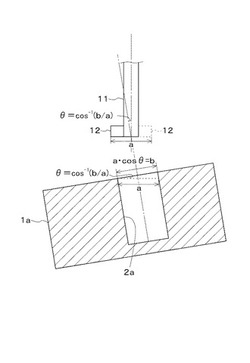
【解決手段】ワーク1の穴2の軸を加工軸11の軸に対して傾けない状態で、ワーク1の穴2をボーリング加工する第一工程と、第一工程でボーリング加工されたワーク1の穴2の形状を測定する第二工程と、前記第二工程の測定結果に基づいて、加工軸11の軸に対するワーク1の穴2の軸の傾斜角度を算出する第三工程と、新たなワーク1aの穴2aをボーリング加工する第四工程と、を備え、前記第四工程のボーリング加工は、ワーク1aの穴2aの軸を加工軸11の軸に対して、前記傾斜角度だけ傾けた状態で行われる。
(もっと読む)
シリンダブロックのボア加工方法及びこれに用いられるダミーヘッドユニット

【課題】シリンダブロックのボアを高い真円度で加工する。
【解決手段】ウォータージャケット溝4の内周に規制部材30を挿入することにより、ボア周壁5が規制部材30により外径側から支持されるため、ボア内周面3aを加工する際の外径向きの加圧力Pによるボア周壁5の外径方向への変形が規制され、ボア3の真円度の低下を防止することができる。
(もっと読む)
穴あけ工具
【課題】液体シムの高温硬化及び穴あけ治具の機能を促進する穴あけ工具
【解決手段】工具206は、第一及び第二の構造部材202、204の間に配置された液体シム216の層を有する第一及び第二の構造部材を貫通して穴をあけることを提供する。工具は、構造部材にあけられる穴の位置を定める開口部を有する穴あけ治具208と、穴あけ治具の底表面の少なくとも一部分に結合されたヒートブランケット210を有し、液体シムに近接したエリアの前記構造部材の一に結合される。方法は、構造部材にあけられる穴に対応する穴あけ工具を提供するステップ、液体シムに近接したエリアに前記構造部材の一に前記工具を結合するステップ、前記ヒートブランケットをアクティブにし、既定の期間に硬化温度を超える温度まで液体シムの温度を上昇させるステップ、及び、前記穴あけ治具の前記穴を貫通して、前記構造部材及び前記液体シムに穴をあけるステップを含む。
(もっと読む)
膜厚測定装置及び膜厚測定方法
【課題】エッチングを行うことなく膜厚を簡易に測定することができる膜厚測定装置及び膜厚測定方法を提供する。
【解決手段】膜厚測定装置は、基板S上に形成された膜S1の膜面の一部を切削して基板面を露出させる切削部1と、露出された基板面と膜面との段差を測定して前記膜の膜厚を測定する測定部とを備えた膜厚測定装置であって、切削部は、膜面を切削する刃21が設置された刃部20と、前記刃部20を移動させる移動手段と、前記刃21を基板側に押圧する押圧手段とを備え、該押圧手段により刃21が基板S側に押圧された状態で該刃部20を移動させて膜面の一部を切削する。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4が、少なくとも回転中心刃部4aと中間刃部4bと最外周刃部4cの3部によって構成され、回転中心刃部4aと最外周刃部4cが直線形状をなし、各刃部の先端角が、回転中心側から外周側の刃部にかけて段階的に減少し、回転中心刃部4aの先端角が140°以上、170°以下であり、
最外周刃部4cの先端角が5°以上、45°以下である構造にした。
(もっと読む)
コンロッドの加工制御装置、コンロッドの加工方法およびコンロッドの加工を行うためのプログラム
【課題】コンロッド貫通部の真円度を確保しつつ、より効率の高い加工が行える技術を提供する。
【解決手段】コンロッド貫通部の特定部分の内径と当該貫通部の真円度を確保するのに適切な加工装置の制御パラメータとの関係を予め調べておき、そのデータテーブルをデータベース201に記憶しておく。コンロッドの加工時に測定した上記特定部分の内径の測定値を上記のデータベース201内のデータテーブルと照合し、上記制御パラメータを取得する。これにより、複数個所の内径を計測することなしに、真円度を確保したコンロッド貫通部の加工が可能となる。
(もっと読む)
穿孔ユニット及び穿孔装置
【課題】被穿孔物を穿孔する際に生ずる騒音や振動を軽減させつつ、作業効率を向上させる穿孔ユニット及び穿孔装置を提供する。
【解決手段】本発明にかかる穿孔ユニットは、回転軸を中心として回転可能な主軸部と、前記主軸部を回転駆動させる駆動部と、前記主軸部と一体となって前記回転軸周りに回転し、被穿孔物を穿孔する穿孔工具であって、前記回転軸から径方向に偏心された仮想直線に沿って設けられ、前記被穿孔物を照射するレーザー光が通る光路となる偏心孔を内部に有する穿孔工具と、を備える。
(もっと読む)
偏心回転機構及び穿孔装置
【課題】被穿孔物を穿孔する際に生ずる騒音や振動を軽減させつつ、作業効率を向上させる偏心回転機構及び穿孔装置を提供する。また、光ファイバーを用いて光の進行方向を変えてレーザー光を照射しても破断が発生しにくい偏心回転機構及び穿孔装置を実現する。
【解決手段】本発明にかかる偏心回転機構は、ハウジングと、回転軸を中心として回転可能な主軸部と、前記主軸部を回転駆動させる駆動部と、前記主軸部に設けられ、前記回転軸から径方向に離れた偏心軸を中心として回転可能な偏心回転部と、ある部位が前記ハウジングに固着されると他の部位が前記偏心回転部の前記偏心軸上に固着され、前記ある部位から前記他の部位へ向ってレーザー光を伝送する光ファイバーと、を備える。
(もっと読む)
接合部のサンプル採取方法
【課題】配管と管板の接合部の物性に影響を与えることなく、接合部を採取するサンプル採取方法を提供する。
【解決手段】
配管2及び管板3の接合部4を採取するサンプル採取方法であって、
サンプルとして採取する配管2をターゲット管2aとし、ターゲット管2aの外周側に位置する複数の配管2を準ターゲット管2bとし、準ターゲット管2bの外周側に位置する複数の配管2を切取管2cとしてマーキングする準備工程と、
準備工程の後、ターゲット管2a、準ターゲット管2b、切取管2c及び管板3を切断する工程とを備え、
切取管2c及び管板3を切取管部分で切断する工程では、切取管2cの内孔を広げるようにドリル7により切取管2c及び管板3を削り込み、切取管2cの肉厚を削り取って切取管2cを切断し、更に隣り合う削り込みによる孔hが連結するようにして管板3を切断する。
(もっと読む)
プラスチック眼鏡レンズ孔開け方法
【課題】 プラスチックレンズ孔開け加工時に、欠けや割れもしくは切削面の微小な傷の発生を防止するレンズ孔開け加工方法を提供する
【解決手段】 プラスチック眼鏡用レンズにドリルで孔開け加工する際、水溶性の潤滑剤を加熱溶融又は水溶液としてドリルに含浸させた状態で、もしくは滑剤組成物をレンズの上に配置して孔開け加工することにより、欠けや割れもしくは切削面の微小な傷の発生を抑え、外観不良もしくはフレーム取り付け後にネジ孔周辺に微小な傷を基点とする割れが発生するなどの不具合を防止する
(もっと読む)
複合加工工具
【課題】スカイビング加工部、バニシング加工部、およびディンプル成形部を備えた複合加工工具を提供する。
【解決手段】シャンク2と、シャンク2に固定されたマンドレル3と、マンドレル3に対して回転自在に外嵌されたフレーム4と、フレーム4に保持された転動部材(51)によりワークWの内周面W1にバニシング加工を行うバニシング加工部5と、フレーム4に出没自在に保持された転圧部材(61)によりディンプル成形を行うディンプル成形部6と、シャンク2の先端部に固定されたボディ81に配設され切削加工を行なうスカイビング加工部8と、を備えた複合加工工具1であって、マンドレル3の外周部には、周方向に沿って交互に配設された凹部と凸部からなる略多角形状の凹凸形状部が形成され、凹部と凸部が回転しながら交互に転圧部材(61)に係合することで、転圧部材(61)がフレーム4から出没してディンプル成形を行う。
(もっと読む)
シリンダヘッド加工用クランプパッド及びシリンダヘッドの加工方法
【課題】シリンダヘッドをシリンダブロックに組み付けた際に、カム穴の断面形状が真円にすることができる様なシリンダヘッド加工用クランプパッド及びシリンダヘッドの加工方法の提供。
【解決手段】長手方向両端部15aの径寸法Dが長手方向中央部15cの径寸法dよりも大きく、ヘッドボルト座面の径寸法に等しいクランプパッド15を用いて、シリンダヘッドを、その歪がヘッドボルトによりシリンダブロックに組み付けた際の歪と等しくなるようクランプにより押圧したのち、カム穴を加工する。
(もっと読む)
穴加工装置及び方法
【課題】穴加工装置及び方法において、一度に複数の穴を同時に加工可能として加工作業の作業性の向上を可能とする。
【解決手段】加工ヘッド61と、加工ヘッド61に着脱自在に装着される複数の穴あけ工具63と、加工ヘッド61を管板45に形成する取付穴60の径方向及び軸方向に移動可能とする駆動装置64と、この駆動装置64を駆動する制御装置65とを設け、加工ヘッド61に対して穴あけ工具63を取付穴60の配列方向に沿うと共に取付穴60のピッチの2倍以上の整数倍の等間隔で設け、制御装置65は、加工ヘッド61が穴あけ工具63の配列方向に取付穴60のピッチごとに移動して穴あけ工具63により穴加工を行うように駆動装置64を駆動する。
(もっと読む)
穿孔治具
【課題】瓦の所定位置に、容易かつ正確に貫通孔を開設することができる穿孔治具を提供する。
【解決手段】穿孔治具10は、穿孔工具30を瓦40の表面40aに対して一定姿勢に保持する工具保持手段11と、工具保持手段11を瓦40の表面40a上の一定位置に保持するため瓦40の周縁部の複数箇所(辺縁部40L,40R,40U)に着脱可能に係合する位置決め手段12と、位置決め手段12に対する工具保持手段11の相対位置を変更する位置変更手段13と、を備えている。位置決め手段12として、複数の支持部材14,15と、ガイド部材16と、ガイドストッパ17と、を設け、位置変更手段13として、辺縁部40L,40Rと直交する矢線S方向に沿って工具保持手段11を位置変更可能に固定するための係止部材18がガイド部材16に着脱可能に取り付けられている。
(もっと読む)
シリンダブロックの加工用治具および加工方法
【課題】ボルト締結時にダミーヘッドが変形した場合でも、ビード部によるボアの周縁部への面圧を均一に加えることができるシリンダブロックの加工用治具および加工方法を提供する。
【解決手段】ダミーヘッド100のシリンダブロック200の上面への載置時、たとえばビード部130では、最厚部131が、隣接するボア201の同士の間の軸間部分に配置され、最薄部132が、その軸間部分から周方向に略90度離れて配置される。ダミーヘッド100のボルト締結時、本体110がボア201に向かう方向とは反対側に凸状に歪む。ビード部130の形状を本体110の変形を考慮した形状としているから、本体110の変形は、ビード部130の全ての部分131〜133がボア201の周縁部に当接した状態で行われる。
(もっと読む)
穴内面の加工方法とこれに用いる加工具
【課題】穴内面の回転加工具による中ぐり加工上、加工具を巧みに利用して穴の周方向および長手方向双方に滑らかに繰り返す油保持および耐摩耗性に有利な微細な凹凸を簡単かつ安価に形成する。
【解決手段】摺動する部材を受ける穴1の内面を加工具2が回転しながら穴1の長手方向に進み切削することで、穴1の内面を加工する穴1の内面の加工方法であって、加工具2の回転により穴1内面の周方向に発生する切削深さの増減変化が、複数あり、かつ、加工具2の1回転による加工始点Sと加工終点Bとで穴1内面の周方向にずれるように規制して加工を行い、上記の課題を解決する。
(もっと読む)
車両用合成樹脂部品および樹脂部品への部品取付構造
【課題】車両用合成樹脂部品等の射出成形後に、所定の切削工具(ドリル)を用いて精度良く二次的に孔開け加工を施すことが可能な技術を提供する。
【解決手段】所定のドリル112にて孔102cを形成可能な車両用合成樹脂部品100において、孔102cを形成する位置の中心であって意匠面の裏側に形成されたノッチ102aと、ノッチ102aの周囲を少なくとも部分的に包囲するよう壁状に立設されこのドリル112の外径より大きな内径を有する囲繞部102bと、を有する。
(もっと読む)
シリンダブロックの加工用治具および加工方法
【課題】ボルト締結時にダミーヘッドが変形した場合でも、ビード部によるボアの周縁部への面圧を均一に加えることができるシリンダブロックの加工用治具および加工方法を提供する。
【解決手段】シリンダブロック200の上面へのダミーヘッド100の本体110の載置時、シム部140は、ボルト用孔112よりも外周側に配置され、シリンダブロック200の上面に当接する。ビード部130はボア201の周縁部に配置されている。この場合、たとえばビード部130とシリンダブロック100の上面との間には所定間隔の隙間Gが形成される。ダミーヘッド100をボルト締結すると、シム部140を支点としてボルト軸力によるモーメントを本体110におけるボルト120同士の間の部分に加えることができる。その部分をボア201に向かって凸状に撓ませることができ、ビード部130はボア201の周縁部に当接することができる。
(もっと読む)
穴加工用NCプログラム作成装置
【課題】複数の穴が交差する場合の穴加工用NCプログラム作成装置を提供する。
【解決手段】穴領域抽出手段120により、製品形状三次元CADデータ20において加工すべき複数の穴領域G1,G2,G3を抽出する。交差穴領域抽出手段130により、複数の穴領域G1,G2,G3の中から相互に交差する二つの穴領域G2,G3を抽出する。加工工程決定手段160により、相互に交差する二つの穴領域G2,G3のうち先に加工する一方の穴領域G2に対して尖ドリルT2により加工し、後に加工する他方の穴領域G3に対して少なくとも交差部を平ドリルT3により加工し、交差部より奥側を尖ドリルT2により加工するように加工工程を決定する。この加工工程に基づいて、NCプログラム作成手段170がNCプログラムを作成する。
(もっと読む)
シリンダブロック加工用ダミーヘッド
【課題】的確なシリンダヘッドへの押し込み力が容易に低加工コストで調整でき、かつ再現性に優れたシリンダブロック加工用ダミーヘッドを提供する
【解決手段】シリンダブロック100のヘッドボルト孔106に螺合されるボルト部材13と、シリンダヘッド取付面105にボルト締結するためのボルト部材18が挿入するボルト挿入孔106及びシリンダボア101に対応して開口する貫通孔15を備えたダミーヘッド本体10と、ダミーヘッド本体10にボルト締結されるフランジ部25及び貫通孔15内に嵌挿すると共に先端にシリンダボア部102の頂面102aを押圧するボア接触面24を有する円筒部21よりなるボア押し込み用スリーブ20を備え、ボア押し込み用スリーブ20のフランジ部25の一部にフランジ部25の厚さの異なる部位を形成する変形制御部35を備える。
(もっと読む)
1 - 20 / 94
[ Back to top ]