
Fターム[3C037BB00]の内容
穴あけ工具 (3,056) | 刃先位置、形状、構造 (620)
Fターム[3C037BB00]の下位に属するFターム
切刃先端角度 (71)
先端切刃なし(コアドリル等除く) (4)
切刃が曲線 (22)
ニック付切刃(切粉分断用) (17)
すくい面部の特徴 (61)
逃げ面部の特徴 (55)
シンニング (41)
切刃取付部 (208)
Fターム[3C037BB00]に分類される特許
1 - 20 / 141
トレパニング工具
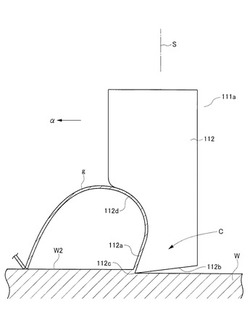
【課題】切り屑の巻き付きや詰まりを生ずることなく、切り屑を外部に効果的に排出する。
【解決手段】トレパニング工具の筒部の先端部に取り付けたブレード112には、切れ刃112c,すくい面112a及び逃げ面112bのみならず、チップブレーカ面112dが形成されている。チップブレーカ面112dは、すくい面112aに滑らかに連続しつつ凹面に湾曲した湾曲面をなしており、すくい面112aに沿い流れてきた切り屑gを、ブレード112の進行方向αの前方に押し出す。押し出された切り屑gは、被切削面W2等に衝突して分断され、巻き付きや詰まりを生ずることなく、外部に効果的に排出される。
(もっと読む)
切屑吸引用工具

【課題】簡単な構造により切屑の分断性を向上でき、切屑の回収効率を向上することができる切屑吸引用工具を提供する。
【解決手段】先端部8aに形成された切刃9は、工具軸心aから径方向外方に向かって階段状に段差部9aが形成された複数の段付き刃9bで構成され、
前記各段差部9bは、工具先端a′から遠ざかるほど工具軸心aに近くなるテーパ面をなすように形成されている。
(もっと読む)
切削工具及びその形成方法
【課題】少なくとも部分的に成形された本体を有する切削工具及びその作成方法を提供する。
【解決手段】切削工具が工作機械により中心軸を中心として回転される時に被加工物上で切削操作を行うための切削工具であって、該切削工具は、中心軸を中心として配置された略円筒形の本体を含む。略円筒形の本体は第1の端部および対向する第2の端部を含む。切削工具は切削部分および取り付け部分をさらに含む。切削部分は、略円筒形の本体の第1の端部またはその周囲に配置され、切削操作の間、被加工物と係合するように構造化されたいくつかの刃先を含む。取り付け部分は略円筒形の本体の対向する第2の端部またはその周囲に配置され、工作機械に結合されるように構造化される。略円筒形の本体の少なくとも一部は、成形プロセスを介して切削部分の周囲に、切削部分を略円筒形の本体に結合するような様式で形成され成形された部分を含む。
(もっと読む)
ツイストドリルおよびラミネート材の穿孔方法
【課題】ドリルの性能を維持しつつ、外バリおよびバリキャップの形成を抑えるツイストドリルを提供する。
【解決手段】金属用ツイストドリルは、130度の角度Aを持つ先端(18)を形成する内側切削刃を含む。各切削刃(55、57)の外側周辺部は、外側切削部(59、61)を形成する。外側切削部は、対応する内側切削刃に対して反対方向へ傾斜すると共に、ツイストドリルの回転軸に対して直角な面に対して3度の角度Bを形成する。外側切削部の切削刃の幅Dは、ツイストドリルの直径の10.5%である。金属用ツイストドリルは、バリ突出量の少ない孔を穿設できる。
(もっと読む)
ドリル
【課題】樹脂材への高精度の深穴加工に用いられるドリルを提供する。
【解決手段】先端側に刃部12dを備え後端側にシャンク部30dを備えるドリル10dには、ねじれ半月状の一条の切屑排出溝16dが形成されている。刃部12dの外周面は全体がマージン14dとされており、マージン14dにはドリル10dの回転軸回りを周回するように切屑排出溝16dとは逆向きにねじれて刃部12dにクーラントを供給する副溝20dが形成されており、副溝20dが切屑排出溝16dにより分割されて切屑排出溝16dに開口している。そして、シャンク部30dには副溝20dと同じ向きにねじれるクーラント誘導溝36dが形成されている。
(もっと読む)
ドリル研磨装置及びその部品並びにドリル
【課題】従来よりも多数の切削加工を連続して行えるようにドリルの加工を行うためのドリル研磨装置を提供する。
【解決手段】本発明のドリル研磨装置は、すくい面を含むドリル切刃とこのドリル切刃と連なるチゼル切刃とが形成されたドリルを、回転する砥石1の研磨面に当接させることにより研磨加工する。研磨面は、前記ドリル切刃を研磨するためのドリル切刃研磨面11と、ドリル切刃研磨面11に連通して形成された逃げ面12とを有する。ドリル切刃研磨面11と逃げ面12とのなす傾斜角が20度〜26度の範囲内であり、逃げ面の長さが1.1[mm]以上である。回転するドリル切刃研磨面11にドリル切刃が当接され、逃げ面12にドリルのすくい面及びチゼル切刃が当接されることで、ドリル切刃とチゼル切刃とのなす角度を154度〜160度の範囲内に形成する。
(もっと読む)
切削工具、切削装置、及びそれを用いた切削加工物の製造方法
【課題】 優れた穴加工性と優れた耐折損性とを兼ね備えた切削工具を提供する。
【解決手段】 円柱状の本体部10と、 本体部10の回転軸S方向の一端部1aに位置しているとともに第1切刃11aを有する第1切削部11と、 本体部10の回転軸S方向の他端部1bに位置しているとともに第2切刃12aを有する第2切削部12と、 本体部10の第1切削部11と第2切削部12との間に位置しているシャンク部13と、を備え、 本体部10の回転軸S方向の中点Cを通るとともに回転軸Sに直交する基準線Lを基準にして反転したときに、反転前の第1切刃11aと反転後の第2切刃12aとが異なる位置に存在する切削工具1とする。
(もっと読む)
インデックス可能なドリルインサート
【課題】インデックス可能なドリルインサートを提供する。
【解決手段】本開示は、四辺形のインデックス可能なドリルインサートであって、ほぼ平坦な頂面及び底面、ならびに頂面及び底面に隣接する側面と、頂面に交差する側面の4つの同一の切刃であって、ドリル本体の軸線に向かって内側に向けられた第1の部分刃と、第1の部分刃から延びかつインサート軸線を中心とした仮想内接円に対して接線方向にある第2の部分刃と、インサート軸線から離れて延びる第3の部分刃であって、前記第2及び第3の部分刃が遷移部分刃によって共に接合され、遷移部分刃が第2の部分刃と凹曲線を成し、第3の部分刃と凸曲線を成す第3の部分刃と、1つの切刃の第1の部分刃に隣接し、後続の切刃の第3の部分刃を伴うインサートの4つのコーナーにおける所定の半径の湾曲したノーズ部とを備える4つの同一の切刃とを備える四辺形のインデックス可能なドリルインサートに関する。
(もっと読む)
インデックス可能なドリルインサート
【課題】インデックス可能なドリルインサートを提供する。
【解決手段】本開示は、ほぼ平坦な頂面と、底面と、頂部及び底面に隣接する側面とを備える四辺形のインデックス可能なドリルインサートに関する。4つの切刃は側面と頂面との交差部に構成される。各切刃は、第1の部分刃と、第1の部分刃から延びる第2の部分刃と、インサート軸線から離れて延びる第3の部分刃とを備える。第2及び第3の部分刃は遷移部分刃によって共に接合される。遷移部分刃は基準水平面に対して10°〜90°の範囲の角度を成す。また、前記遷移部分刃は、第2の部分刃と凸曲線を成し、第3の部分刃と凹曲線を成す。ノーズ部はドリルインサートの4つのコーナーに設けられる。
(もっと読む)
ドリル
【課題】銅や銅合金よりなる被削材に対して切刃の直径に応じた所望の内径の加工穴を高品位に形成する。
【解決手段】軸線O回りに回転させられる超硬合金、サーメット、およびセラミックスのうちいずれか1種の超硬質材料または高速度工具鋼よりなるドリル本体1の先端部外周に切屑排出溝4が形成され、この切屑排出溝4のドリル回転方向Tを向く壁面の先端側辺稜部にドリル本体1の内周側から外周側に向かうに従い後端側に向けて延びる切刃5が形成されており、この切刃5の先端Xは、切刃5の直径Dに対して0.01×D以上0.03×D以下の範囲のずれ量δで軸線Oから径方向にずらされているとともに、ドリル本体1が超硬質材料のときは心厚が0.2×D以上とされ、ドリル本体1が高速度工具鋼のとき心厚が0.3×D以上とされる。
(もっと読む)
ヘッド着脱式切削工具
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
圧粉成形体の加工用工具および加工方法
【課題】グリーン加工による孔あけ加工時の、圧粉成形体に発生するコバ欠けの発生を極力抑え、機械部品の製造コストの低減化を実現可能な圧粉成形体の加工用工具と加工方法を提供する。
【解決手段】加工用工具101は、その前端側に略円柱状の切刃部102を有し、切刃部102の前端部には切刃131・131が形成され、切刃部102の前端部は、前端側から後端側へ向かうにつれて拡径し、所定の先端角度θを有するテーパ面に形成され、テーパ面は、その前端の形状がホーニングを施すことなく尖鋭に形成されるとともに、先端角度θが50°以上90°以下となるように形成され、加工用工具101は、圧粉成形体Wへの孔あけ加工時において、テーパ面の後端側端部が、圧粉成形体Wの「抜け際領域w3」を通過する際に、切削送りが0.05[mm/rev]以下とされる。
(もっと読む)
被覆された切削先端と冷却剤穴とを有する改良された回転切削工具及び製作方法
【課題】 被覆された切削先端と冷却剤穴とを有する改良された回転切削工具及び製作方法を提供する。
【解決手段】 切削工具が長手方向中心軸線を中心に回転されるときにワークピースに穴切削作業を行うための切削工具。切削工具は、ワークピースに係合するように構成された第1の端部と、工作機械に取り付けられるように構成された第2の反対側端部とを有するほぼ円筒状の本体、ほぼ円筒状の本体の第1の端部に形成された溝であって、長手方向軸線に対してほぼ横方向に配置される溝、及びろう付け工程によって溝に配置されて結合されたニブ部を含む。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4が、少なくとも回転中心刃部4aと中間刃部4bと最外周刃部4cの3部によって構成され、回転中心刃部4aと最外周刃部4cが直線形状をなし、各刃部の先端角が、回転中心側から外周側の刃部にかけて段階的に減少し、回転中心刃部4aの先端角が140°以上、170°以下であり、
最外周刃部4cの先端角が5°以上、45°以下である構造にした。
(もっと読む)
ドリルホルダ及び刃先交換式ドリル
【課題】ホルダ基端側へのクーラントの流出を抑制して、ホルダ本体の先端部にクーラントを十分に留まらせることができ、切れ刃の耐摩耗性を高めることで安定して切削加工が行えること。
【解決手段】軸状のホルダ本体2と、ホルダ本体2の先端部に、径方向の内方と外方とに少なくとも2つ形成され、切れ刃3aを有する切削インサート3が着脱可能に装着されるインサート取付座4と、ホルダ本体2の外周面に周方向に間隔をあけて複数形成され、ホルダ本体2の先端面5に開口するとともにインサート取付座4を含み、ホルダ本体2の基端側に向けて延びる切屑排出溝6と、ホルダ本体2の外周面のうち、周方向に隣り合う切屑排出溝6同士の間に形成されたランド部12と、ホルダ本体2の先端部にクーラントを供給するクーラント供給孔7と、を備えたドリルホルダであって、ホルダ本体2の先端面5には、凹部13が形成されている。
(もっと読む)
一枚刃のドリルビット構造
【課題】一枚刃のドリルビット構造を提供する。
【解決手段】一枚刃のドリルビット構造であって、ドリル刃の外側表面に、ねじれ溝を螺旋形成する。ねじれ溝は、ドリル刃の先端からシャンクに螺旋延伸し、且つ、ドリル刃の先端に弦形ブレードを形成する。弦形ブレードの外縁は、刃先縁と支持縁を含み、支持縁の両端部と回転軸線が連接して構成される角度は、180度以上である。ドリルビット切削加工量が少ないので、剛性が強く、また、弦形設計により、公知のねじれ溝設計が排屑不良を発生しやすい情況、磨損、及び折損問題を改善する。
(もっと読む)
ボーリング工具
【課題】加工精度を向上できるとともに、外的な要因による加工精度の悪化を抑制できるボーリング工具を提供する。
【解決手段】荒刃22・32・42と、荒刃22・32・42に対して、後方向に所定の間隔だけ離間するとともに、径方向外側に突出し、突出量が切削抵抗F23・F33・F43の最大値に基づいて決定される仕上刃23・33・43と、が形成される三つのチップ20・30・40を具備し、荒刃22・32・42は、下穴W1に対して互いに同じ姿勢で、周方向に互いに等間隔に配置されるとともに、前後方向に互いにずれることなく配置され、加工中心Cから径方向外側の端部までの長さが互いに同一となり、仕上刃23・33・43は、下穴W1に対して互いに同じ姿勢で、周方向に互いに等間隔に配置されるとともに、工具本体11の進行方向に互いにずれることなく配置され、加工中心Cから径方向外側の端部までの長さが互いに同一となる。
(もっと読む)
インデックス可能なドリルインサート、穴あけ工具、およびその組み立て方法
【課題】複数の刃先を有するトリゴン形状のドリルインサートを提供する。
【解決手段】互いに平行な上側面1bおよび下側面1cと、インサート1の上側面1bおよび下側面1cの両方でインサート1が取り付けられることを可能にする、インサート1の中心にある取り付け穴1aと、インサート1の各々の側面にある複数の刃先1dと、を備える
(もっと読む)
切削工具
【課題】 従来のエンドミルやリーマおよびドリル等を用いた切削加工において、流動体を吐出させるための供給穴の無い且つ切れ刃が2〜6枚のものが一般的に多く用いられている。その際に発生する切り屑や熱、被加工物へ及ぼす加工変質は、工具の寿命や被加工物の品位低下の原因となっている。
航空機、自動車をはじめとする産業において、自然環境や燃費向上のため様々な複合素材が使用される様になってきた。これらの被加工物素材に対し、従来の金属系素材用に開発された切削工具では工具寿命および被加工物の品位が著しく低下し、高能率加工が出来ないという問題点がある。
【解決手段】 本発明は、上記の点に鑑みなされたもので、エンドミル類またはドリル・リーマ類の工具の切れ刃上に更に異なるネジレ角を持つ切れ刃が形成される様に構成されたものである。また切れ刃上の切れ刃のネジレ角を左右別々に設けることも可能である。
(もっと読む)
刃先交換式転削工具
【課題】工具本体の剛性を確保しつつ、クーラントを切れ刃へ高精度に流出してその供給量を確保でき、ヘッド部とシャンク部との接合強度を十分に確保できる。
【解決手段】軸状の工具本体1とその先端に着脱可能に装着される切削インサートとを備えた刃先交換式転削工具であって、工具本体1は、シャンク部11と、シャンク部11の先端に接合され切削インサートが装着されるヘッド部32とを有し、工具本体1には、シャンク部11に位置して中心軸線O1に沿うように延びる第1供給孔21と、ヘッド部32に位置して切削インサートの切れ刃に向けて開口される一対の第2供給孔22と、第1供給孔21及び第2供給孔22の間に位置してこれらを連通させる第3供給孔33とが形成され、第3供給孔33は、中心軸線O1に垂直な断面における一対の第2供給孔22同士の軸間方向に沿う長さLが、軸間方向に垂直な幅方向に沿う長さWよりも大きく設定される。
(もっと読む)
1 - 20 / 141
[ Back to top ]