
Fターム[3C038CA01]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 電気信号に変換する検知 (44)
Fターム[3C038CA01]の下位に属するFターム
ストレインゲージ (23)
Fターム[3C038CA01]に分類される特許
1 - 20 / 21
歯車ケーシング及びパラメータ検知装置を備えた携帯型動力レンチ
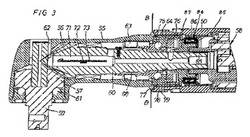
携帯型動力レンチが動作制御ユニットで制御され、そして回転モーターを備えるハウジング(10;50)と、歯車(18;56、57)及び駆動スピンドル(19;60)とを含み、スイベル或いは多位置接続を介して解放可能に及び/又は回転可能にハウジングに接続された歯車ケーシング(15;55)とを有する。駆動スピンドル(19;60)には動作パラメータ検知装置(22、23;68)が組み合わされる。検知装置(22、23;68)は、駆動スピンドル(19;60)と歯車ケーシング(15;55)との間に配置された第一の信号伝達装置(28;82)を介して動作制御ユニットと通信し、第二の信号伝達装置(31;84)が動作制御ユニットと通信する。駆動スピンドル(19;60)と歯車ケーシング(15;55)との間には少なくとも第一の信号伝達装置(28;82)が非接触伝達装置を備えている。
(もっと読む)
インパクト回転工具

【課題】温度や湿度などによるハウジングの振動伝播特性の変化に影響されることなく打撃検出を精度良く行う。
【解決手段】モータ1出力によって出力軸に打撃衝撃を加えるインパクト機構と、該インパクト機構による打撃を検出する打撃検出部と、打撃検出部の出力を基に締め付けトルクを推定するとともに推定した締め付けトルクが予め設定されたトルク値になればモータを停止させる制御部10とを備える。上記打撃検出部としてハウジング7におけるインパクト機構からの距離が異なる位置にある複数のセンサS1,S2を備え、上記制御部は上記複数のセンサを切り換えて打撃検出を行う。ハウジングの振動伝播特性が変化してもいずれかのセンサを用いて打撃検出を的確に行うことができる。
(もっと読む)
電動トルクレンチによる締付方法
【課題】常にボルトの弾性域で、しかも安定した軸力により締付けが行える電動トルクレンチによる締付方法を提供する。
【解決手段】電動トルクレンチによる締付方法として、モータを制御して最初の肌すき吸収完了時点を越え軸力NとトルクTの関係が直線的になる1〜2秒後まで一次締めを行い、その軸力NとトルクTの関係が直線的になったときのモータ電流Iの上昇率を求める一方、トルク係数とモータ電流上昇率が、またトルクTとモータ電流Iがそれぞれ比例の関係にあり、さらにトルクT=トルク係数×ボルト径×規定の軸力Nの関係式であることにより、上記したモータ電流上昇率から所定の軸力Nに達するまでのモータ電流値Iを計算して、その電流値Iに達するまでモータを制御して二次締付けを行うようにした。
(もっと読む)
定トルク電動ドライバー
【課題】トルクリミッタの作動に伴う伝動回転部の回転停止状態を適正に検知することができるセンサを設けて、電動モータの駆動を迅速に停止させ、各種部品等の組立て作業における生産効率の向上と製造コストの低減を容易に達成することができる定トルク電動ドライバーを提供する。
【解決手段】トルクリミッタ14を把持部ケーシング10内に回転自在に収納配置すると共に、ドライバービット22に結合されるトルクリミッタの伝動回転部20の外周面部にセンサ感知部材28を配設し、前記センサ感知部材に対応させて前記把持部ケーシング内にセンサ30を配置し、前記ドライバービットによるねじ締め作業において、前記トルクリミッタの駆動軸16側が空転してその伝動回転部20が回転停止する状態を前記センサにより検出し、前記電動モータの駆動停止制御を行う制御手段34を設けた構成からなる。
(もっと読む)
衝撃レンチによるねじ締結軸力制御法
【課題】従来からねじの締結軸力制御としてトルク法等の管理方法がある。トルク法は、トルク係数の推定を必要とし、算出された軸力値も推定値となる難点をもつ。衝撃レンチを用い衝撃力が生成する軸力を算出して直接軸力を制御する方法を提供する。
【解決手段】ねじ締結の軸力制御に使用する直交座標軸の原点Oから45度線を設定し、i番目の衝撃が発する衝撃進行点Hiが45度線上に検出され、線分OHiの長さHSiを読み取り、式、Fi=HSi×cos45°を用いてi番目の衝撃発生後の軸力値Fiを算出する。
(もっと読む)
ねじ締め本数管理方法、およびねじ締め本数管理装置
【課題】トルクレンチのトグル機構が作動するときの「カッ」「チン」という特定パターンの音を手がかりにして、高価な加速度センサを用いた振動の解析装置を必要としないねじ締め本数管理方法および装置を提供すること。
【解決手段】所定のトルク値でのねじ締付けが完了する毎に動作して特定パターンの音を発するトルクバーを備えたトルクレンチに用いるねじ締め本数管理装置であって、前記トルクバーで発する音を検知して前記音に対応した電気信号を出力する検知手段と、前記電気信号を解析して前記特定パターンの音の有無を解析して1本のねじ締めが完了したか否かを判定する判定手段と、前記判定手段にて1本のねじ締めが完了したと判定する毎にねじ締め完了本数を積算して出力する積算手段と、前記検知手段、判定手段、積算手段に対して必要とする電源を供給する電池もしくは蓄電手段からなる電源供給手段とから構成されている。
(もっと読む)
ボルト・ナット電動締付機
【課題】シャーワッシャを具えたワンサイドボルトを所定トルクで一次締めした電動締付機の電流値による締付状態識別方法を提供する。
【解決手段】起動スイッチをONにしたときの電流値の急上昇直後の急下降を検出し、ナット締付け開始による電流値の上昇があってから、電流値が急下降した場合において、これをワッシャの内向きフランジが剪断されたと判断し、次に電流値が一次締めトルクに対応する値になれば、モータを停止する。
(もっと読む)
締付けトルク測定装置
【課題】簡単な構造で、オイルパルスレンチによる締付けトルクをより精度良く測定することができる締付けトルク測定装置を提供すること。
【解決手段】締付けトルク測定装置1は、ケース10と、オイルパルスレンチによる締付けトルクを受けて回転可能な入力軸20と、入力軸20をその回転方向とは反対方向に付勢可能なばね部30と、ばね部30による付勢力に抗して、オイルパルスレンチによる締付けトルクを受けて回転する入力軸20の回転角に基づいて締付けトルクを測定する測定部40と、を備え、ばね部30が、入力軸20をその回転方向とは反対方向に付勢し、測定部40の変位センサ42が、ばね部30による付勢力に抗して、オイルパルスレンチによる締付けトルクを受けて回転する入力軸20の回転角に基づき、その締付けトルクを測定する。なおこの際、測定部40の変位センサ42が、オイルパルスレンチによる1回の打撃による最大変位を測定する。
(もっと読む)
電動工具のためのトルク制御装置
【課題】 初期設定トルクを正確に設定できる電動工具のためのトルク制御装置を提供する。
【解決手段】 電動工具のためのトルク制御装置は、スイッチング回路、電圧検出回路、トルク検出回路およびプロセッサを備える。スイッチング回路は、電動工具のモータと直流電源との間に接続されている。電圧検出回路は、前記モータの電圧または電流の変動を検出する。トルク検出回路は、検出された電圧または電流の変動情報に基づいてモータの現実のトルク値を出力する。プロセッサは、現実のトルク値を初期設定値と比較し、現実のトルク値が初期設定値を超えるか否かを決定する。超えていれば、モータが損傷を受けることを防止すべくプロセッサによりスイッチング回路はオフ動作する。
(もっと読む)
インパクト回転工具
【課題】低速から高速まで安定した打撃状態を実現することによって作業性を向上させたインパクト回転工具を提供する。
【解決手段】インパクト回転工具の制御回路10は、負荷の大きさを検出するために電動機の電機子電流の平均値を検出する負荷検出手段13と、指令速度設定手段11から入力される指令電圧と速度検出手段12から入力される検出速度とに基づいて速度制御演算を行い、演算結果をスイッチング制御手段15に出力する速度制御手段14を備える。速度制御手段14では、負荷検出手段13の検出した負荷の大きさが閾値未満の場合と閾値以上の場合とで互いに異なる速度制御パラメータを用いて速度制御演算を行う。また速度検出手段12では、磁極位置を検出する位置検出回路5から所定期間以上検出信号が入力されない場合、予め設定された所定速度を検出速度として速度制御手段14に出力する。
(もっと読む)
締結用電動工具
【課題】
締結完了を知らせるための表示部を備えた手持式電動工具において、従来、作業体勢によっては前記表示部を視認できなかったものを、作業体勢によらず表示部を認識できるようにしたものを提供する。
【解決手段】
モータで構成される駆動部と、前記モータによって回転しボルト等の締付を行う回転部と、前記回転部のトルクを検出する検出部と、設定したトルクに達するとモータを停止させる制御部と、前記設定したトルクで締付が完了したことを使用者に知らせる表示部とを備えた電動工具において、前記表示部を面状あるいは帯状のランプで点灯させることで、使用者の体勢によらず締結完了の視認ができるようになる。
(もっと読む)
ボルト及び製造方法
【課題】 本発明の課題は、超音波等で軸力測定ができる安価な軸力測定ボルトのボルト頭部及び端面の形状及び製造方法を発明し、提供することである。
【解決手段】 ボルト頭部が多角形状であり、その頭部上面が外部多角形状に頂点位置を合わせた多角形状の溝を頭部上面内部にもち、上面内部の多角溝の内側は平面部が形成されており、前記ボルト上面の多角外部と多角溝内側平面部との高さは同じか多角溝内側平面部が若干高い位置であり、これらの前記ボルトの頭部は冷間圧造機において2〜4段工程で加工し、同時に軸部及びボルト先端部のカット平面部が形成されており、前記ボルトの先端部は垂直な平面から転造加工で軸部のねじ加工と同時に先端内部に平面部を残し、外側を伸ばしながらC面部を形成させる。本発明ボルトは超音波等の軸力測定器具や超音波式の軸力制御締め付け機を用いることができる切削や研磨工程なしの安価な軸力測定ボルトを製作することである。
(もっと読む)
インパクト締付け工具
【課題】 打撃の誤検出を確実に防止することのできるインパクト締付け工具を提供する。
【解決手段】 モータ1の回転力をハンマによる打撃と共に出力軸3にまで伝達する打撃機構2と、打撃により生じる締付トルクTを算出する締付トルク算出部12と、打撃機構2の打撃発生を検出する打撃検出部11と、締付トルク算出部12により算出した締付トルクTが規定値に達した時点でモータ1の回転を停止させるモータ制御部6とを具備したインパクト締付け工具において、打撃間隔中に電流検出部13が検出する電流値情報を用いて打撃検出の正誤を判定する打撃正誤判定部14を具備し、上記締付トルク算出部12を、打撃正誤判定部14により誤検出と判定された打撃を無効としたうえで締付トルクを算出するものとする。
(もっと読む)
タスクスキルによるボルト組付け装置
【課題】
位置誤差にロバストで様々なサイズのボルトをナットに組付ける人の器用さをロボットに実装するためのボルト組付けタスクスキルを実装するタスクスキルによるボルトの組付け装置を実現する。
【解決手段】
ボルト12の組付け作業をタスクスキルに基き実行する。タスクスキルの動作手順として、動作手順をタスクスキルのモデルである初期条件、タスクスキル動作、終了条件に基づいて作動させる。また、タスクスキル動作にはインピーダンスと力のハイブリッド制御、またはインピーダンス制御を制御装置11に実装した。
(もっと読む)
部品締結ドライバユニット
【課題】絶対原点の調整を可能となす部品締結ドライバユニットの提供。
【解決手段】本発明は、ACサーボモータ20の駆動軸20aと駆動工具28とをねじりコイルばね25を介して連結し、駆動軸20aの絶対回転角度を示す信号を出力可能なレゾルバ21と、駆動工具28の絶対回転角度を示す信号を出力可能なレゾルバ27と、制御ユニット3とを備えている。
制御ユニット3は、レゾルバ21,27の信号からACサーボモータ20が駆動していない状態での駆動軸20aと駆動工具24との固有回転角度差を割り出し、これを表示部36に表示する。また、レゾルバ21,27はそれぞれ相対的に回転位置決め可能に設けられているため、表示部36に表示された固有回転角度差を見て、レゾルバ21,27の絶対原点を調整することができる。
(もっと読む)
電動回転工具のねじ締め制御方法および装置
【課題】 複数のねじ種から所要のねじを選択するねじ締め作業を、1本の電動ドライバーにより、適正なねじ締めトルクで、自動的に達成することができる電動回転工具のねじ締め制御方法およびねじ締め制御装置を提供する。
【解決手段】 複数のねじの種類に応じて、それぞれ最適なねじ締めを行うためのねじ締めトルク値に対応する電動モータ12の負荷電流値ないし電圧値を予め設定し、選択したねじをねじ供給手段から取出す際にねじの種類を判別する信号を発生させ、選択したねじに対する最適なねじ締めを行うねじ締めトルク値に対応する電動モータの負荷電流値ないし電圧値を自動的に選択設定して、電動モータによる最適なねじ締めトルクによるねじ締め完了に伴う駆動停止制御を行う。
(もっと読む)
ボルト締結器、及びボルト締結方法、並びに、ボルト塑性域締め判定装置、及びボルト塑性域締め判定方法
【課題】 ボルトを正確に塑性域まで締め付けるボルト締結器及びボルト締結方法を提供する。
【解決手段】 ボルト2を締め付ける締結手段1と、締結手段1がボルト2の締め付ける時に、ボルト2が放出する弾性波(アコースティック・エミッション)を検出するセンサと、センサが検出した検出信号を解析してボルト2が塑性域まで締め付けられたか否かを判定する解析部と、ボルト2が塑性域まで締め付けられたことを解析部が判定した旨をユーザへ通知する通知手段とを備え、ユーザは、通知手段がボルト2が塑性域まで締め付けられたことを判定した旨を通知されると、ボルト2の締め付けを終えることを特徴とする。
(もっと読む)
自動ねじ締め機
【課題】ねじの締付け時の回転角度を正確に検出することができる自動ねじ締め機の提供。
【解決手段】本発明は、ACサーボモータ30の駆動を受けて回転するドライバビット31と、前記モータ30の駆動に応じて回転信号を発信可能なエンコーダ30aと、前記モータ30に連結して設けられ、前記ドライバビット31に作用するねじの締付トルクに応じてドライバビット31の回転方向またはその反対方向へ弾性変形可能な起歪部材32と、この起歪部材32の弾性変形量に応じて信号を発する歪みゲージ34と、この歪みゲージ34の信号に基づいてエンコーダ30aの回転信号によるモータ30の回転角度情報を補正する制御ユニット4とを備える。
(もっと読む)
反力受け付き締付機
【課題】 ハンディタイプの反力受け付きナット締付機おいて、締付け終了後にナットから締付機を容易に外すことを可能とする。
【解決手段】 締付けソケット4と反力受け5を具え、内蔵したモータ2と減速機構3によって、締付けソケット4を減速して回転駆動する締付機において、モータ2は制御部7に連繋され、該制御部7は締付け完了を検出する検出手段70の締付け完了信号によってモータ2への通電を遮断し、該通電の遮断からモータ2の慣性回転が、該モータ2を逆回転させるのに無視できる程度に低下する一定時間経過後に、モータ2を一瞬だけ逆転させて、反力受け5の突っ張りを解除できる。
(もっと読む)
角度感知手段を備えたインパルスレンチ
インパルスレンチにおいて、モータ駆動型慣性駆動部材(14)を備えたインパルスユニット(13)及び慣性駆動部材(14)の角度運動を検出するようにされた運動検出装置(16)が設けられ、運動検出装置(16)が、慣性駆動部材(14)に堅固に固着されかつ慣性駆動部材(14)と共に回転する回転円板(17)と、四つのホール素子(120a〜120d)を備えた感知装置(19)とを有し、回転円板(17)がリム部分(18)を備え、リム部分(18)が駆動部材(14)の回転時にセンサー(120a〜120d)を作動する多数の磁極を形成する磁化され、各対におけるセンサーからの発生信号が180°の位相の相対遅れをもつようにセンサー(120a〜120d)が対に配列され、一方の対のセンサー(120a、120c)が他方の対のセンサー(120b、120d)からのセンサー信号に対して90°の位相の遅れをもって信号を発生するようにされる。 (もっと読む)
1 - 20 / 21
[ Back to top ]