
Fターム[3C038CA05]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266)
Fターム[3C038CA05]の下位に属するFターム
トルク検知 (154)
回転角の検知 (58)
締付対象部材と締結部材の位置関係を検知 (10)
Fターム[3C038CA05]に分類される特許
21 - 40 / 44
インパクト回転工具
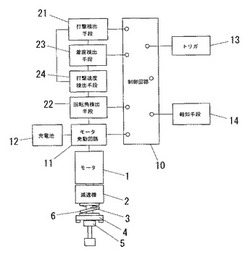
【課題】駆動電源(電池)の電圧が低下した場合も安定した締付けトルクでの締付けを行うことができるインパクト回転工具の提供。
【解決手段】モータ出力によって打撃衝撃を加えるインパクト機構と、上記打撃を検出する打撃検出手段21と、モータ1の回転角を検出する回転角検出手段22と、打撃のタイミングとモータ回転角とから打撃速度を演算する打撃速度検出手段24と、打撃検出手段で検出された打撃数をカウントして所定打撃数になればモータを停止させる制御手段とを備える。制御手段は打撃速度検出手段で得られた打撃速度が所定打撃速度以下である時に所定打撃数を補正する。電源電圧が低下した時には打撃速度も低下することから、この打撃速度の低下があった時には所定打撃数を補正することで締付けトルク不足の発生を防ぐ。
(もっと読む)
ボルト又はナットの緩め方法及び装置

【課題】ボルトの緩め作業の際に、ねじ切り口を潰してしまう不具合を回避する。
【解決手段】ロボット12のアームに支持されたナットランナ16とによって、ボルト22のねじ頭に対するソケット18の位置合わせ、ソケット18のボルト22への押付け、ソケット18の回転駆動が、自動的かつ正確に行われる。又、振動センサ20は、ナットランナ16を介して、おねじのねじ山端部とめねじのねじ山端部とが衝突して発生する振動を検出する。おねじとめねじとを軸方向に押圧した状態で緩め方向にボルト22を回転させる。この緩め作業が進行して、おねじのねじ山端部とめねじのねじ山端部とが衝突して発生する振動の発生を受けて、緩め作業の完了を正確に把握する。そして、おねじとめねじとの相対回転を、直ちに停止することにより、ねじ切り口を潰してしまうことなく、ボルト22の緩め作業を確実に行うことができる。
(もっと読む)
インパクトレンチの空気圧調整方法及び管理方法
【課題】車輪の脱落事故の軽減に大きく寄与するインパクトレンチの空気圧調整方法及び管理方法を提供する。
【解決手段】調整用ハブ4に突設した調整用ハブボルト3と調整用ナット5を使用する。所定の空気圧に設定したインパクトレンチ1により調整用ハブボルト3に螺合させた調整用ナット5を締め付けてホイールWを調整用ハブ4に締結する。締結時の調整用ハブボルト3に発生した軸力を測定する。測定した軸力の値が予め決められた所定の軸力の範囲外にある場合にはインパクトレンチ1の空気圧を調整し、測定される軸力の値が予め決められた所定の軸力の範囲内に入るようにする。
(もっと読む)
電動ドライバ
【課題】ネジ囓りやネジ浮きのない適正なネジ締めを行える装置を提供する。
【解決手段】モータ52が逆回転している時、電流上昇検出装置3は電流値の上昇を検出し、電流上昇回数カウンタ5はその上昇回数をカウントする。電流値の上昇が連続的に所定回数になったら、電流上昇部30にあると判断し、電流下降検出装置4は電流下降部35を監視し、該電流値の下降が所定電流値以上になったら、その旨の検出結果を制御装置1に送信し、制御装置1はモータ52の回転を止める。この停止位置からモータ52を正転させてねじ込みを行わせる。
(もっと読む)
電動工具
【課題】電動工具本体にねじ締め作業監視機能を付与でき、ねじ締め作業の精度と効率を向上させることができると共に、作業エリアの限定をなくすこと。
【解決手段】電動工具本体2内に、ねじの締付が完了したことを検知するねじ締め完了検知手段と、検知した締付本数をカウントするねじ締めカウント手段と、締付すべきねじの本数を予め設定するねじ締め本数設定手段と、締付本数が予め定めた設定本数に達したときに作業完了を報知するねじ締め完了報知手段とを構成するねじ締め作業監視用の制御回路を内蔵した電動工具1である。
(もっと読む)
ボルトの軸力測定方法およびボルト
【課題】ボルトの軸力測定方法で、ボルト頭部と超音波付与手段との密着を高めるため研削加工等行う必要がなく、また、ボルト頭部にカップラントオイルを塗布した場合では、回転により前記オイルが当接面から流れ出ることのない超音波の伝達性を効果的に向上させたボルトの軸力測定方法を提供する。
【解決手段】ボルト締結時に、ボルト9に超音波を付与して、該ボルト9に発生する軸力の測定を行うボルト9の軸力測定方法であって、前記ボルト9の頭部9aに凹部9cを形成する工程と、該凹部9cにオイル16を貯溜する工程と、前記凹部9cの底面に超音波送受信プローブ12を当接して、該超音波送受信プローブ12によりボルト内部へ超音波を付与し、付与した超音波の反射波を用いてボルト9の軸力を測定する。
(もっと読む)
ねじ締め本数管理方法、およびねじ締め本数管理装置
【課題】トルクレンチのトグル機構が作動するときの「カッ」「チン」という特定パターンの音を手がかりにして、高価な加速度センサを用いた振動の解析装置を必要としないねじ締め本数管理方法および装置を提供すること。
【解決手段】所定のトルク値でのねじ締付けが完了する毎に動作して特定パターンの音を発するトルクバーを備えたトルクレンチに用いるねじ締め本数管理装置であって、前記トルクバーで発する音を検知して前記音に対応した電気信号を出力する検知手段と、前記電気信号を解析して前記特定パターンの音の有無を解析して1本のねじ締めが完了したか否かを判定する判定手段と、前記判定手段にて1本のねじ締めが完了したと判定する毎にねじ締め完了本数を積算して出力する積算手段と、前記検知手段、判定手段、積算手段に対して必要とする電源を供給する電池もしくは蓄電手段からなる電源供給手段とから構成されている。
(もっと読む)
ボルト・ナット電動締付機
【課題】シャーワッシャを具えたワンサイドボルトを所定トルクで一次締めした電動締付機の電流値による締付状態識別方法を提供する。
【解決手段】起動スイッチをONにしたときの電流値の急上昇直後の急下降を検出し、ナット締付け開始による電流値の上昇があってから、電流値が急下降した場合において、これをワッシャの内向きフランジが剪断されたと判断し、次に電流値が一次締めトルクに対応する値になれば、モータを停止する。
(もっと読む)
回転角法によるねじ締結方法、および報知機能付きねじ締結装置
【課題】回転角法によるねじ締結に関して、非比例域での着座点軸力の検出を簡便にする方法を提供する。
【解決手段】締結体締付け線図を参照した回転角法によるねじ締結方法において、前記締結体締付け線図が、締付け初期に発生する初期非比例域の部分と、締付け主要部である比例域の部分とで構成され、且つ、前記締結体締付け線図の偏角及び比例域の部分の偏角が得られる場合に、前記ねじ締結体の締付け開始点から着座点S(スナグ点)までの軸力を、前記比例域の部分の偏角αに基づいて算定するようにした。
(もっと読む)
自動ねじ締め装置およびねじ締め方法
【課題】
極小ねじのように低推力下でのねじ締めを行う必要があるねじの締め付けにおいて、正確な推力を付与して良好なねじ締めを行うこと。
【解決手段】
本発明は、ねじ頭部に係合可能なドライバビット42をACサーボモータ41により回転駆動するよう構成されたドライバツール4と、ワークにねじをねじ込む時に前記ドライバビット42からねじに与えられる推力を変更する推力制御機構3とを備える。前記推力制御機構3は、前記ドライバツール4等のねじに質量に基づく荷重を与える部材の自重を支え得る自重支持力を発生する一方で、ワークにねじをねじ込む時に前記自重支持力よりも大きく、しかも自重支持力とは逆方向のねじを押圧する押圧力を発生するように構成されている。
(もっと読む)
電動工具
【課題】締め付け作業時における締め付けトルクを均一にすることができる電動工具をコスト安価に提供する。
【解決手段】モータ18と、前記モータ18に連結されたギアボックス20と、前記ギアボックス20の出力軸22に連結された打撃機構30と、前記モータ18の駆動回路50と、引き込み量に応じた速度指令信号を前記駆動回路50へ出力するトリガースイッチ40と、を有する電動工具10において、前記駆動回路50は、前記モータ18の回転速度を検出する速度検出回路60と、前記検出されたモータの回転速度を前記速度指令信号に対応する指令速度とを合致するように常時フィードバック制御を行う主制御回路62と、を備えたことを特徴とする。
(もっと読む)
締付工具
【課題】 予め設定された停止条件が成立するとモータを自動的に停止するオートストップ機能を備えた締付工具において、モータの停止条件を決定するための労力と時間を削減する締付工具を提供する。
【解決手段】 この締付工具では、トリガースイッチが駆動されるとモータ30が回転する(S30)。モータが回転してネジ類の締付が行われハンマとアンビルの衝突が検出されると(S32でYES)、駆動時間測定用タイマTsetがスタートする(S36)。そして、トリガースイッチがオフされると(S38でYES)、駆動時間測定用タイマTsetが停止し(S46)、測定された時間が表示される(S48)。
(もっと読む)
トルクコントロールレンチにおけるねじ締付作業の管理装置
【課題】各々のねじの締付品質の管理を高い精度で行うことができるトルクコントロールレンチにおけるねじ締付作業の管理装置を提供すること。
【解決手段】エアーモータ13と、このエアーモータ13により駆動され、打撃トルクを出力軸15に与える油圧打撃トルク発生装置14と、ねじ締付トルクが所定値に達したことを感知してレンチの作動を停止する作動停止機構2とを備えたエアーモータ式トルクコントロールレンチ1において、エアーモータ13を作動する高圧空気のエアーモータ13への供給位置における圧力を検知する圧力センサ3を設け、この圧力センサ3により油圧打撃トルク発生装置14の打撃トルクに対応して生じる高圧空気の圧力の変化を検出し、この高圧空気の圧力の変化から打撃トルクの発生回数を測定する。
(もっと読む)
ボルト及び製造方法
【課題】 本発明の課題は、超音波等で軸力測定ができる安価な軸力測定ボルトのボルト頭部及び端面の形状及び製造方法を発明し、提供することである。
【解決手段】 ボルト頭部が多角形状であり、その頭部上面が外部多角形状に頂点位置を合わせた多角形状の溝を頭部上面内部にもち、上面内部の多角溝の内側は平面部が形成されており、前記ボルト上面の多角外部と多角溝内側平面部との高さは同じか多角溝内側平面部が若干高い位置であり、これらの前記ボルトの頭部は冷間圧造機において2〜4段工程で加工し、同時に軸部及びボルト先端部のカット平面部が形成されており、前記ボルトの先端部は垂直な平面から転造加工で軸部のねじ加工と同時に先端内部に平面部を残し、外側を伸ばしながらC面部を形成させる。本発明ボルトは超音波等の軸力測定器具や超音波式の軸力制御締め付け機を用いることができる切削や研磨工程なしの安価な軸力測定ボルトを製作することである。
(もっと読む)
油圧ねじボルト締め付け装置および該装置により大型スクリューを締め付ける方法。
【課題】
大型スクリューを締め付けまたは解放するための、油圧ねじボルト取り付け装置および該取り付け装置によって前記スクリューを締め付ける方法を従来に比べて少ない設備費用で行うことができる。
【解決手段】
(1)ねじボルト締め付け装置への圧力媒体の供給作動を開始させると共に、所定のプレストレスと合致する所定の圧力に達した後に圧力媒体の供給作動を停止する制御手段と、
(2)所定の、スクリューのプレストレスフォースの設定を入力する入力手段と、
(3)シリンダーに対しての、ねじボルト端部の相対的な変位を測定するための測定手段と、
(4)ねじボルト締め付け装置への加圧を解除した後のねじボルトの残留張力を判定する評価手段と、
を備えた構成である。
(もっと読む)
インパクト締付け工具
【課題】 所望の締付トルクでモータを停止させることのできるインパクト締付け工具を低コストで提供する。
【解決手段】 駆動源であるモータ1と、モータ1の回転力をハンマ5による打撃と共に出力軸7にまで伝達する打撃機構とを具備するインパクト締付け工具において、ハンマ5による打撃を検出する打撃検出手段8と、打撃検出手段8により検出される打撃間隔が設定値以下になると締付トルクが設定トルクに達したと判断してモータ1を停止させる締付け判定部10とを具備したものとする。
(もっと読む)
締付作業品質管理システム
【課題】締付不良の不適合が発生したときに迅速にそれに関わる品質データを取り出して検証する締付作業品質管理システムを提供する。
【解決手段】締付作業品質管理システムは、締付部材1を用いて被締付部材4,6を締め付けて一体化する締付作業の品質を管理する締付作業品質管理システムにおいて、上記締付部材に取り付けられ、締付作業に係わる品質データが記録されるICタグ2aと、締付作業の度に上記ICタグに該締付作業に係わる品質データを記録するICタグ書込装置8と、を有する。
(もっと読む)
軸力センサ付ボルト締付工具
【課題】軸力測定に要するコストを低減するとともに、軸力測定の手間を減らし、測定精度を向上させる軸力センサ付ボルト締付工具を提供する。
【解決手段】ボルト1の軸力を測定する軸力測定装置部12とボルト1と嵌合する脱着可能なソケット部13とからなる軸力センサ付ボルト締付工具10であって、軸力測定装置部12は、軸力測定装置本体部12bの一端に形成され、ボルト1と嵌合するソケット部13を取付ける取付部分を有するソケット嵌合部12cと、軸力測定装置本体部12bの内部に収容される軸力センサ11とを備え、ソケット部13は、ソケット本体部13の一端に形成され、軸力測定装置部12のソケット取付部12cと嵌合するための工具嵌合部13aと、ソケット本体部13の他端に形成され、ボルト1と嵌合させるためのボルト嵌合部13bとを備える。
(もっと読む)
オイルパルス締付工具
【課題】中実軸のモータを用いて締結部材の締付トルクを制御できるオイルパルス締付工具を提供する。
【解決手段】オイルパルスユニット4の作動油が所定の油圧力に達すると、作動油の油圧力の作用により、軸心孔63に配置されるピストンロッド7が電動モータ1側へ移動する。そうすると、ピストンロッド7により閉塞されていた軸交孔64が開通する。もしくは、開通していた軸交孔64が、ピストンロッド7により閉塞される。この軸交孔64の状態変化は、光センサ8により検出される。そして、光センサ8は軸交孔64の状態変化を検出すると、制御手段9に検出信号を出力する。ここで、制御手段9は、光センサ8から出力された検出信号に基づき電動モータ1の回転を停止する。
(もっと読む)
電動回転工具のねじ締め制御方法および装置
【課題】 複数のねじ種から所要のねじを選択するねじ締め作業を、1本の電動ドライバーにより、適正なねじ締めトルクで、自動的に達成することができる電動回転工具のねじ締め制御方法およびねじ締め制御装置を提供する。
【解決手段】 複数のねじの種類に応じて、それぞれ最適なねじ締めを行うためのねじ締めトルク値に対応する電動モータ12の負荷電流値ないし電圧値を予め設定し、選択したねじをねじ供給手段から取出す際にねじの種類を判別する信号を発生させ、選択したねじに対する最適なねじ締めを行うねじ締めトルク値に対応する電動モータの負荷電流値ないし電圧値を自動的に選択設定して、電動モータによる最適なねじ締めトルクによるねじ締め完了に伴う駆動停止制御を行う。
(もっと読む)
21 - 40 / 44
[ Back to top ]