
Fターム[3C038CA05]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266)
Fターム[3C038CA05]の下位に属するFターム
トルク検知 (154)
回転角の検知 (58)
締付対象部材と締結部材の位置関係を検知 (10)
Fターム[3C038CA05]に分類される特許
1 - 20 / 44
軸力算出方法および締付工具
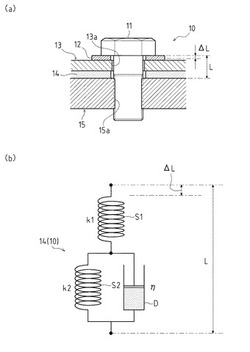
【課題】ボルトの締結部に、パッキン等の軟性部材が介設されている場合において、所定の時間が経過した後に残留する軸力を算出することができる軸力算出方法を提供する。
【解決手段】各ワーク13・15にパッキン14を介設した状態でボルト11を締め付けて、各ワーク13・15を締結するときに、ボルト11(もしくはナット孔15a)に作用する予想軸力F2を算出するための軸力算出方法であって、ボルト11の締め付け完了時において該ボルト11に作用する軸力F1と、ボルト11の締め付け完了時から所定時間経過後に該ボルト11に作用する予想軸力F2と、の比(軸力降下率M(t1))を、ボルト11の締付時間t1の関数として表した関係式(数式5)を予め算出しておくとともに、ボルト11の締め付け完了時に該ボルト11に作用する軸力F1の検出値と、ボルト11の締付時間t1を、関係式(数式5)に代入して、予想軸力F2を算出する。
(もっと読む)
電動工具

【課題】切替部材が他のギア部材とうまく噛み合わなくても、この事態を迅速に解消してスムーズに減速比変更ができる電動工具を提供する。
【解決手段】本発明の電動工具は、モータ1と、減速機構部2と、減速機構部2の減速比を切り替える減速比切替手段とを具備する。減速機構部2は、軸方向にスライド自在な切替部材7と、切替部材7と係合可能なギア部材5とを用いて形成される。減速比切替手段は、切替部材7をスライドさせる変速用アクチュエータ6と、モータ1の駆動状態を検知する駆動状態検知部と、切替部材7のスライド位置を検知するスライド位置検知部と、モータ1とアクチュエータ6を制御する制御部とを有する。制御部は、駆動状態検知部の検知結果に応じて変速用アクチュエータ6を起動させるとともに、前記スライド位置検知部の検知結果に応じて前記変速用アクチュエータ6の駆動制御を変更する。
(もっと読む)
ねじドライバおよび制御方法
【課題】操作を簡略化するねじドライバを得る。
【解決手段】ねじドライバの制御方法は、回転軸線15周りにねじ19を回転させるスピンドル14をモータ11により駆動するステップ、回転ねじ19の周囲に磁界を発生させるステップ、回転ねじ19により生じた磁界変調を検出するステップ、検出した変調に基づきねじ識別装置28によって動作停止基準を選択するステップ、動作停止基準が満たされた際ねじ19の回転を動作停止装置24によって停止するステップとを有する。ねじドライバは、モータ11、モータ11に連結したスピンドル14、スピンドル14の回転運動を停止するための調節可能な動作停止装置24、回転するねじ19によって生じた変調を検出する能動型磁界センサ38、能動型磁界センサ38と調節可能な動作停止装置24との間に接続するねじ識別装置28を備える。
(もっと読む)
ボルト軸力管理システム
【課題】ボルトの締付施工時におけるボルトの軸力管理を行うことが可能なボルト軸力管理システムを提供する。
【解決手段】歪センサと軸力検出部とをボルト内部に配備した軸力管理ボルトと、軸力検出部で検出された軸力をデータ化して記録し無線送信する軸力記録、送信部と、軸力検出部と軸力記録、送信部とを接続する接続部を有する締付管理レンチと、無線送信された軸力のデータを受信し表示する無線受信モジュールとから成り、締付管理レンチを介して軸力検出部と軸力記録、送信部とが接続され、且つ、締付管理レンチにより軸力管理ボルトが締付けられ、歪センサが締付けられた軸力管理ボルトの軸力を電気信号に変換し、軸力検出部が変換された電気信号を検出して出力し、軸力記録、送信部が当該出力をデータ化して無線送信し、無線受信モジュールが送信された軸力のデータを受信して表示し、軸力管理ボルトの締付状態を検査する。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて締結部材の締付力の測定を行うようにするとともに、そのための電気的な接続機構を簡易に構成することができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより回転駆動される打撃トルク発生装置Tを介して打撃トルクを発生させるようにした油圧式トルクレンチの主軸Sの先端部に超音波探触子Se1を配設し、超音波探触子Se1と電気的に接続したケーブルCa1を、レンチ本体W0内に導出するようにした油圧式トルクレンチの締付力の制御装置であって、主軸Sの先端部に着脱可能に配設したソケットSoに、超音波探触子Se1を着脱可能に配設するとともに、超音波探触子Se1とレンチ本体W0内に導出したケーブルCa1とを、超音波探触子Se1及び主軸Sの先端部にそれぞれ配設したコネクタConを介して電気的に接続する。
(もっと読む)
ネジ締付け診断装置及び電動ドライバ
【課題】不完全なネジの締付け状態を簡単、確実に検出して確実なネジ締付け作業を行わしめるネジ締付け診断装置を提供する。
【解決手段】電動ドライバの回転軸に生ずる回転トルクが、締付けるネジ長に応じて予め設定されたネジ締付け最小所要時間以降の所定時間範囲内に予め設定された回転トルクに達したことを検出する回転トルク検出手段と、ネジ締付けの際に電動ドライバでネジを押圧することで生ずる押圧力が予め設定された押圧力に達したことを検出する押圧力検出手段と、この回転トルク検出手段が最小所要時間以降の所定時間範囲内で予め設定された回転トルクに達したことを検出すると共に、押圧力検出手段が予め設定された押圧力を検出した場合にはネジ締付けが正常に行われたと診断するネジ締付け診断手段とを備える。
(もっと読む)
液圧式のねじ山付ボルト緊締装置及び該液圧式のねじ山付ボルト緊締装置を用いて大型ねじを締め付けるための方法
【課題】ねじ山付ボルトの破断を防止することのできる、高負荷されるねじを締め付け且つ取り外すための液圧式のねじ山付ボルト緊締装置及び該液圧式のねじ山付ボルト緊締装置の圧力負荷を制御するための方法を提案する。
【解決手段】ねじ山付ボルト緊締中に降伏点に到達したことを検知するための装置(10)と、緊締しようとするねじ山付ボルトの降伏点到達時又は到達直後にねじ山付ボルト緊締装置(1)を放圧するための制御装置(7,11)とが設けられている。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波センサを用いて締結部材の締付力の測定を行うようにするとともに、そのための電気的な接続機構を簡易に構成することができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより打撃トルク発生装置Tを回転させることにより主軸Sに打撃トルクを発生させるようにした油圧式トルクレンチの締付力の制御装置において、主軸Sの先端部に超音波センサSe1を配設し、この超音波センサSe1と電気的に接続したケーブルCa1を、打撃トルク発生装置T及びモータRの内部を挿通して、レンチ本体W0内に導出する。
(もっと読む)
軸力検知締結工具
【課題】ボルトの先端に超音波センサを正確に当接させることを可能とする。
【解決手段】電動モータの回転駆動出力による軸回り回転で締め込み可能なソケット本体5と、工具本体3側のインナー・ソケット支持筒16と、ボルト55のピンテール83を嵌合支持させ工具本体3に対して回り止め係止する凹部35を先端側内周に備えたインナー・ソケット7と、センサ・スプリング45と、出入力した超音波をボルト75の軸力検出に用いるための超音波センサ11とを備え、インナー・ソケット7に、球面付勢スプリング61により付勢された球面受け部63を設け、超音波センサ11に、球面受け部63に当接してインナー・ソケット7に対する球面支持を行わせる球面当接部65を設けたことを特徴とする。
(もっと読む)
締付装置
【課題】締め付け対象物の形状等に制限されずに、締め付け時に発生する反力を打ち消すことができる締付装置を提供すること。
【解決手段】締付装置1は、被締付部材に係合可能な係合部21、及び第1回転軸を中心に係合部21を回転可能な第1回転駆動部22を有する締付部2と、第1回転軸とは異なる第2回転軸を中心に回転可能なフライホイール44、及び第2回転軸を中心にフライホイール44を所定の回転速度で回転させる第2回転駆動部45を有するジャイロ部4と、を備える。
(もっと読む)
軸力検知締結工具
【課題】ボルトの係合部をインナー・ソケットに正確に嵌合させることを可能とする。
【解決手段】軸回り回転で締め込み可能なソケット本体5と、工具本体3側のインナー・ソケット支持筒16と、ボルト55のピンテール83を嵌合支持させ工具本体3に対して回り止め係止する凹部35を先端側内周に備えたインナー・ソケット7と、センサ・スプリング45と、出入力した超音波をボルト75の軸力検出に用いるための超音波センサ11と、インナー・ソケット7の外周側への突出位置でインナー・ソケット支持筒16に軸方向に係合しソケット本体5に対するインナー・ソケット7の軸方向移動を阻止するストッパ・ピン65と、ストッパ・ピン65の内端に対向してストッパ・ピン65の没移動を阻止し超音波センサ11がインナー・ソケット7に対し軸方向へ退避移動するとストッパ・ピン65の没移動を許容するロック部材67とを備えたことを特徴とする。
(もっと読む)
ボルト締結方法及びその装置
【課題】測伸法でボルトの締結管理を行うことに妥当性があるかどうかを見極め、妥当性がある場合に限り、測伸法でボルトの締結管理を実行する。
【解決手段】ボルトの軸力が目標軸力Ffとなるようにボルトを締結する場合に、ボルトの締付途中でボルトの着座を検出し(S3)、ボルト伸び量δbが目標伸び量δfより小さい中間伸び量δ1に到達したことを検出し(S10)、ボルトの着座を検出してからボルト伸び量が中間伸び量に到達したことを検出するまでのボルトの角度 Δθを検出し、検出したボルトの角度 Δθが許容範囲内にあるときはボルト伸び量δbが目標伸び量δfに到達するまでボルトの締付けを続行し(S14〜S19)、検出したボルトの角度 Δθが許容範囲内にないときは異常時の処理を行う(S21)。
(もっと読む)
ボルト締結方法及びその装置
【課題】ボルト軸力をボルト伸び量で管理する測伸法において、目標軸力を精度よく安定して達成し、ボルト軸力が目標軸力に到達していない締結力不足の締結構造体の生産を未然に回避する。
【解決手段】着座後のボルト伸び量δが目標伸び量δfに到達するまでボルトを締め付けた後(S5)、該ボルトを着座前の状態まで弛め(S10)、弛めた後のボルト長さL2と締付前のボルト長さL0との間の変化量 ΔLが所定の許容範囲A内にあるか否かを判定し(S13)、許容範囲A内にあるときは、当該ボルトを用いて着座後のボルト伸び量が目標伸び量に到達するまでボルトを締め付け(S15)、許容範囲内にないときは、当該ボルトを用いての締付けを中止する(S23)。
(もっと読む)
ボルト締結方法及びその装置
【課題】ボルト締結をボルト軸力で管理する場合に、あとでボルトを弛めることが困難となる不具合、小さい外力でボルトが弛む不具合、ボルト軸力が目標軸力に到達せず締結力不足が起きる不具合を未然に防止する。
【解決手段】締付途中の締付トルクを検出し(S5)、この締付トルクから締結途中の締付摩擦係数を算出し(S8)、この締付摩擦係数から最終締付摩擦係数を予測し(S9)、この最終締付摩擦係数が許容範囲内にあるときはボルトの締付けを続行し(S11)、ないときはボルトの締付けを中止する(S17)。
(もっと読む)
インパクト回転工具
【課題】インパクト回転工具において、安価な構成でありながら、ねじを正確なトルクで締め付けることができるようにする。
【解決手段】モータ2の駆動軸17の回転角を検出する回転角検出センサ52と、ハンマ14が出力軸13を打撃するときの角速度を算出する打撃角速度算出部53と、ねじの着座を検出する着座検出部54と、ハンマ14による打撃を検出する打撃検出センサ55と、ねじの締め付けトルクに関する各種情報を表示する報知ランプ56を有する。着座検出部54は、ハンマ14の打撃間回転角と、出力軸13の角速度に基づいて締め付けトルクを推定し、この推定した締め付けトルクが所定の閾値以上になったとき、ねじが締め付け対象物と着座したと判断する。制御回路5は、着座検出部54が着座を検出した後の打撃回数を計数し、所定の打撃回数になればモータ2を停止させ、報知ランプ56を点灯させる。
(もっと読む)
ねじ部品締結機
【課題】 ドライバビットに付加される推力を制御してねじ部品を締結するねじ部品締結機を提供する。
【解決手段】 本発明は昇降用モータ5の回転を受けて作動する昇降機構2により昇降するドライバ台6と、ドライバ台6に保持された締付け用モータ8の回転を受けて回転するドライバビット3aとを備えるとともに、ドライバビット3aに付加される荷重を検出する荷重検出部7を設け、この荷重検出部7の検出値から昇降用モータ5の速度を制御してドライバビットに加わる推力を制御している。そのため、ドライバビット3aに付加される推力を検出して、昇降用モータ5の速度を制御でき、ドライバビット3aの下降速度を制御してドライバビット3aに付加される推力を任意の値に設定することができる。しかも、ドライバビット等の質量が変更になっても、設定された推力値を変更する必要がなくねじ締結作業を継続することができる。
(もっと読む)
ボルトの締付トルク検査装置と締付トルク検査方法
【課題】頭戻りが生じたボルトの締付トルクも正確に検出することができる締付トルク検査装置を提供する。
【解決手段】制御演算部は、ボルトの軸部の寸法および材料特性に関するデータを入力する手段と、入力されたデータに基いてボルトの軸部のねじりのばね定数Kを算出する手段と、トルク勾配線を算出する手段(ステップS12)を有している。またこの制御演算部は、前記トルク勾配線が、変曲点を越えて傾きの小さなトルク勾配線に移行しかつ傾きが安定したことを判断する手段(ステップS13)と、前記変曲点を越えたトルク勾配線の傾きが、前記ばね定数Kに1未満の安全率Aをかけて得られる基準勾配線Zの傾きよりも小さいか否かを判断する手段(ステップS14)と、該トルク勾配線の傾きが基準勾配線Zの傾きよりも小さいと判断されたときに、該トルク勾配線に基いて前記変曲点付近の締付トルクの推定値を求める手段(ステップS15)を備えている。
(もっと読む)
締付診断システム及び締付診断方法
【課題】クラッチ機構の異常を迅速に検知することができ、締付部材の締付けを安定して行うことができる締付診断システム及び締付診断方法を提供すること。
【解決手段】締付診断システムは、ボルトの締付けを電動で行うナットランナを、電子制御コントローラによって制御し、ボルトの締付けが正常に行われたかを異常診断コンピュータによって判定する。異常診断コンピュータは、締付トルクPの測定値が所定のクラッチ作動規定値P1になった後、締付トルクPの測定値が、所定の低下規定値以下に所定時間低下した状態が続いたときには、クラッチ機構が正常に動作してボルトの締付けが正常に行われたことを検知する。
(もっと読む)
インパクトドライバ
【課題】対象に対して耐久性を確保し、かつ締め込み速度を良好に発揮する。
【解決手段】モータ2の回転数検出手段と、木ネジに最適のモータ回転数とボルトに最適のモータ回転数とを記憶したメモリと、回転数検出手段によって計測されたモータ2の脈動周期に基づいて先端軸6の回転状態を判定し、上記メモリに記憶されたモータ2の回転数を制御する制御手段とを備え、制御手段が、先端軸6が回転している状態であると判定したときは、木ネジの締め込みに最適のモータ回転数で回転させ、先端軸6が回転していないと判定したときは、ボルトの締め込みに適するモータ回転数で回転させる。
(もっと読む)
インパクト回転工具
【課題】インパクト回転工具において、ハンマの打撃を的確に検出することで、ねじの締付トルクを精度よく制御する。
【解決手段】インパクト回転工具1は、モータ31と、減速機32を介して当該モータ31の回転力が伝達されるハンマ33と、ハンマ33によって打撃されて回転力が加えられるアンビル34と、アンビル34の回転力をねじに伝達するための出力軸35とを有する駆動部3と、駆動部3の長手方向に略直交して延在するグリップ部4と、ハンマ33の打撃を検出する打撃検出センサ5と、打撃検出センサ5の検出結果から得られる打撃回数及び打撃間隔の情報に応じて、モータ31を停止させることで、ねじの締付トルクを制御する制御部6とを備える。打撃検出センサ5をグリップ部4の駆動部3が位置する側とは反対側に配置し、モータ31の回転むらや偏心に起因する振動や、モータ31の駆動時に発生する電磁ノイズが打撃検出に及ぼす影響を排除する。
(もっと読む)
1 - 20 / 44
[ Back to top ]