
Fターム[3C038CA06]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知対象 (266) | トルク検知 (154)
Fターム[3C038CA06]に分類される特許
1 - 20 / 154
ねじ締め装置および制御方法
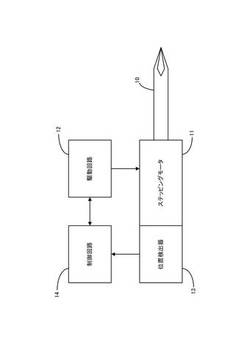
【課題】 ステッピングモータを用いて高精度のねじ締めを実現できるねじ締め装置およびその制御方法を提供する。
【解決手段】 この装置は、ビット10と、ステッピングモータ11と、入力されるPWM信号によりステッピングモータ11を駆動させる駆動回路12と、ステッピングモータ11の回転方向の位置または回転角度を検出する位置検出器13と、検出された情報から得られる回転速度が、設定された回転速度になるようにPWM信号を調整し、PWM信号により与えられる電流値から得られたステッピングモータ11のトルクが、設定されたトルクに達したか否かを判断し、達した場合に、設定されたトルクを超えないトルクを発生させる一定のPWM信号を駆動回路12に入力する制御回路14とを含む。
(もっと読む)
ネジ締め装置

【課題】着座までは高速回転させ短時間で効率的にネジ締めができると共に、着座後のオーバーシュートを被締結物の硬さに関わらず防止でき、トルク制御および角度制御の信頼性が高くかつコンパクトなネジ締め装置を提供する。
【解決手段】本発明のネジ締め装置1は、第1出力軸3と第2出力軸5との間に介在され第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とを所要回転角度離間させると共に回転に伴う第1係合部2と第2係合部4との係合を遅延させるトーションばね6を有した係合遅延機構7を備えており、トルク検知部8が被締結物の着座に伴うトーションばね6の荷重増加によるトルク上昇を検知するとモーター9の回転速度を高速から低速に切り替えると共に、第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とが係合する前にモーター9の回転速度が低速になるよう制御されている。
(もっと読む)
トルクレンチ及びこれを備えた締め付け装置
【目的】 本発明の目的は、締め付け作業時に締め付けトルク値を得ることが可能なトルクレンチ及びこれを備えた締め付け装置を提供する。
【構成】 トルクレンチWは、締め付け部10が着脱自在であるヘッド部21を有するレンチボディと、前記レンチボディ内に設けられており且つ締め付け部10に係合可能な第1端部と、前記第1端部の反対側の第2端部とを有するトルク伝達部と、前記トルク伝達部の第2端部に当接しており且つ当該トルク伝達部を通じて前記締め付け部にかかる荷重を受け、電気信号に変換して出力可能なロードセルとを備えている。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて締結部材の締付力の測定を行うようにするとともに、そのための電気的な接続機構を簡易に構成し、かつ、メンテナンスを容易に行うことができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】主軸Sの先端部に着脱可能に配設したソケットSoに超音波探触子Seを配設し、この超音波探触子Seから導出したケーブルCa1をソケットSoに配設したピン形状の電極E1に接続し、この電極E1と、ソケットSoの外周部に配設したソケットSoを回転可能に支持する支持体Suに配設した円環状の電極E2とを摺接させることにより電気的に接続し、支持体Suに配設した電極E1をケーブルCa2を介して外部のコントローラCon1、Con2、Con3に接続する。
(もっと読む)
電動工具
【課題】電子クラッチ式の電動工具において、出力軸の回転トルク(ねじ等の対象物の締め付けトルク)が設定トルクを越えるのを防止する。
【解決手段】モータ電流が電流閾値を越えるとモータの駆動を停止する電子クラッチ式の電動工具では、対象物の締め付けにより回転トルクが上昇して、電子クラッチが機能しても、モータの回転エネルギにより回転トルクが更に上昇して設定トルクを越えることがある。そこで、使用者により設定された締め付けトルクとねじが着座してからの締め付け角度(ハードジョイント、ソフトジョイント等)とに基づき、出力軸を締め付けトルクで回転させるのに必要な回転エネルギを発生するときのモータの最適最高回転速度を算出し、この回転速度以下になるようモータを駆動制御する。
(もっと読む)
電動工具
【課題】電子クラッチ式の電動工具において、モータの駆動開始直後から出力軸の回転トルクを設定トルク以下に制限できるようにする。
【解決手段】モータ電流が電流閾値を越えるとモータの駆動を停止する電動工具において、モータの駆動開始後、モータの駆動制御に用いられる出力dutyが増加する間(時点t0−t1間)は、電流閾値を更新値βにて決定される一定の傾きで増加させる。出力duty=目標dutyとなる時点t1以降は、電流閾値を更新値γにて決定される一定の傾きで低下させ、電流閾値が、電動工具の設定トルクに基づき設定される最終値に達すると(時点t2)、電流閾値をその最終値に固定する。この結果、モータの駆動開始直後から、電動工具の回転トルクを設定トルク以下に制限することができる。
(もっと読む)
穴開け埋め込み組立における工程内品質管理の方法及びシステム
【課題】工程内品質管理に要する時間を短縮する組み立て方法を提供する。
【解決手段】重ね板の組立品において、ワンサイドファスナ300が取り付けられる位置を特定するステップと、その位置で重ね板の組立品を貫通する穴524を開けるステップと、穴に指定された深さの皿穴を開けるステップと、穴及び穴の近傍における重ね板の1つ又は複数に関連するパラメータを少なくとも決定するために、較正されたプローブを操作するステップと、穴にワンサイドファスナを挿入するステップと、ワンサイドファスナの取り付けを完了するために回転トルクをワンサイドファスナに付与するステップと、ワンサイドファスナの取り付けを完了するのに必要とされる角度変位の測定結果をファスナが正しく取り付けられていることを指標する角度変位の範囲と比較するステップとを含む。
(もっと読む)
締付状態検出装置および締付状態検出方法
【課題】トルクレンチを用いて螺合部の締付を行ったときの締付状態を検出することを目的とする。
【解決手段】本発明の締付状態検出装置40は、トルクレンチを30用いて螺合部を締め付けたときの締付状態を検出する締付状態検出装置40であって、トルクレンチ30により螺合部を螺回させたときにトルクレンチ30に作用するトルクTが設定された着座トルクTsから設定された設定トルクTfに達したときのトルクレンチ30の差分角度θdが設定された範囲内にあるか否かに基づいて締付状態が正常であるか否かを判定する判定部43を備えている。これにより、締付状態が正常であるか否かの検出を行うことができるようになる。
(もっと読む)
手動弁開閉治具
【課題】手動弁ハンドルの太さに関係なく、柄部材を手動弁ハンドルの半径方向に向けて設定することができる手動弁開閉治具を提供する。
【解決手段】手動弁開閉治具1を、作業者が把持する柄部材2と、該柄部材2の先端部に備えられ、手動弁ハンドル100の外周面に突き当てられる突き当て部3と、該突き当て部3を介して柄部材2の反対側に設けられ、手動弁ハンドル100のリブ102に巻き付けられるスパイラル状の係合部4とから構成する。柄部材2には、トルク値のプレセット機構と、柄部材2に作用するトルク値がプレセット機構を操作することによって設定されたプレセットトルク値に達したとき、柄部材2を操作する作業者にクリック感触を与えるクリック感触付与機構とを備えることができる。
(もっと読む)
ボルトの締付方法、及びその装置
【課題】ボルトの締付において、簡便でありながら、ボルト締付終了時における締付角度及び締付トルク双方のばらつきを抑えることができるようにする。
【解決手段】ボルトの締付中に、ボルトのスナッグトルクからの締付角度と、該締付角度でのボルトの締付トルクとが、所定の関係を満たしたとき(スナッグトルクからの締付角度が大きいほど締付トルクが小さくなる特定線L1上に位置したとき)にモータを停止させる。特定線L1は、二次元直交グラフ上において、締付トルクが所定トルクとして一定である締付トルク基準線L2よりも締付トルクが大で、かつ、スナッグトルクからの締付角度が所定角度として一定である締付角度基準線L3よりも締付角度が小である第1の領域Aと、締付トルク基準線L2よりも締付トルクが小で、かつ、締付角度基準線L3よりも締付角度が大である第2の領域Bとを通る線である。
(もっと読む)
トルクレンチ
【課題】トルクレンチが傾いた状態でねじ部に対する締め付け作業が行われても、ねじ部に作用する実際の締め付け力を正確に測定できるようにする。
【解決手段】トルクレンチ20は軸部22の先端に締め付けヘッド21を設けたものであり、締め付けヘッド21にはナット12と係合する係合部24が設けられており、この係合部24には、トルクレンチ20のナット12の軸線Aに対する傾きを検出するために、円弧状部24bに軸線A方向に3個の距離センサ25を配列して設けて、それらの距離差から傾き角検出部27でトルクレンチ20の傾きを検出して、ナット12に対する実際のトルクを検出し、予め設定されている規定トルク値をトルク補正回路30により補正して、補正規定トルク値を演算により求める。
(もっと読む)
ボルトの締付方法、及びその装置
【課題】ボルトの締付において、簡便でありながら、ボルト締付終了時における締付角度及び締付トルク双方のばらつきを抑えることができるようにする。
【解決手段】ボルトの締付中に、ボルトのスナッグトルクからの締付角度と、該締付角度でのボルトの締付トルクとが、所定の関係を満たしたとき(スナッグトルクからの締付角度が大きいほど締付トルクが小さくなる特定線L1上に位置したとき)にモータを停止させる。特定線L1は、二次元直交グラフ上において、締付トルクが所定トルクとして一定である締付トルク基準線L2よりも締付トルクが大で、かつ、スナッグトルクからの締付角度が大きいほど締付トルクが大きくなる直線からなる締付基準線L3よりも締付角度が小である第1の領域Aと、締付トルク基準線L2よりも締付トルクが小で、かつ、締付基準線L3よりも締付角度が大である第2の領域Bとを通る線である。
(もっと読む)
インパクト工具
【課題】トルクセンサエラーの検知機構を有するインパクト工具を提供する。
【解決手段】インパクト工具2は、モータ4、オイルパルスユニット(OPU)6、回転センサ3、トルクセンサ9、及び、コントローラ20を備える。OPU6は、入力軸5に入力される連続トルクのエネルギを間欠的な打撃トルクに変換して出力軸7から出力する。モータ4は、OPU6の入力軸5に連続トルクを与える。回転センサ3は、OPU6の入力軸5の回転数を計測する。トルクセンサ9は、OPU6の出力軸7に生じる打撃トルクを検知する。コントローラ20は、入力軸5の回転数の時間変化が既定の変化閾値を超えるタイミングを特定するとともに、そのタイミングを含む既定時間幅のインパクト発生期間を特定し、時間軸で隣接するインパクト発生期間の間で既定のトルク閾値以上のトルクセンサ出力を検知した場合にインパクト工具2の異常を示す信号を出力する。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置
【課題】ラインにおける実際の動作時に締付けトルクを検出する手段を必要とすることなく、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定する螺子締めロボットのパラメータ自動調整装置を提供する。
【解決手段】パラメータ推定部58は、動作テストの履歴から学習した螺子締めパラメータと締付けトルクとの関係を示す締付けトルク推定モデルを用いて螺子締めパラメータの最適な値を算出する。また、締付けトルク推定モデルの簡略化、D最適計画、信頼区間に基づくテストパラメータの生成により、動作テストの回数は減少する。これにより、必要な動作テストの回数、すなわち消費するテストピースの数は、数十個程度と熟練者に近くなる。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置
【課題】ラインにおける実際の動作時に締付けトルクを検出する手段を必要とすることなく、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定する螺子締めロボットのパラメータ自動調整装置を提供する。
【解決手段】「精度優先モード−簡易」のとき、速度候補は三つの固定値として予め設定する。パラメータ推定部58は、三つの速度候補に対応して設定された九つの水準から四つの水準を選択して螺子締めロボット10の動作テストを実行する。そのため、パラメータを収束させるために必要な動作テストの回数、すなわち消費されるテストピースの数は、数十個程度と熟練者に近くなる。例えば一実施形態のように四つの水準について五回ずつ動作テストを実行する場合、合計20回程度の動作テストでパラメータは収束する。したがって、熟練度に関わらず少ない動作テスト回数で精度の高いパラメータを自動的に設定することができる。
(もっと読む)
螺子締めロボットのパラメータ自動調整装置およびパラメータ自動調整方法
【課題】熟練度に関わらず少ない動作テスト回数で精度の高いパラメータが自動的に設定されるとともに、初期特性の取得の際における過剰な動作による損傷を回避する螺子締めロボットのパラメータ自動調整装置およびパラメータ自動調整方法を提供する。
【解決手段】第二期初期回転量設定部56は、初期特性の取得に際して第二期における回転量の初期値を、「1回」に設定する。これにより、ワーク32に対する螺子34のねじ込み量が不明なときでも、初期特性調査処理における第二期の回転量は過剰となることがない。したがって、初期特性の取得の際における過剰な動作によるテストピースおよび螺子締めロボット10の損傷を回避することができる。
(もっと読む)
回転工具
【課題】相手部材の剛性の違いやパッキンなどの介在にかかわらず目標とする締付トルクでの締め付けを行うことができるものとする。
【解決手段】 回転駆動源としてのモータ2と、モータ回転で発生させたトルクを出力軸7に加えるトルク印加手段と、上記出力軸に加わるトルクを測定するセンサ10と、該センサにより測定されたトルクが設定された目標トルクに達した時に上記出力軸へのトルク印加を停止させる制御手段Cとを備える。上記制御手段は、センサで検出されたトルク値の変化率に応じて上記目標トルクを補正して補正後の目標トルクに基づいて上記出力軸へのトルク印加を停止させる。
(もっと読む)
ねじ締め工具
【課題】
歪ゲージのゼロ点調整とゲイン調整をハウジング組立て後に行えるようにして製造工数の低減を図ったねじ締め工具を提供する。
【解決手段】
モータと、モータによって先端工具が装着される出力軸を駆動する動力伝達機構と、モータの回転を制御する制御部と、出力軸における締付トルクの発生を検知するトルクセンサ12と、トルクセンサ12からの出力信号を検波して制御部に出力する検波回路70bを有するねじ締め工具において、制御部にA/Dポートを有するマイコン60を設け、検波回路70bに、検波回路の出力のゼロ点又は/及び最大振幅の調整を電気的に行うデジタルポテンショメータ83,84を設け、デジタルポテンショメータ83,84を調整することによって、検波回路70bの出力のゼロ点又は/及び最大振幅がマイコン60に含まれるA/Dポートの入力電圧範囲内に入るよう調整する。
(もっと読む)
電動工具
【課題】複数の動作モードを有する電動工具を、機械的伝達機構の構成の複雑化を抑えつつ簡素な構成で実現し、当該電動工具の小型化・低コスト化と高性能化の両立を図る。
【解決手段】モータ30と、動作モード設定のために使用者により変位操作されるモード切替レバー19と、モード切替レバー19の設定位置に対応した電気信号を出力する各モード切替スイッチ37,38と、異なる複数種類の制御方法のうちその電気信号に対応した制御方法でモータ30を制御するコントローラ31とを備えている。また、モータ30の回転駆動力を工具出力軸に伝達する伝達機構を複数備え、モード切替レバー19が何れかの設定位置に変位操作されると、その設定位置に応じた制御方法でモータ30が制御されると共に、その変位操作に連動して伝達機構がその設定位置に応じた伝達機構に切り替わることにより、所望の動作モードが実現される。
(もっと読む)
締付工具
【課題】打撃音が極めて小さく1回の打撃でボルトやねじを締結でき、且つ反動の小さい締付工具の提供。
【解決手段】モータ30はブラシレスモータにより構成されており、モータ30に流れる電流を検出可能な図示せぬ電流検出装置が設けられている。図示せぬ電流検出装置は制御回路15に電気的に接続されており、制御回路15において電流値を検出可能である。重り40の係合凹部40aに重り係合部34が係合することにより、重り40と出力軸31とは一体回転可能である。重り40の回転により締付トルク1Nmあたりの先端工具に伝わる回転エネルギは0.2J〜0.4Jであり、モータの回転速度、重り40の慣性モーメントは、それぞれ350rad/s〜500rad/s、80kg・m2〜150kg・m2である。これらの値とすることで、図示せぬ先端工具の回転エネルギを8J〜16Jとすることができる。
(もっと読む)
1 - 20 / 154
[ Back to top ]