
Fターム[3C038CC05]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(一般的作動制御手段) (201) | 検知後、減速させるもの (14)
Fターム[3C038CC05]に分類される特許
1 - 14 / 14
ネジ締め装置
【課題】着座までは高速回転させ短時間で効率的にネジ締めができると共に、着座後のオーバーシュートを被締結物の硬さに関わらず防止でき、トルク制御および角度制御の信頼性が高くかつコンパクトなネジ締め装置を提供する。
【解決手段】本発明のネジ締め装置1は、第1出力軸3と第2出力軸5との間に介在され第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とを所要回転角度離間させると共に回転に伴う第1係合部2と第2係合部4との係合を遅延させるトーションばね6を有した係合遅延機構7を備えており、トルク検知部8が被締結物の着座に伴うトーションばね6の荷重増加によるトルク上昇を検知するとモーター9の回転速度を高速から低速に切り替えると共に、第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とが係合する前にモーター9の回転速度が低速になるよう制御されている。
(もっと読む)
電動工具

【課題】負荷の上昇に伴う減速比の切り換えを安価に且つ適切に行えるものとする。
【解決手段】 回転動力源としてのモータ10と、該モータ10で回転駆動される出力部12との間に、減速比を切り換える変速機11を配している電動工具である。上記出力12部の駆動に際して負荷の大小に応じて変化する駆動状態のうちの少なくとも2種の駆動状態を検出する駆動状態検出手段16,17と、上記駆動状態検出手段が検出した少なくとも2つの駆動状態が夫々に対して予め設定されている所定条件を共に満たす時に上記変速機に減速比の切換動作を行わせる制御手段13とを備える。
(もっと読む)
電動工具
【課題】 モータを正転させる作業とモータを逆転させる作業のいずれにおいても、適切な減速比で作業を開始して自動変速させることができるものとする。
【解決手段】 回転動力源としての正逆回転自在なモータ10と、該モータ10で回転駆動される出力部12との間に、減速比を切り換える変速機11を配している電動工具である。作業負荷に応じて上記変速機11に減速比の切換動作を行わせるとともに、作業開始時の変速機11の減速比初期設定状態をモータの回転方向に応じて変更する制御手段13を備える。
(もっと読む)
締付工具
【課題】打撃音が極めて小さく1回の打撃でボルトやねじを締結でき、且つ反動の小さい締付工具の提供。
【解決手段】モータ30はブラシレスモータにより構成されており、モータ30に流れる電流を検出可能な図示せぬ電流検出装置が設けられている。図示せぬ電流検出装置は制御回路15に電気的に接続されており、制御回路15において電流値を検出可能である。重り40の係合凹部40aに重り係合部34が係合することにより、重り40と出力軸31とは一体回転可能である。重り40の回転により締付トルク1Nmあたりの先端工具に伝わる回転エネルギは0.2J〜0.4Jであり、モータの回転速度、重り40の慣性モーメントは、それぞれ350rad/s〜500rad/s、80kg・m2〜150kg・m2である。これらの値とすることで、図示せぬ先端工具の回転エネルギを8J〜16Jとすることができる。
(もっと読む)
ねじ部品締結装置
【課題】高速、かつ高精度にねじ部品を締め付けることが可能なねじ部品締結装置を提供する。
【解決手段】ねじ部品締結装置1は、ドライバビットが連結される出力軸11と、モータ3に連結して高速低トルク駆動を出力軸へ伝達する高速低トルク駆動伝達系と、減速機12を介して低速高トルク駆動を出力軸へ伝達する低速高トルク駆動伝達系と、仮締め工程では高速低トルク駆動伝達系により回転駆動を出力軸11へ伝達する一方、本締め工程では低速高トルク駆動伝達系により回転駆動を出力軸へ伝達するようこれら伝達系を切り替えるクラッチ手段8,14と、仮締め工程においてねじ部品が着座する直前に出力軸11の回転速度を所定の回転速度に減速するようモータ3を駆動制御する制御ユニット18とを備える。
(もっと読む)
自動ねじ締め機
【課題】高速低トルク駆動および低速高トルク駆動によるねじ締めを1つのモータで実現し、かつねじ締め完了時にドライバビットを逆回転させてねじとの食い付きを解除することが可能な自動ねじ締め機を提供する。
【解決手段】回転駆動源3の駆動に伴って回転する伝達軸4と、この伝達軸4の回転に伴って回転する出力軸13と、前記伝達軸4に直結して出力軸13へ回転伝達する高速低トルク伝達系と、前記伝達軸4からの回転を減速手段5を介して出力軸13へ回転伝達する低速高トルク伝達系と、これら双方の伝達系による差動回転を許容する双方向クラッチ10と、前記伝達軸4あるいは出力軸13に所定の負荷トルクが作用すると、高速低トルク伝達系を遮断するトルクリミッタ9とを備える自動ねじ締め機1による。
(もっと読む)
電動工具
【課題】減速比変更の際の係合の衝撃を抑制し、且つ、この減速比変更を迅速に且つスムーズに完了することのできる電動工具を提供する。
【解決手段】本発明の電動工具は、モータ1と、減速機構部2と、減速機構部2の減速比を切り替える減速比切替手段とを具備する。減速機構部2は、軸方向にスライド自在な切替部材7と、切替部材7と係合可能なギア部材5とを用いて形成される。減速比切替手段は、切替部材7をスライドさせる変速用アクチュエータ6と、モータ1の駆動状態を検知する駆動状態検知部と、切替部材7のスライド位置を検知するスライド位置検知部と、モータ1と変速用アクチュエータ6を制御する制御部とを有する。制御部は、駆動状態検知部の検知結果に応じて変速用アクチュエータ6を起動させるとともに、スライド位置検知部の検知結果に応じてモータ1の回転動力を一時的に低下または増大させる。
(もっと読む)
電動締付け工具
【課題】 電動締付け工具において、被動軸の回転制御を円滑に行なう上で有効な技術を提供する。
【解決手段】 モータ111と、前記モータ111によって回転駆動される駆動軸115と、工具ビット119が装着可能な被動軸117と、駆動軸115の回転を被動軸117に伝達する減速機構113と、を備え、工具ビット119が長軸方向回りに回転動作することにより被加工材に対する固定具の締付け作業を行う電動締付け工具であって、減速機構113は、回転自在に支持されたインターナルギア123と、駆動軸115によって回転駆動される太陽ギア121と、被動軸117に連結されるとともに、太陽ギア121及びインターナルギア123に噛み合い係合しつつ当該太陽ギア121の周りを周回する遊星ギア125と、を有し、インターナルギア123の回転を制御することで被動軸117の回転を制御するインターナルギア制御手段161,171を更に有する。
(もっと読む)
ねじ部品締緩装置
【課題】一つの回転駆動源で高速かつトルク精度の高いねじ部品の締結、緩めの双方の作業を実現し得るねじ部品締緩装置の提供。
【解決手段】ACサーボモータ3の駆動を受けて回転する第1入力軸5を設け、この第1入力軸5に電磁クラッチ8を介して第2入力軸9を連結する。また、ねじ締め工具が連結される出力軸11を設け、この出力軸11に第2入力軸を連結するとともに、減速機12及びツースクラッチ14を介して前記第1入力軸5を連結する。各クラッチ8,14をねじ部品の締付け又は緩めの各工程に合わせて制御することにより、出力軸11に第2入力軸9から高速・低トルクの回転が伝達される状態と、第1入力軸5から減速機12を経て低速・高トルクの回転が伝達される状態とを切り替える。
(もっと読む)
インパクト式ねじ締め装置
【課題】
設定された打撃トルクに基づき精度良く締め付けを行うことができるインパクト式ねじ締め装置を提供する。
【解決手段】
ブラシレス直流方式のモータと、衝撃トルクの発生を検知するトルクセンサを有し、トルクセンサの出力を用いて先端工具を所定の締め付けトルクで締め付けるインパクト式ねじ締め装置において、モータの起動時からねじ締め完了に至るまで、区間A、区間B、区間Cの3つのモードに分け、区間Aにおいては、モータの回転数を制限して最高回転よりも低い、一定回転数で締め付けを行い、区間Bでは回転数N(目標値)=N(前回値)+G1×(T(目標値)−T(検出値))で締め付け、締め付けトルクの70%に達成したらいったん回転数を落としてから回転数N(目標値)=N(前回値)+G2×(T(目標値)−T(検出値))、(G1>G2)で回転させて締め付けを行う(但し、T:トルク値(N・m)、G1、2:ゲイン定数)。
(もっと読む)
電動工具およびそのモータ制御方法
【課題】油圧発生部が1回転で複数打撃を行うタイプにおける打撃不良の継続を抑制する。
【解決手段】ステップ104で打撃角度が閾値以下かを判断し、閾値以下であればステップ106でモータの消費電流を検出する。ステップ108で消費電流が閾値以下かを判断し、閾値以下であればステップ110でモータの回転速度を遅くする。即ち、打撃不良を油圧発生部が1打撃する打撃角度およびモータの負荷トルクと比例関係にある負荷電流に基づいて判断し、打撃不良である場合にはモータの回転速度を遅くさせるので、打撃不良の継続が抑制される。従って、打撃不良が防止されるので、作業効率が良くなると共に、円滑な締め付け作業を行え、オイルパルスドライバの使い勝手が良くなる。
(もっと読む)
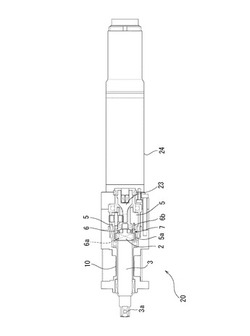
ジョイントの締め付け方法及び装置
本発明は、締め具締め付け用電気組立装置(200)に関し、前記装置(200)は、ハウジング(210)、出力軸(214)に駆動接続される回転モータ(215)、及び前記ハウジング(210)の外まで伸び、かつ、締め付けの間に前記締め具を取り外し可能に連結する連結手段を支持するように構成された前方部分(217)を有する前記出力軸(214)を備え、第一軸線(A1)に沿って前記締め付けが実行されるように構成されている。前記装置(200)は、締め具の締め付け中に前記第一軸線(A1)に対するハウジング(210)の角変位(α,β)を測定する手段と、ハウジング(210)の前記測定された角変位(α,β)を使用して締め付け中に前記モータの回転を制御する手段(220)を備えている。 (もっと読む)
ネジ締め装置及びその制御方法
【課題】従来のネジ締め装置は、回転角度に基づいてネジが着座する手前で回転速度を中速に切り替えるが、ネジの長さのばらつきや雄ネジ雌ネジのかみ合いタイミングのばらつき等を考慮して早めに中速に切り替えるので、ネジ締めに必要な時間が長くなっていた。
【解決手段】本発明によるネジ締め装置及びその制御方法では、検出トルク21aが着座トルク22dに達するまでは所定の回転速度を維持するとともに、検出トルク21aが着座トルク22dに達したと判定して場合に、モータ1の回転の減速を開始する。
(もっと読む)
樹脂製ねじの締め付け管理システム
【課題】精度良くファイナルトルク値のばらつきを抑制でき、且つ、ねじの締め付け異常を容易に認知できる樹脂製ねじの締め付け管理システムを提供する。
【解決手段】樹脂製のタンク本体1に対してねじ式のキャップ3を締め付け装置11で締め付けるにあたり、締め付けの途中段階において、締め付けトルク値が中間設定トルク値に達したことを検出する中間設定トルク値検出手段18と、中間設定トルク値検出手段18による検出時以降のキャップ3の回転角度を検出する回転角度検出手段19と、回転角度検出手段19により検出されるキャップ3の回転角度が予め設定した設定回転角度と一致したときに、キャップ3の回転を停止させる回転停止手段20と、中間設定トルク値に達する前の段階における締め付けトルク値の所定の上昇幅に要したキャップ3の回転角度を監視する監視手段21と、を備える管理システムとした。
(もっと読む)
1 - 14 / 14
[ Back to top ]