
Fターム[3C038CC09]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(一般的作動制御手段) (201) | 複数軸の作動制御 (5)
Fターム[3C038CC09]に分類される特許
1 - 5 / 5
仮締め判定方法
【課題】 サーボモータの機能を利用した締付装置の仮締め判定方法を提供する。
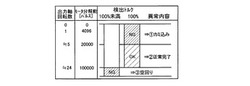
【解決手段】 現在値(A)のパルス数を取りみ、次いで0.02秒後の現在値(B)のパルス数を取り込み、B−A<50パルスか否かを計算する。B−A≧50パルスの場合は、上記を繰り返し、5回連続(0.1秒間)してB−A<50パルスとなった場合にはサーボモータ3が停止したと判断する。上記の如くして、サーボモータ3の現在値(パルス)を監視し、連続して5回パルス変化量が小さくなって、回転が止まったと判断したならば、そのときのパルス現在値(C)を取り込む。そして、パルス現在値(C)がC<20000(第1設定値)の場合には噛み込みと判定し、C≧100000(第2設定値)の場合には空回りと判定し、20000≦C<100000の場合には仮締めが正常になされたと判断する。
(もっと読む)
ボルト締結方法及びその装置

【課題】2つの軸孔を並設された状態で形成しその各軸孔に一対の半割メタルを装着する取付けボディと軸受キャップとを3本のボルトにより締結する場合において、各ボルトの最終的な締付軸力を極力ばらつかないようにすると共に、補正値の演算処理等の負担を軽減できるボルト締結方法を提供する。
【解決手段】最初に、軸孔の両側外方のボルトA,Cをメタルクラッシュ領域を超える初期締めトルクTxまで締付け、半割メタル23のクラッシュハイトを両軸孔間に集約させ、次に、両軸孔間のボルトBによる締結を、集約されたクラッシュハイトを押し潰す過程を経た所定の締結状態になるまで行わせ、そのトルク特性から半割メタル23のメタル成分角度θcを求め、全ボルト共通の補正締付角度θc/2を演算する。次に、全ボルトA,B,Cを、各理論着座点を基準として、初期設定角度θstdに共通の補正締付角度θc/2を付加した締付角度になるまで締付ける。
(もっと読む)
二軸同時締付け装置
【課題】 二軸を同時に締付ける際、トルク不足による締付け不良等を招かず、二軸間の間隔を自由に設定でき、また、操作時に安定した状態でバランス良く取り扱うことができるようにする。
【解決手段】 駆動軸6から第1、第2アイドルギヤ8、9と第1、第2出力ギヤ11、15を通して第1出力軸12と第2出力軸16に駆動力を伝達する際、第1、第2出力ギヤ11、15へのギヤ比を異ならせ、第1出力軸12と第2出力軸16の締付け完了のタイミングをずらせる。また、第1締付けユニット3と第2締付けユニット4の先端にハウジング付調整ギヤ20、21を配置して噛合させ、いずれか一方の調整ギヤ21に固定ギヤ22を噛合させて軸間距離を固定できるようにする。また、駆動軸6を第1、第2締付けユニット3、4の中間に配置する。
(もっと読む)
ねじ部材締付け装置
【課題】複数のねじ部材の配置にかかわらず同時に締付けることができる小型、軽量、低コストで作業性の良好なねじ部材締付け装置を提供することを目的とする。
【解決手段】本発明のボルト締付け装置1は、ボルト締付け機構部11〜17と回転力入力部180と歯付きベルト181と回転力伝達部182〜188とを備えている。ボルト締付け機構部11〜17には歯付きプーリを備えた回転力伝達部182〜188が配設されている。回転力入力部180には歯付きプーリが固定されている。これらの歯付きプーリは歯付きベルト181で連結されている。回転力入力部180に入力された回転力は歯付きベルト181を介してボルト締付け機構部11〜17に伝達され、7本のボルトを同時に締付ける。1つの歯付きベルト181でボルト締付け機構部11〜17に回転力を伝達でき、部品点数を削減し小型、軽量、低コストで作業性の良好な装置を構成できる。
(もっと読む)
ねじ込み接続を形成するための方法及び装置
本発明は、所定のトルクに達するとねじ締付けのねじ込み動作を終了させるカットオフねじ回し(10)によってねじ込み接続を形成する方法に関する。本発明によれば、作業動作に相当するデータをカットオフねじ回し(10)内で算出し、外部の監視ユニット(20)に伝達するようにすることが提案されている。また、本発明によれば、この方法を実施するための装置、並びにカットオフねじ回しが提案されている。 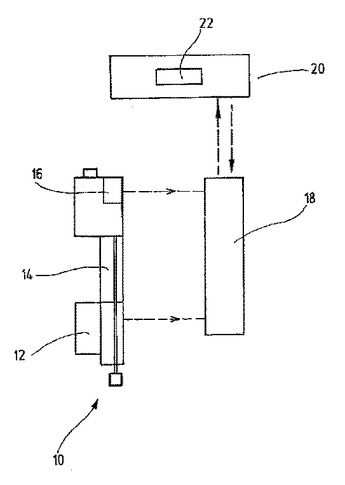 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]