
Fターム[3C039AA44]の内容
剪断機 (623) | ギロチン式剪断 (225) | 板状体の剪断 (76) | 刃物が板状体表面に垂直に移動 (38) | 刃物の作動位置の調整手段 (16) | クリアランスの調整 (11)
Fターム[3C039AA44]に分類される特許
1 - 11 / 11
金属材料の剪断設備及び剪断方法
【課題】ローリングカットシャー方式による金属材料の剪断において、特別な設備的負担を要することなく、厚鋼板などの金属材料を小さい剪断荷重で効率的に剪断加工することができ、難剪断材料も容易に剪断加工することができる剪断設備及び剪断方法を提供する。
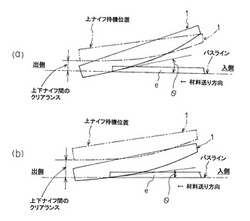
【解決手段】剪断前の上ナイフ待機位置における上下ナイフ間のクリアランスが、金属材料の通板性を損なわず、且つナイフ長手方向の相対レーキ角分布における最小相対レーキ角θ0(deg)と上ナイフ長L(mm)がθ0×L≧150を満足するように設定される。上ナイフ待機位置における上下ナイフ間のクリアランスが小さいことにより、ナイフ長手方向でほぼ一様に大きな相対レーキ角θで剪断を行うことができ、従来設備に較べて剪断時の鉛直方向荷重を大幅に低減できる。
(もっと読む)
剪断装置のナイフギャップ測定方法および測定装置

【課題】危険な部位に立ち入ることを無くして安全にナイフギャップを測定することができ、且つ精度も高い剪断装置のナイフギャップの測定方法を提供する。
【解決手段】固定刃4又は可動刃3の内側面4a,3aに接触可能な基準面12aを持つ測定冶具11を用意する。固定刃4又は可動刃3から測定冶具11の基準面12aの一部が露出するように、固定刃4又は可動刃3の内側面4a,3aに測定冶具11を着脱可能に取り付ける。測定冶具11の基準面12aの一部と直交する方向に配置されたセンサ18によって、測定冶具11の基準面12aまでの距離aを測定する。センサ18が測定した測定冶具11の基準面12aまでの距離aに基づいて、ナイフギャップgを算出する。
(もっと読む)
クリアランス調整機構
【課題】簡易な構成でクリアランスの調整にかかる時間を短縮することができるクリアランス調整機構を提供する。
【解決手段】上型12の上刃22と下型14の下刃32とのクリアランスを調整するクリアランス調整機構34であって、下刃32を保持する下刃保持部材30の背面には、第1平坦面54と、第1平坦面54に連なる第1傾斜面56と、第1傾斜面56に連なり第1平坦面54よりも下刃32側に位置する第2平坦面58と、を含む第1段差部52が形成され、下刃保持部材30の背面側に位置するバックバー42には、第3平坦面66と、第3平坦面66に連なると共に第1傾斜面56に対応する第2傾斜面68と、第2傾斜面68に連なり第3平坦面66よりも下刃保持部材30側に位置する第4平坦面70と、を含む第2段差部64が形成されている。
(もっと読む)
テーラードブランクの製造方法およびテーラードブランク用鋼板
【課題】生産管理が容易で良好な溶接品質が得られる、テーラードブランクの製造方法およびテーラードブランク用鋼板を提供する。
【解決手段】クリアランスが15%以上25%以下の金型で切断した端面を有する2枚の鋼板の前記端面を突き合わせ溶接して一体化したテーラードブランクの製造方法。2枚の鋼板の前記端面のせん断面比率が、いずれも25%以上である。
(もっと読む)
二重トリミングシャー
位置不動の下部カッタと昇降可能に駆動される上部カッタとを有し、上部カッタが、キャリッジガイド(10)によってガイドされた上部カッタキャリッジ(12)に配設されており、キャリッジガイド(10)をガイドするために、第1の偏心軸(14)と第2の偏心軸(16)がキャリッジガイド(10)に設けられている、二重トリミングシャーにおいて、第1の偏心軸(14)と第2の偏心軸(16)を、シンクロ手段(18)を介して互いに結合することによって、上部カッタキャリッジの傾斜状態を回避する。 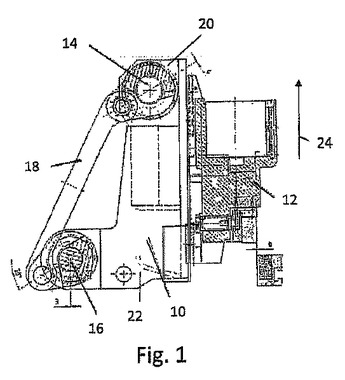 (もっと読む)
(もっと読む)
熱延鋼板切断方法及び熱延鋼板切断装置
【課題】固定刃と刃先にレーキ角が設けられた可動刃とによってこれらの間に配置された熱延鋼板を切断する際に、切断された熱延鋼板の切断面の形状を良好なものにすることができる熱延鋼板切断方法及び熱延鋼板切断装置を提供すること。
【解決手段】可動刃11を上下動させることによって熱延鋼板3を切断する。続いて、固定刃15に対する可動刃11のクリアランスが狭まるように可動刃11及び/又は固定刃15を移動させる。続いて、可動刃11を上下動させることによって先ほど切断された熱延鋼板3の端部3bの一部を再度切断する。これによって、再度の切断時に熱延鋼板3に作用する切断反力による熱延鋼板3の変形量を小さくすることができ、その結果、熱延鋼板3の切断面3cの凹みを小さくして切断面3cの形状を良好なものとすることが可能となる。
(もっと読む)
せん断端面の耐食性に優れるフェライト系ステンレス鋼板のせん断方法
【課題】耐食性処理を行わず大気環境中で使用されるフェライト系ステンレス鋼板のせん断端面の耐食性を向上させるせん断加工方法を提供する。
【解決手段】C:0.02%以下、Si:0.05〜0.8%、Mn:0.05〜1.0%、P:0.04%以下、Al:0.1%以下、Cr:20〜24%、Cu:0.3〜0.8%、Ni:0.05〜6.0%およびN:0.02%以下を含み、かつS:0.001〜0.1%を含有し、フェライト相の平均結晶粒径を5μm以上25μm以下とし、かつ鋼中に0.05μm以上〜1μm以下の粒径のMnSを1cm2当たり50〜400個存在させるフェライト系ステンレス鋼板のせん断加工時のクリアランスを12%以下とする。
(ここで、クリアランス(%)=(x/d)×100、x:刃と台の隙間(mm)、d:鋼板の厚み(mm))
(もっと読む)
板状部材用カッター
【課題】切断部の両側をきちんと押さえなくても、綺麗に切断することができる。
【解決手段】移動刃物10と固定刃物20とで板状部材Wを切断する板状部材用カッターである。固定刃物20には、切り始め側12及び切り終り側13に移動刃物10側に伸びて該移動刃物10をガイドするガイド部22、23が設けられており、移動刃物10は、刃先11がガイド部22、23に圧接するようにスプリング31で付勢されている。
(もっと読む)
金属板の切断方法および切断装置
【課題】基準側面位置および反基準側面位置の近傍における被切断材の良好な切断面品質を確保することのできる切断方法および切断装置を提供する。
【解決手段】(1)金属板を搬送ラインの一方の側面に寄せ、該側面を基準側面として、金属板を、搬送ラインの上方および下方に位置する刃により、切断線が搬送ラインの方向とほぼ直交する方向に切断する金属板の切断方法であって、上刃および/または下刃のメンテナンスを行った後、次回にメンテナンスを行うまでの間に、基準側面の位置における上刃と下刃との刃間クリアランスを順次狭くして金属板を切断する金属板の切断方法。(2)上記(1)の方法に使用する切断装置であって、基準側面の位置における刃間クリアランスを、反基準側面の位置における刃間クリアランスよりも小さくすることができるクリアランス調整機構を有する金属板の切断装置。
(もっと読む)
板状部材用カッター
【課題】切断する板状部材を折り込まなく、機械の能力範囲であれば切断してしまい、連続運転を可能とする。
【解決手段】固定刃物24と、往復移動可能に固定刃物24に対応して設けられた移動刃物23と、移動刃物23を往復駆動する刃物駆動手段とを備えた板状部材用カッターである。移動刃物23は、ヒンジ部21で揺動可能に設けられると共に、刃先が固定刃物24に圧接するようにスプリング27で付勢され、移動刃物23が固定刃物24に対して切断される板状部材Wの厚さ以上のクリアランスとならないように移動刃物23の動きを規制するストッパー40を設けた。
(もっと読む)
厚鋼板の剪断割れ防止方法
【課題】厚鋼板の剪断割れ防止方法を提供する。
【解決手段】厚鋼板のスラブ製造時の水素レードル値、或いは水素レードル値から予測される圧延終了時の鋼板水素濃度CH0を元に、剪断時の水素濃度CHを計算により求め、CHが鋼板の材質毎に定められる許容値Climit以上の場合は剪断後、切断後の端部から、剪断機の上刃2と下刃3のクリアランス量d1以上を切断除去する。剪断機として、その上刃が、剪断方向に、その間に切欠部を有する2段で構成され、上刃の上段側と切欠部は、厚鋼板を切断後の端部を更に、少なくとも下刃と上刃の下段側とのクリアランス量に等しい長さで切断できるように設けられているものを用いたり、厚鋼板搬送方向に配置した複数の剪断機を用いる。
(もっと読む)
1 - 11 / 11
[ Back to top ]