
Fターム[3C039DA00]の内容
剪断機 (623) | 成形素材の剪断 (69)
Fターム[3C039DA00]の下位に属するFターム
丸棒の精密剪断 (12)
異形材の剪断 (20)
プレス成形品のトリミング (3)
素材の軸に直角以外の面で剪断するもの (3)
素材をねじることにより切断するもの (5)
Fターム[3C039DA00]に分類される特許
1 - 20 / 26
油圧カッター及び油圧カッター用の補助具
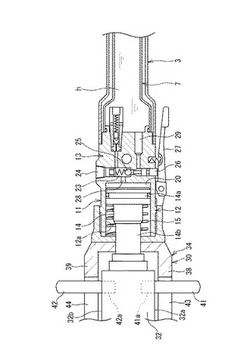
【課題】油圧を解除しても可動刃が後退しない場合に、可動刃を損傷させることなく元の位置に復帰させることができる油圧カッターを提供する。
【解決手段】タンク7から供給された作動油hの油圧により前進すると共に油圧を解除すると後退するピストン14を有しているシリンダブロック11を備えている。また、前進したピストン14のさらに前方に設けられている固定刃31、ピストン14と共に固定刃31に向かって前進する可動刃32、及び、可動刃32の進退移動をガイドするガイド部38,39を有しているヘッド30を備えている。さらに、可動刃32の側面32a,32bから突出して設けられ異常時に可動刃32を後退させる方向に衝撃力を与える突起部41,42を備えている。
(もっと読む)
切断装置

【課題】単位時間あたりの切断回数を増加させても耐久寿命の悪化を抑制可能な切断装置を提供する。
【解決手段】回転体駆動用モータ11から出力される回転駆動力によってオス刃14が取り付けられたカッタープレート13を回転させ、さらに、カッタープレート13の回転体側シャフト13bとクランクシャフト21aのクランク軸部21bをリンクレバー22にて連結する。これにより、回転軸と軸受部からなる回転系の機構で、回転しているカッタープレート13全体を切断対象物である扁平チューブCの長手方向に垂直な方向へ周期的に往復変位させることができるので、単位時間あたりの切断回数を増加させても耐久寿命の悪化を抑制できる。
(もっと読む)
鉄筋切断装置
【課題】安全性をより向上させる。
【解決手段】固定刃1に対して上下動自在に取り付けて鉄筋2を切断可能にしてある可動刃3を設け、固定刃1とその固定刃1から離間した非切断位置にある可動刃3との間の鉄筋切断空間Sに対し、鉄筋2を横にした状態でその径方向に挿脱自在にする鉄筋出し入れ口4を設け、可動刃3を上下駆動操作する駆動装置を設け、駆動装置の作動操作レバー5を装置本体6に設け、鉄筋出し入れ口4を覆う安全カバー7を、鉄筋出し入れ口4を覆うガード位置と鉄筋出し入れ口4を開放する鉄筋出し入れ可能位置とに変位自在に設け、作動操作レバー5を作動操作方向とは異なった非作動維持方向に切換え自在に取り付けると共に、作動操作レバー5を非作動維持方向に切換え移動させるに伴って、安全カバー7をガード位置から鉄筋出し入れ可能位置に変位させる連動機構8を設けてある。
(もっと読む)
コイルカッティングツール及びその方法
【課題】補修及び保守管理のための取り外しを容易にするために巻線終端部のようなコイルを切断する工具及び方法を提供すること。
【解決手段】電動機械におけるコイルを切断するためのツール(10)及び方法が開示される。1つの実施形態において、ツール(10)は、遠位端上に刃先(15)を有するブレード(12)を含む。ブレード(12)は、近位端上で複動油圧シリンダ(14)に作動可能に接続される。ツール(10)は更に、複動油圧シリンダ(14)に結合されて且つこれから遠位方向で長手方向に延びる少なくとも1つのガイドアーム(16)を含み、該少なくとも1つのガイドアーム(16)は、ブレード(12)と並んで配置されてブレード(12)の経路に平行に延びる。
(もっと読む)
剪断加工工具の異物付着検出方法及び異物付着監視装置
【課題】剪断加工工具を用いて棒状の金属を剪断加工するに際し、人による目視観察、あるいは通常の可視光光学画像の画像解析によるのではなく、剪断加工工具に付着する異物を検出する異物付着検出方法及び異物付着監視装置を提供する。
【解決手段】剪断加工工具2は棒状の金属が当接する凹部10を有し、剪断加工工具の先端のうち凹部10を含まない部分を底部12とし、剪断加工工具表面のうち、少なくとも底部12の一部を含み凹部の頂点11を含まない任意の領域を基準領域13として定め、少なくとも凹部の頂点11を含む任意の領域を検査領域14として定め、棒状の金属を剪断加工した後に、剪断加工工具の基準領域と検査領域を含む表面の温度を測定し、基準領域13内の最高温度を基準温度、検査領域14内の最高温度を検査温度とし、前記検査温度が、前記基準温度に予め定めた一定温度を付加した温度よりも高温となったときに異物付着ありと判定する。
(もっと読む)
線材切断装置
【課題】線材の移送長を高精度に測定して確実にワークの良否を判定でき、高速動作にも十分に追従し、耐油性能及び耐振性性能などの信頼面や価格面で従来よりも優れた線材切断装置を提供する。
【解決手段】線材Mを移送する移送手段2と、線材を切断してワークを製作する切断手段3と、線材の移送長を測定する測長手段4と、測長手段4からの検出信号Sに基づいてワークの良否を判定する判定手段5とを備え、測長手段4は、線材に押圧されて移送方向に移動可能であるとともに付勢部材44により移送方向と逆方向に付勢される金属製のセンサピン43と、センサピン43の位置を示す検出信号を送出する渦電流損式センサ45とを有し、判定手段5は、線材がセンサピンを押圧しつつ静止している時間帯に渦電流損式センサ45から複数個の検出信号を受け取り平均処理して線材の移送長を求め、求めた移送長を予め設定した許容範囲と比較してワークの良否を判定する。
(もっと読む)
線材切断装置
【課題】駆動部の所要駆動力を低減し、装置のコンパクト化を実現した線材切断装置を提供する。
【解決手段】線材Mを所定長ずつ間欠に移送する移送部と、固定刃21及び可動刃22を有して移送された線材Mを切断するカッター部2と、カッター部2の可動刃22を駆動する駆動部3と、を備える線材切断装置1であって、カッター部2の可動刃22と駆動部3との間に、複数組のカム及びカムフォロアからなり駆動部3の駆動力により前記可動刃22を往復駆動する確動カム機構4を備えた。さらに、確動カム機構4は、駆動部3により往復駆動される主スライドカム5及び従スライドカム6と、主スライドカム5に摺接する主カムフォロア73及び従スライドカム6に摺接する従カムフォロア76を有して揺動するカムレバー7と、カムレバー7と可動刃22とを連結する連結レバー8と、を有することが好ましい。
(もっと読む)
線材の矯正装置
【課題】 極めて簡略化した構造により金属製の線材の矯正が可能な線材の矯正装置を提供すること。
【解決手段】 線材の矯正装置10は、巻取りドラムDから引き出された金属製の線材Sの基端部を引き出し方向回りに回転不能かつ引き出し方向に変位不能に保持するクランプ機構11と、線材Sの先端部を掴んで保持するチャック機構12と、チャック機構12を引き出し方向回りに所定の回数だけ回転させる回転機構13と、チャック機構12をクランプ機構11に対して接近または離間させる移動機構14と、矯正された線材Sを切断する切断機構15とを備えている。そして、装置10は、チャック機構12によって先端部を保持した線材Sを回転機構13によって引き出し方向回りに回転させて捩じり方向に塑性変形させるとともに移動機構14によって線材Sに張力を付与して、線材Sについた巻癖を矯正する。
(もっと読む)
鉄筋受止装置
【課題】安価で第1操作機構と第2操作機構の駆動操作が簡単に行えるようにする。
【解決手段】鉄筋1の先端部を接当させて位置決めする第1当て付け板7と、第1当て付け板7よりも下手側で接当させて位置決めする第2当て付け板とを備えたストッパー装置9を、鉄筋受止台5に対してその長手方向に変位自在に取付け、第1当て付け板7を鉄筋受止台5に対して上下方向に遠近移動操作する第1操作機構20を設け、鉄筋受止台5を鉄筋受止姿勢と鉄筋放出姿勢とに上下揺動操作する第2操作機構21を設け、1つの駆動装置16から第1操作機構20と第2操作機構21とに駆動力伝達機構24で駆動操作力を伝達し、第2操作機構21による鉄筋放出姿勢への揺動操作に先立って、第1操作機構20による第1当て付け板7の上昇移動操作を行うように構成してある。
(もっと読む)
面取り切断装置
面取り切断装置が記載される。面取り切断装置は、取付けブラケットと、取付けブラケットに堅く取り付けられた電磁石と、電磁石に磁気的に結合された保持/解放アームと、保持/解放アームに堅く取り付けられた面取り面形成具とを含み、面取りカッターは、それぞれが面取り点で終端する2つの屈曲梁を備え、刃は取付けブラケットに堅く接続され、かつ面取り点の間に位置付けられる。かかる面取り切断装置を組み込んだディスペンサ、及び面取り切断方法もまた記載される。 (もっと読む)
棒状部材切断装置
【課題】固い棒状部材を切断する場合においても、確実に切断片の飛散を防止できる切断装置を提供する。
【解決手段】切断時に棒状部材Bを確実に把持するために、切断刃物34の両脇に、把持機構40が設けられている。把持機構40は、把持面41cを有する把持部材41と、弾性体42を有している。切断時には、把持部材41がまず棒状部材に接触し、次いで切断刃物34が棒状部材Bに接触しその後棒状部材Bに食い込んでゆく。この過程において、把持部材41が弾性体42を圧縮しながら変位する。把持部材41は、弾性体42が発生する反発力に相応する把持力で、棒状部材Bを確実に保持する。
(もっと読む)
棒材切断機
【課題】 任意なタイミングでの切断や、可動刃を高速で動かしての切断が可能であり、切断できる長さの選択肢が広い棒材切断機の提供。
【解決手段】 棒材Sを切る固定刃1及び可動刃2と、可動刃2に与えるべき昇降運動をスライダ3に発生させる往復運動機構12と、スライダ3の昇降運動を可動刃2に伝達する間欠駆動機構23と、切断される棒材Sを供給する送り手段21と、棒材Sの供給状況に基づいて間欠駆動機構23の動きを制御する制御手段を備え、前記間欠駆動機構23は、スライダ3の下端に可動刃2を加圧する揺動ヘッド5を備え、前記制御手段は、棒材Sの供給状況に基づき、揺動ヘッド5の姿勢を、可動刃2を加圧する有効位相、又は可動刃2を加圧しない無効位相に選択的に切り替える棒材切断機。
(もっと読む)
切断装置
【課題】線状材の端面に擦り疵が生ずるのを防止して、線状材の端面品質を向上し得る切断装置を提供する。
【解決手段】切断装置30は、材料供給部32により供給される線状材Wの下流側の端面56に当接して、該線状材Wを所定位置で停止させるストッパー34と、線状材Wに対し長手方向に交差する方向へ移動して、該線状材Wを切断する切断部36とを備える。また、切断装置30は、ストッパー34を線状材Wの端面56に対し近接離間するよう直線移動させるスライド部38を備える。そして、スライド部38によりストッパー34を線状材Wの端面56から離間させた状態で、切断部36が線状材Wを切断する。
(もっと読む)
直線切断機
【課題】タイムラグが生じず、単位時間あたりの切断可能回数を増加させることができ、線材の切断面が綺麗であり、端面の変形が少なく、真円を維持できる直線切断機を提供する。
【解決手段】コイルスタンド1から繰り出された線材Wを一対のローラで挟定し、線材を長手方向に走行させる入口ピンチロール2及び出口ピンチロール3と、両ピンチロールの間に設置し、複数の矯正駒間を通過する間に線材を矯正して直線状とする矯正装置4と、線材の走行方向に摺動可能で、サーボモータ13で切断カム12を駆動し、切断カムを介してハンマー14で切断刃18を垂下させて線材Wを所定長さに切断する切断装置5と、切断装置5と竿ロッド22を介して連動し、走行する線材Wをストッパ23に当接させて線材Wの走行と同時に切断装置5を摺動させ、所望の切断長さになったことを検知して切断装置を作動させるようにした切断長さ設定装置6とを備える。
(もっと読む)
ワイヤカッター
【課題】ワイヤのバリおよび変形を低減しつつワイヤを切断できるワイヤカッターを提供すること。
【解決手段】ワイヤカッターに第1把持手段と第2把持手段と切断手段とを設け、切断手段によってワイヤを切断する際に、第1把持手段および第2把持手段でワイヤを把持するとともに、第1把持手段によってワイヤを切断手段から離れる方向に引っ張る。
(もっと読む)
鉄筋加工装置
【課題】鉄筋の切り分け加工後に出る残材の利用価値を、高め易くする。
【解決手段】後端検出機構による鉄筋後端の通過検出に基き、第2鉄筋送込み装置27と鉄筋移動量計測機構とによって第1鉄筋送込み装置26からの鉄筋後端の定量送り出し移動を行う第1ステップ操作指令、鉄筋後端をストッパーに突き当てる第2ステップ操作指令、ストッパーを非作用状態にして鉄筋移動量計測機構による鉄筋移動量を計測しながら引き戻し操作をして、鉄筋後端から鉄筋先端側に鉄筋残材長さ設定手段により設定された長さ分寄った位置が鉄筋切断装置28に来た時に引き戻し操作を一旦停止する第3ステップ操作指令、鉄筋切断装置28の作動により鉄筋をその残材用設定長さに切断する第4ステップ操作指令、引き続き第2駆動状態を継続して残材用設定長さに切断した鉄筋を鉄筋残材放出部29に供給する第5ステップ操作指令を発令する制御装置を設ける。
(もっと読む)
コルゲートフィン切断方法及びコルゲートフィン切断装置
【課題】 高速切断を可能としつつ切断位置精度を高め、良好な切断状態を維持させることができ、かつ、装置の耐久性を高めるとともに機構の軽量簡略化及び制御の簡略化によるコストダウンが可能な、コルゲートフィン切断装置の提供。
【解決手段】 搬送手段2により波状に加工されたフィン材1を連続的に搬送すると共に該フィン材1の山数と谷部12の位置を規制し、搬送中のフィン材1の谷部12の底部を切断手段3で切断するようにしたコルゲートフィン切断方法であって、切断手段3は、固定刃4と該固定刃4に対して一方向に相対回転する回転刃6との間でフィン材1の12谷部の底部を切断するように構成され、固定刃4と連結された回転ガイド面81aに沿って回転刃6の回転を案内することにより固定刃4と回転刃6との切断時クリアランスを維持させる回転刃案内手段8が備えられている。
(もっと読む)
プレス成形品の分離方法および分離装置
【課題】切断後の分離部をそのまま製品として用いることができ、しかも切断後のプレス成形品を型内から安定して取り出せるようにする。
【解決手段】プレス成形品Wを上型10と下型20とで挟持した状態で、上型10に設けた上刃30を下降させることによって、プレス成形品Wが境界部α位置でもって切断される。境界部αでの切断後に、上刃30が上昇されると共に、押し上げ手段40によって境界部αで分離された分離部βが切断前の高さ位置まで持ち上げられる。
(もっと読む)
コルゲートフィン切断方法及びコルゲートフィン切断装置
【課題】 高速切断を可能としつつ、装置の耐久性を高めると共に、機構の軽量簡略化及び制御の簡略化によるコストダウンが可能な、コルゲートフィン切断方法及びコルゲートフィン切断装置の提供。
【解決手段】 搬送手段2により波状に加工されたフィン材1を連続的に搬送すると共に該フィン材1の山数と谷部12の位置を規制し、搬送中のフィン材1の谷部12の底部を切断手段3で切断するようにしたコルゲートフィン切断方法であって、切断手段3は、固定刃4と該固定刃4に対して一方向に相対回転する回転刃6との間でフィン材1の12谷部の底部を切断するようにし、フィン材1の切断時に固定刃4の近傍において回転刃6の両面に摺接し、固定刃4に対する回転刃6の移動軌跡を確保しつつフィン材1を切断するようにした。
(もっと読む)
コルゲートフィン切断装置
【課題】 高速切断を可能としつつ耐久性を高め、機構の軽量簡略化及び制御の簡略化によるコストダウンが可能な、コルゲートフィン切断装置の提供。
【解決手段】 搬送手段2により波状に加工されたフィン材1を連続的に搬送すると共に該フィン材1の山数11と谷部12の位置を規制し、搬送中のフィン材1の谷部12の底部を切断手段3で切断するようにしたコルゲートフィン切断装置であって、切断手段3は、固定刃4と、この固定刃4に対して第1モータ51により一方向に相対回転する可動刃6との間でフィン材1の谷部12の底部を切断するようにした。この可動刃6は切断位置と非切断位置を切り替え、切断時のみ切断位置になるようにした。
(もっと読む)
1 - 20 / 26
[ Back to top ]