
Fターム[3C043AC01]の内容
Fターム[3C043AC01]の下位に属するFターム
端部付近の研削 (2)
Fターム[3C043AC01]に分類される特許
1 - 20 / 32
円筒軸の製造方法及び印刷装置
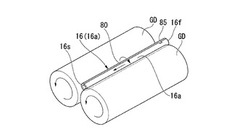
【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
管状弾性体の研磨方法、弾性ローラの製造方法及び弾性ローラ

【課題】管状弾性体を高い振れ精度となるように研磨できる管状弾性体の研磨方法、振れ精度が高い弾性層を有する弾性ローラ及びこの弾性ローラの製造方法を提供すること。
【解決手段】軸体71の外周面に配置された管状弾性体7を研磨する方法であって軸体71の端面から10mm以内であって管状弾性体71cの端面から突出する軸体71の軸線長さに対して8〜21%の軸線長さの円筒状外周面17cをコレットチャック3で把持する工程と管状弾性体7を相対的に回転させる工程とコレットチャック3の周辺環境を調整することなく管状弾性体7の外周面を砥石4で研磨する工程とを有する管状弾性体7の研磨方法、軸体71の外周面に管状弾性体7を配置してローラ原体6を作製する工程と管状弾性体7の研磨方法で管状弾性体7を研磨する工程とを有する弾性ローラの製造方法、並びに、この製造方法で製造された振れ精度が0.10mm以下の弾性ローラ。
(もっと読む)
研削盤
【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
直動案内装置の直線案内レールの両面仕上げ研削装置および両面仕上げ研削方法
【課題】直線案内レールの上面と下面の仕上げ研削加工時間を短くする。
【解決手段】 ワークwである直線案内レールの両側面を底部および上部となるように横にしてワークテーブル4上に固定された長尺状下部治具7aとワーク上部治具7bとでチャックし、前記ワークテーブル4を左方向に直線移動させてカップホイール型砥石8wを砥石軸に軸承した砥石ヘッドの一対8,8間を通過させてカップホイール型砥石8wで前記ワークの前面wfと後ろ面wbを同時に研削加工する。
(もっと読む)
超砥粒材料を含む加工物を研削する方法
超砥粒加工物を研削する方法は、結合研削材物品を超砥粒加工物と接触させて配置するステップであって、結合研削材物品は、結合材料内に含有された砥粒を含む本体を含み、超砥粒加工物は、少なくとも約1GPaの平均ビッカース硬度を有するステップと、センタレス研削作業の場合に、約350J/mm3以下の平均比研削エネルギ(SGE)により、少なくとも約8mm3/秒の平均材料除去(MRR)速度で、超砥粒加工物から材料を除去するステップとを含む。  (もっと読む)
(もっと読む)
差動ねじ機構部を有する加工対象物支持装置
【課題】細長の加工対象物の加工時における変位を低減して高精度加工を可能にする差動ねじ機構部を有する加工対象物支持装置を提供する。
【解決手段】加工対象物に当接する当接部5は差動ねじ機構部100により微動するように形成される。これにより加工対象物の加工時における変位を吸収し高精度加工を可能にする。
(もっと読む)
棒状の被加工物を研削する心なし円筒研削盤及び棒状の被加工物を心なし円筒研削する方法
心なし円筒研削盤において、被加工物(1)は、調整ディスク(3)、研削ディスク(5)及び受け板(7)よりなる研削間隙(15)内に存在している。調整ディスク(3)は、調整ディスク(3)の回転軸線周りに回転方向(11)で回転し、これにより被加工物(1)を回転方向(13)で回転駆動する。研削ディスク(5)は、研削ディスク(5)の回転軸線(6)周りに回転方向(12)で回転駆動されている。被加工物(1)は、被加工物(1)の長手方向軸線の方向で、それぞれ同軸的に相前後して配置されている調整ディスク(3)及び研削ディスク(5)の複数のセットを通走する。調整ディスク(3)及び研削ディスク(5)は、それぞれの軸線に沿って軸方向の中間スペースを有する。調整ディスク(3)は、研削ディスク(5)間の中間スペースに係合し、研削ディスク(5)は、調整ディスク(3)間の中間スペースに係合するので、側方のオーバラップ領域(19)がディスク(3,5)間に形成される。その結果、下方にずらされた研削間隙(15)が生じる。研削間隙(15)は、下向きに拡幅しており、調整ディスク(3)及び研削ディスク(5)における被加工物(1)の確実な支持を保証する。1つの共通の基準平面(14)と三角形(21)とは、本願の利点を明確に表している。小さな直径の被加工物(1)も、下方にずらされた研削間隙(15)内で確実に締め付けられているので、高い切りくず排出量での研削が可能である。 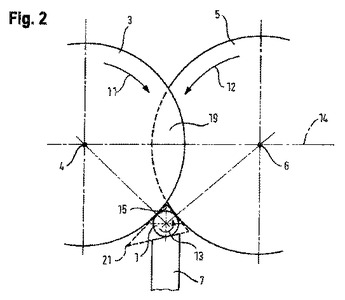 (もっと読む)
(もっと読む)
搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置
【課題】時間の経過による反りを低減できる搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置を提供する。
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15の製造方法であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1を、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも大きく形成する厚み調節工程を有するという手法を採用する。
(もっと読む)
搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラーを製造する搬送ローラーの製造方法を提供する。
【解決手段】金属板の対向する一対の端辺が互いに近接する、あるいは当接するように前記金属板を曲げて円筒体16を形成する曲げ加工工程と、前記曲げ加工工程で形成された前記円筒体16の内部に芯部材CRを配置した状態で前記円筒体16の外周面を研磨する研磨工程とを含む。
(もっと読む)
金属線状体の表面平滑方法及び表面平滑装置
【課題】 本発明は、金属製の線材や棒材などの金属線状体の表面を研磨して平滑にする金属線状体の表面平滑方法を提供するものである。
【解決手段】 本発明は、属線状体10の外周に帯状の研磨シート20をこの金属線状体10と交差する方向から複数回螺旋状に巻き込み、この状態で、金属線状体10を一方向に走行させつつ、研磨シート20も回転走行させ、研磨シート20の研磨面と金属線状体10の外周との接触により研磨する金属線状体の表面平滑方法にあり、これにより、ダイスの焼き付きがなく、処理に長時間が短く、化学物質を使用することなく、簡単な構造で、良好な研磨効果が得られる。
(もっと読む)
シャフトを機械加工する方法および装置
本発明は、加工物台(6)を有し、研削ディスク(4)および制御ディスク(5)を備えたディスク装置(3)を有し、軸方向ストッパ装置(7)を有する、段付きシャフト(2)を機械加工する装置(1)に関し、軸方向ストッパ装置(7)は、シャフト(2)の端面部分(9)と接触させて一時的に置くことができ、ストッパ装置(7)のストッパ部分(11)に対接する点状接触面(10)を有する接点アダプタ(8)を有する。 (もっと読む)
複合研削盤
【課題】砥石台をトラバース送りすると共に砥石台をベッドに対して旋回可能な構成において、工作物のテーパ調整を可能とする複合研削盤を提供する。
【解決手段】ベッド10と、ベッド10上に設けられ工作物Wの一端を支持する主軸台40と、主軸台40に対して第一の軸方向に離隔してベッド10上に設けられ、工作物Wの他端を支持する心押台50と、ベッド10上に設けられ、ベッド10に対して第一の軸方向と当該第一の軸に交差する第二の軸方向とに移動可能であり、複数の砥石73〜75を備えており、砥石73〜75の姿勢を変化させるためにベッド10に対して旋回可能である複合砥石台62と、上面に主軸台40および心押台50が取り付けられ、ベッド10に対して旋回可能にベッド10上に設けられるテーブル20と、テーブル20のベッド10に対する旋回角度を調整する旋回調整機構30とを備える。
(もっと読む)
圧延棒材の表面研磨方法
【課題】ステンレス鋼、高合金鋼、あるいは非鉄金属からなる圧延棒材を、高い形状・寸法精度および歩留りによって確実に研磨し得る圧延棒材の表面研磨方法を提供する。
【解決手段】軸方向に沿って送給される圧延棒材W2を、互いに回転軸Sが平行であり隣接して配置され且つ相互に逆回転する一対の砥石ドラムG1,G2間の隙間に挿入し、係る一対の砥石ドラムG1,G2の周面に接触させつつ従動回転させることで、圧延W2棒材の表面を研削する第1ステップと、該第1ステップで表面が研削された圧延棒材W3を軸方向に沿って送給し、一対の砥石ドラムG1,G2の下流側で且つ圧延棒材W3の径方向の両側に配置され、回転軸sが係る圧延棒材W3の径方向に沿い且つ該圧延棒材W3を送給する方向に回転する一対の研磨ディスクD1,D2の間に挿通することで、圧延棒材W3の表面を研磨する第2ステップと、を含む、圧延棒材の表面研磨方法。
(もっと読む)
圧延棒材の表面研磨方法
【課題】高合金鋼やTi合金などの非鉄金属からなる圧延棒材の表面を、効率良く且つ浅くて均一な切削代で確実に研削・研磨できる表面研磨方法を提供する。
【解決手段】軸方向に沿って送給される圧延棒材W0を、互いに回転軸Sが平行であり隣接して配置され且つ相互に逆回転する一対の弾性砥石ドラムG1,G2間の隙間に挿入し、係るドラムG1,G2の周面に接触させつつ従動回転させることで、圧延棒材W0の表層を研削する第1ステップと、該第1ステップで表層が研削された圧延棒材W1を軸方向に沿って送給し、一対の弾性砥石ドラムG1,G2の下流側で且つ圧延棒材W1の軸方向の両側に配置され、回転軸sが係る圧延棒材W1の軸方向と直交し且つ該圧延棒材W1を送給する方向に回転する一対の研磨ディスクD1,D2の間に挿通することで、上記圧延棒材の表面W1を研磨する第2ステップと、を含む、圧延棒材の表面研磨方法。
(もっと読む)
研削盤および研削盤のエクステンション・スピンドル交換方法
【課題】研削工具を自動着脱ができる研削盤を提供する。
【解決手段】ワークが保持されるワーク保持部材と、このワーク保持部材に対して移動自在に配設された砥石軸ヘッド3と、この砥石軸ヘッド3に回転自在に軸支された砥石軸3aと、ワークを加工する研削工具のツールホルダを手動にて砥石軸3aに着脱する研削盤において、砥石軸3aに連結部Rが設けられて着脱自在に連結され、前記研削工具が装着される延長砥石軸8aと、この延長砥石軸8aを回転自在に支持し、前記砥石軸ヘッド3にクランプされる延長外筒8eと、を備えたエクステンション・スピンドル8と、延長外筒8eを砥石軸ヘッド3にクランプするクランプ装置Cと、砥石軸ヘッド3の外筒ヘッド3dおよび延長外筒8eに設けられ、砥石軸3aと延長砥石軸8aとの芯出しをする芯出し部Bと、を備えたことを特徴とする研削盤である。
(もっと読む)
軸加工機構、この機構を採用した加工装置および砥石車
【課題】軸径の細い軸状部材を砥石によって加工しても砥石との干渉によるワークの変形を防ぐことができる軸加工機構、該軸加工機構によって加工されたパンチを使用した加工装置、該加工装置によって加工された多孔プレート、および前記軸加工に使用する砥石車提供する。
【解決手段】軸保持手段に保持された軸状部材の側面を研磨する一対の砥石車12,12を有する研磨手段11とを備えており、研磨手段11は、一対の砥石車12,12を、その回転軸が、軸保持手段に保持された状態における軸状部材の中心軸と直交する平面IP上において互いに平行となるように保持する砥石車回転部13と、一対の砥石車12,12を、軸状部材の中心軸と直交する方向に沿って接近離間させる砥石車移動部14とを備えている。
(もっと読む)
油溝形成方法
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
フランジ部材付きパイプの製造方法
【課題】フランジ部材が端部に圧入固着されたフランジ部材付きパイプの製造方法であって、パイプの軸に対するフランジ部材の軸の同軸度を高めることができるフランジ部材付きパイプの製造方法を提供する。
【解決手段】フランジ部材付きパイプの製造方法は、素管1の外周面をスルーフィード研削する第1スルーフィード研削工程と、第1スルーフィード研削工程の後で、素管1の端部にフランジ部材2を圧入固着するフランジ部材圧入工程と、を含む。
(もっと読む)
プランジャーの表面粗さ調整装置
【課題】切削部材の交換が行いやすいプランジャーの表面粗さ調整装置を提供すること。
【解決手段】プランジャー3の外周面を囲んで配置され、そのプランジャー3の軸方向への移動を阻止される回転部材30と、この回転部材30の内側に設けられプランジャー3に当接する切削部材50と、回転部材30をプランジャー3周りに回転駆動可能な駆動手段とを備えていて、駆動手段による回転部材30の回転駆動に伴って、切削部材50がプランジャー3の外周面を切削することにより、その外周面の表面粗さを大きくするプランジャー表面粗さ調整装置において、切削部材50が回転部材30に対し、面ファスナー53により着脱可能に設けられている。
(もっと読む)
研削盤のレスト装置
【課題】ジャーナルの表面に凹凸のうねりが発生し難く、かつ発生したうねりを除去可能な研削盤のレスト装置を提供する。
【解決手段】クランクシャフト1を軸心5周りに回転させ、ジャーナル2を砥石車15により研削点Pで研削する研削盤のレスト装置である。ジャーナル2を砥石車15に押圧して支持する2個のレストシュー23、25を有しており、2個のレストシュー23、25は、研削点Pと軸心5とを結ぶ線分L1を基準として測定した第1設置角度θ1及び、第1設置角度θ1より大きな第2設置角度θ2で設置されている。第2設置角度θ2は、第1設置角度θ1の整数倍の角度から第1設置角度θ1の半分の角度を減じた角度である。
(もっと読む)
1 - 20 / 32
[ Back to top ]