
Fターム[3C043BC04]の内容
Fターム[3C043BC04]に分類される特許
1 - 3 / 3
ブレーキディスクロータの研削装置および研削方法
【課題】低コストで面触れを十分に低減できる小型かつ省電力のブレーキディスクロータの研削装置および研削方法を提供する。
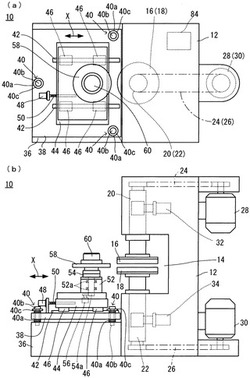
【解決手段】研削装置10は、上砥石16、下砥石18、テーブル駆動モータ48、支持部材54、支持部材54に回転駆動力を与えるワーク駆動モータ56を備える。ブレーキディスクロータ58は、支持部材54に支持される。テーブル駆動モータ48は、ブレーキディスクロータ58の被研削部がその外周面から上砥石16および下砥石18に接触し、その後、上砥石16と下砥石18との間に進入するように支持部材54を移動させる。
(もっと読む)
ブレーキディスクの制動面加工装置

【課題】 ブレーキディスク制動面の加工精度の向上を図る。
【解決手段】 このブレーキディスクの制動面加工装置1は、ブレーキディスク2を回転させる回転駆動装置11と、ブレーキディスク2の制動面4、5を加工する加工部12と、ブレーキディスク2の制動面4、5を押さえる押付ローラ13、14とを備えたものである。このブレーキディスクの制動面加工装置1は、ブレーキディスク2の制動面4、5を押さえる押付ローラ13、14を備えているので、制動面4、5に対して法線方向に工具を押し当てた場合でも、確実にブレーキディスク2の制動面4、5の変形を抑えることができる。これにより、ブレーキディスク2の制動面4、5の加工精度を向上させることができる。
(もっと読む)
砥石
【課題】被研削面から突出物が突出していても被研削面全面を容易に研削できる砥石を提供する。
【解決手段】ブレーキディスク取付用フランジ5の略同心円上に5個挿通固定されているボルト10の夫々の軸部を、砥石15の研削面19の略同心円上に5個形成されている長溝20の夫々に外嵌させて、ブレーキディスク取付面11と、上記研削面19を接触させた状態で、ブレーキディスク取付面11を周方向に回転不可な状態にする。この状態で、砥石15を周方向に揺動させて、ブレーキディスク取付面11を研削する。
(もっと読む)
1 - 3 / 3
[ Back to top ]