
Fターム[3C043CC01]の内容
Fターム[3C043CC01]の下位に属するFターム
砥石を用いるもの (966)
研削ベルトを用いるもの (35)
バフ、ブラシを用いるもの (39)
ラップ加工をするもの (92)
Fターム[3C043CC01]に分類される特許
1 - 20 / 21
研削加工中の砥石の品質管理方法
【課題】粒径が大きい固定砥粒を原因とした研削マークを検出可能な研削加工中の砥石の品質管理方法を提供する。
【解決手段】基準砥石により被研削物の研削時に発生するシリコンスラッジ中のシリコン粉の基準表面積を求める一方、砥石を用いて被研削物と同一の被研削物を研削した際に発生するシリコンスラッジ中のシリコン粉の実測表面積を求め、その後、実測表面積と基準表面積との差から研削砥石の品質を検出するので、シリコンスラッジのシリコン粉の表面積の変化から、大径の固定砥粒を原因とした研削マークを簡単に検出できる。
(もっと読む)
砥石工具による加工方法および加工装置
【課題】研削砥石による研削加工や砥石ブレードによる切削加工を効率良く実施することができる砥石工具による加工方法および加工装置を提供する。
【解決手段】被加工物保持部材の保持面に保持された被加工物に砥石工具を作用せしめて被加工物に加工を施す砥石工具による加工方法であって、被加工物保持部材は透明体によって形成されており、被加工物保持部材の保持面の反対側から被加工物に対して透過性を有する波長のレーザー光線を被加工物保持部材および被加工物を通して砥石工具における加工部に照射することによる砥石工具を加熱し、加熱された砥石工具による熱加工と機械加工の複合加工を施す。
(もっと読む)
突起欠陥修正装置

【課題】突起欠陥部の過研磨を防止すると共に欠陥修正のタクトを短縮する。
【解決手段】平坦な基板5表面に形成された微細パターンの突起欠陥部7を研磨して修正する突起欠陥修正装置であって、前記基板5表面に対向して平滑面2aを有する研磨板2と、前記研磨板2を前記基板5表面から所定距離だけ離隔した状態で前記基板5に対して相対的にスライド移動させる移動機構3と、を備え、前記研磨板2に移動方向と交差して設けた切削部17により、前記研磨板2の相対移動に伴って前記突起欠陥部7を切削するものである。
(もっと読む)
薄板偏平形状からなるワークのクランプ装置およびクランプ方法
【課題】加工工具との干渉を回避しやすくすることができる薄板偏平形状からなるワークのクランプ装置を提供する。
【解決手段】薄板偏平形状からなるワークWの表裏面を両頭加工機で加工するためのクランプ装置1であって、ベース1aに立設されたホルダプレート2と、ホルダプレート2に形成され前記ワークをはめ込んで支持するための貫通穴2aと、貫通穴2aに臨むようにホルダプレート2に設けられワークWの端部W1,W2に突き当てて保持する係止部(31,32)と、係止部3(31,32)にワークWを押し付ける付勢手段4(41,42)と、を備え、付勢手段4(41,42)は、ワークWを表裏面に沿う方向に付勢してクランプする。
(もっと読む)
防水型オービタルサンダーの延長取手
【課題】携帯性に優れた床用の小型研磨機に対して、簡便に取り付け取り外しができることにより立ち作業も可能で、作業現場に応じ作業者に対して適切な作業姿勢を提供することにより、作業者の疲労負担を著しく低減することが可能な防水型オービタルサンダーの延長取手を提供することを目的とする。
【解決手段】偏芯回転機構と、前記偏芯回転機構に敷設され偏芯回転いわゆるオービタル運動をする研磨部を有する防水型オービタルサンダー本体用の延長取手であり、一端に前記防水型オービタルサンダー本体と係合するカバー部と、前記カバー部から前記防水型オービタルサンダー本体とは逆方向に延長される延長軸部と、延長軸部の他端には延長軸部を中心として略直角方向または直線状に配された使用者が左右両手で保持する握り部とから構成され、前記カバー部は防水型オービタルサンダー本体から着脱自在にする固定用機構部を有することを特徴とする。
(もっと読む)
流体研磨方法
【課題】使用開始直後の急速な初期磨耗を生じない噴孔形状が成形される、流体研磨方法の提供。
【解決手段】噴孔55および弁座部56を有するノズルボデー51と、弁座部56へ着座自在な着座部を有するノズルニードルと、を構成に有する噴射ノズルの、ノズルボデー51の噴孔55を、研磨流体により研磨加工する流体研磨方法であって、着座部と略同一形状のダミー着座部66を有するダミーニードル6を、ノズルボデー51に挿入した状態で、流体研磨を行うことを特徴とする。研磨流体が、弁座部56とダミー着座部66とにより形成されるダミー流路10を通過することで、噴孔55に流れ込む研磨流体の流れの状態は、噴射ノズルの実使用時における流体の流れの状態に近いものとなり、使用開始直後の噴孔55周辺の急速な初期磨耗を、流体研磨により再現することが可能となる。
(もっと読む)
ワイピングローラの研削装置及び研削方法
【課題】 凹版印刷機におけるワイピングローラの研削装置に関して、印刷中におけるワイピングローラ表面の局所的磨耗を瞬時に検出し、磨耗箇所の研削を自動的に行うワイピングローラの研削装置を提供する。
【解決手段】 軸芯の軸回りに弾性層が設けられたワイピングローラの外周面を研削するワイピングローラの研削装置であって、弾性層の外周面に対して、研磨部材を押圧させて研削する研磨冶具と、研磨冶具の後方に位置し研磨冶具にて研削した研削屑に接触して除去する研削屑除去冶具と、ローラに対向して設置されワイピングローラの表面状態を観察する表面検出装置とを備えるワイピングローラの研削装置とした。
(もっと読む)
無端ベルトの製造方法及び無端ベルトの研磨装置
【課題】無端ベルトが大きく蛇行することがなく、無端ベルトに波打ちが発生することがなく、無端ベルトの表面を均一かつ美麗に研磨することができる無端ベルトの製造方法及び無端ベルトの研磨装置を提供する。
【解決手段】ゴム製の無端ベルトを駆動軸と従動軸の間に張架して、駆動軸により無端ベルトを回転させつつ、駆動軸上の軸方向に平行往復運動する研磨材により無端ベルトの表面を研磨する無端ベルトの製造方法において、従動軸が中央部において直径が一定である円柱形であり、中央部から端部にかけて次第に直径が中心に対して対称的に減少する形状であることを特徴とする無端ベルトの製造方法、並びに、ゴム製の無端ベルトを張架する駆動軸と従動軸及び駆動軸上の軸方向に平行往復運動する研磨材により無端ベルトを研磨する研磨材を有する無端ベルトの研磨装置において従動軸が中央部において直径が一定である円柱形であり、中央部から端部にかけて次第に直径が中心に対して対称的に減少する形状であることを特徴とする無端ベルトの研磨装置。
(もっと読む)
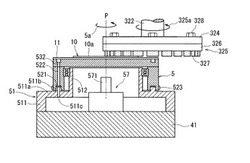
研磨装置及び研磨方法、基板及び電子機器の製造方法
【課題】高い研磨精度を有してワークの両面を同時に研磨する研磨装置及び研磨方法を提供する。
【解決手段】ワークWの両面Wa及びWbを同時に研磨する研磨装置100において、それぞれがワークWに接触する研磨面142a,162aを有して互いに反対方向に回転する一対の定盤140,160と、一対の定盤140,160の回転数を各々検出する一対の検出部148,168と、一対の定盤140,160の間でワークWを加圧する加圧部170と、定盤140,160にスラリーを供給するスラリー供給部175と、研磨面142a,162aとワークWとの間の摩擦力が閾値を超えたと判断した場合に、加圧部170が加える荷重、定盤140,160の回転数、スラリー供給部175が供給するスラリーの少なくとも一つを減少する制御部180と、を有することを特徴とする研磨装置100を提供する。
(もっと読む)
要素が機械加工されている間に該要素の厚さ寸法をチェックするための装置および方法
研削作業中に半導体ウエハ(1)の厚さ寸法をチェックするための装置は、ウエハ(1)の機械加工される表面(2)上に赤外線を伝送して、前記表面、ウエハの反対側の表面(2’)、および/または、ウエハ中の異なる層を分離する表面(2”,2”’)によって反射されるビームを検出する光学プローブ(3)を含む。放射されて反射される放射線のビームは、部分的に空気(15)を通り抜け且つ部分的に略層流を伴って流れる低流量液体のクッション(30)を通り抜ける既知の一定の不連続性を伴う経路(4)に沿って進む。光学プローブのための支持・位置決め要素(7)は、液体クッションを形成する液圧ダクト(22,25)を含む。厚さ寸法をチェックするための方法は、前記経路での液体クッションの形成を伴っており、放射されて反射される放射線のビームが前記経路に沿って進行する。 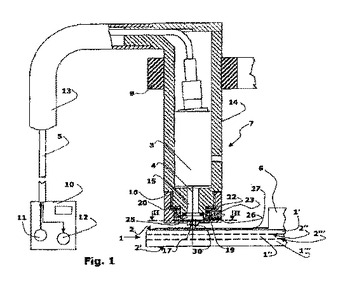 (もっと読む)
(もっと読む)
研磨方法、研磨装置
【課題】比較的長尺のワークを研磨加工する際に、煩雑なダミーワークの準備や段取り等を必要とすることなく、短時間で高精度な研磨面を得る。
【解決手段】ダミーワーク107に長尺のワーク108が収容される収納穴107aを設け、背面側に配置したバネ109によって突出方向に付勢しつつワーク108の第2被研磨面108sを収納穴107aから露出させた状態で、ダミーワーク107の第1被研磨面107sとともに研磨工具101の研磨作用面101sに摺接させて研磨加工を行う。ダミーワーク107は研磨後に交換される他の研磨対象の複数のワーク108に共通に用いられる。
(もっと読む)
研磨装置及び方法
【課題】試料の研磨面における研磨痕や応力ムラの発生を抑え、試料表面の極めて広い範囲において十分な平坦度が得られて分析評価の可能な領域の大幅な拡大化を実現し、信頼性の高い薄膜化された試料を得る。
【解決手段】試料保持部2は、試料10が固定される試料台11と、試料台11を研磨表面1aに対して移動自在とし、試料台11を研磨表面1a内の任意の位置で固定する試料台設置機構と、試料台11に固定された試料10の研磨表面1a内における研磨方向に対する設置角度を調節する角度調節機構13と、試料台11を研磨表面1aに対して水平となるように調節する水平調節機構14とを備えて構成されている。
(もっと読む)
流体研磨装置
【課題】燃料噴射ノズルの微小孔などを研磨用流体によって的確に研磨でき、また、研磨装置の部材の摩耗防止や、研磨砥粒の変更を容易にする。
【解決手段】低粘性液体6と研磨砥粒5とを用いた微小孔の流体研磨装置において、加圧された前記低粘性液体6を微小孔2に送給する低粘性液体圧力流路11と、低粘性液体圧力流路11内の低粘性液体6に研磨砥粒5を加圧して合流させる研磨砥粒加圧合流手段(シリンダ13、研磨砥粒供給路14、チェック弁15)とを備える。分散剤などの添加剤を用いずに低粘性液体中に研磨砥粒を均一に分散でき、研磨用流体の粘度を適正に管理して正確な研磨を容易に行える。研磨砥粒の混入が一部の区間に限られ、磨耗部位を極力少なくできる。また、任意の研磨砥粒、量を確実かつ簡単に供給できる。
(もっと読む)
ウェハチャックプレートの加工方法及び装置
【課題】 工具の切削力によるウェハチャックプレートの撓みや共振(ビビリ振動)を抑え、ウェハチャックプレートの平面度が高精度にし、ウェハチャックプレートの加工精度を向上させる。
【解決手段】 ウェハチャックプレートの裏面側のチャック面を加工する工具の切り込み方向に対向するチャックの裏面に流体を吹き付け、チャック面を工具により加工するウェハチャックプレートの加工方法及びそのための装置において、ウェハチャックプレートは回転しながら、そのチャック表面の周縁部が工具により加工される。工具の切り込み方向に対向するチャックの裏面に流体圧縮空気が吹き付けられる。そのことで、工具の切削力によるウェハチャックプレートの撓みや共振(ビビリ振動)を抑え、ウェハチャックプレートの平面度を高精度にし、ウェハチャックプレートの加工精度も向上する。
(もっと読む)
加工物支持装置およびこれを用いて加工された機械構造体
【課題】加工物を転接支持する支持回転体の外周面に砥粒が埋め込まれ難くすることと、支持回転体を転がり軸受の外輪とした場合に、砥粒の噛み込みによる軸受部品の損傷を抑制することである。
【解決手段】加工物Aの支持回転体としての玉軸受2の外輪2aをセラミックスで形成することにより、外輪2aに砥粒と同等以上の硬さを持たせ、加工物Aを転接支持する外輪2aの外周面に砥粒が埋め込まれ難くするとともに、玉軸受2の内輪2bとボール2cの各軸受部品もセラミックスで形成し、砥粒の噛み込みによる軸受部品の損傷を抑制できるようにした。
(もっと読む)
磁気研磨装置、磁気研磨方法及びそれらに使用される加工工具
【課題】磁性体より成る管等の内壁を磁気砥粒により効率よく研磨することができると共に、あまり強い圧力を掛けずに研磨が可能な磁気研磨装置、磁気研磨方法及びそれらに使用される加工工具を提供する。
【解決手段】磁性体からなる被研磨物を、永久磁石を有する加工工具の表面に磁性砥粒を付着させて研磨する磁気加工装置であって、少なくとも前記被研磨物を保持するワーク保持手段と、前記加工工具を取り付けて、当該加工工具に回転運動及び/又は軸方向振動運動を伝えるスピンドルと、前記スピンドルに回転運動及び/又は軸方向振動運動を付与するスピンドル回転振動駆動手段と、を有する磁気加工装置により、上記課題を解決する。加工工具としては、棒状の永久磁石が表面から露出又は突出するように埋め込まれているものを用いることができ、例えば加工工具の断面が円形であり、永久磁石が加工工具の円周表面から突出又は露出している形態のものを用いることができる。
(もっと読む)
管路の更新工法およびこの更新工法に用いる研磨部材の往復駆動装置
【課題】
既設管路の屈曲部内側コーナー部のバリを効率よく除去できるバリ除去工程を備えた管路の更新工法およびこの更新工法に用いる研磨部材の往復駆動装置を提供することを目的としている。
【解決手段】
研磨部を備えた研磨部材を既設管路内に挿通した後、前記研磨部を既設管路の屈曲部内側コーナー部に配置して、研磨部材の緊張状態を保ちながら研磨部を屈曲部内側コーナー部に押し当てた状態で、研磨部材を既設管路に沿って往復動させて、研磨部によって屈曲部内側コーナー部のバリを研磨除去するバリ除去工程と、バリの除去が完了した既設管路内に更新用合成樹脂管を挿通する工程とを備えた管路の更新工法であって、前記バリ除去工程を複数工程実施するとともに、大きさの異なる研磨部を用いて、後工程における屈曲部内側コーナー部の研磨幅が、前工程の研磨幅に比べて幅広となるように研磨する。
(もっと読む)
研磨方法および研磨装置
【課題】被加工物に対して砥石から大きな押し付け力を加えることなく、短時間で効率的に被加工面の研磨加工を行うことができるようにする。
【解決手段】被加工物Wの被加工面Sにはブラスト加工機14により粉粒体が吹き付けられ、被加工面Sは砥石25の表面よりも粗い凹凸面となった粗面にブラスト加工される。ブラスト加工により粗面に加工された後の被加工面Sは砥石25により研磨加工される。予めブラスト加工機14により被加工面を粗面に加工した後に砥石25により研磨加工することにより、砥石25から被加工物Wに大きな押し付け力を加えることなく、短時間で所定の研磨量で研磨加工することができる。研磨量が大きい場合にはブラスト加工と研磨加工とを複数回繰り返す。
(もっと読む)
半導体装置および半導体装置の製造方法
【課題】 ウェハに対する悪影響を与え難く、かつ、コストアップも少なくて、高品質・低廉な半導体装置を提供することである。
【解決手段】 半導体基板1を削ることによって薄厚の半導体装置を製造する方法であって、
前記半導体基板1の一つの主面1bに対して交差する半導体基板の側面1aに膜2を設ける成膜工程と、
前記成膜工程の後で半導体基板1を薄く削る削工程
とを具備する。
(もっと読む)
小型ガラス製品の製造方法
【課題】寸法が小さく厚さが薄くしかも面取加工がなされており、欠け・クラックなどの発生のおそれのない小型ガラス製品の製造方法を提供する。
【解決手段】ガラス素材を加工して15mm角以上の面積を有するガラス板を得て、このガラス板を面取した上で鏡面を得るまで研磨し、研磨されたガラス板を洗浄し乾燥し、このガラス板に保護膜を形成した後、このガラス板を最終製品寸法を有する小寸法のガラス板に切断し、この最終製品寸法に切断された小寸法のガラス板の面取をし、保護膜を除去し洗浄し乾燥することにより小型ガラス製品を得る。
(もっと読む)
1 - 20 / 21
[ Back to top ]