
Fターム[3C043CC03]の内容
Fターム[3C043CC03]に分類される特許
1 - 20 / 368
研削方法および研削盤
実切込み量測定方法および加工方法および工作機械
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
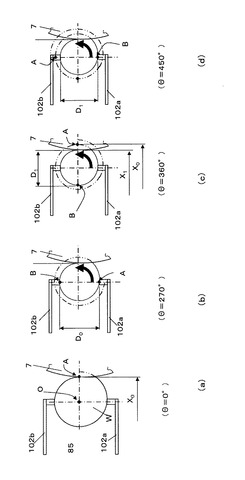
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
円筒軸の製造方法及び印刷装置

【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
心無し研削盤
【課題】小型のカバーによってクーラントの飛散を確実に防ぐことができる心無し研削盤を提供することを課題とする。
【解決手段】ベッド10と、ベッド10に設けられた駆動装置20,30と、第一駆動装置20から延設された回転軸22に取り付けられた調整車40と、第二駆動装置30から延設された回転軸32に取り付けられ、調整車32の外周面に対向して外周面が配置された砥石車50と、調整車40と砥石車50との間に配置されたブレード60と、調整車40および砥石車50が収容されたカバー70と、を備え、調整車40とブレード60との間でワークWを回転支持しながら、砥石車50でワークWを研削する心無し研削盤1であって、調整車40および砥石車50と、ベッド10および駆動装置20,30とが、カバー1によって仕切られている。
(もっと読む)
エンジンのクランクジャーナル部用の研磨装置、及びエンジンのクランクジャーナル部の研磨方法
【課題】本発明は、エンジンのクランクジャーナル部を容易且つ確実に研磨することができる研磨装置を提供することを課題とする。
【解決手段】本発明のエンジンのクランクジャーナル部用の研磨装置は、同軸で回転する一対の砥石と、この砥石を軸方向に移動する移動機構とを備え、一対の砥石が軸方向に一定間隔離間して配設され、移動機構による砥石の軸方向の移動可能距離が、一対の砥石の間隔以上である構成を採用している。また、両端に砥石が取付けられる軸体を備え、さらには軸体の両端に螺着可能で且つ軸体に螺着した際に砥石の外端面に当接可能な螺着部材を備え、砥石の外端面に螺着部材を収容可能な凹部が形成されていることが好ましい。また、砥石を回転するための駆動機構と、この駆動機構の回転力を上記軸体に伝達する伝達機構とを備え、伝達機構が一対の砥石の間で軸体に連結されていると良い。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
同時研磨機
【課題】加工材料の加工時間を低減する。
【解決手段】1つの軸3の中心にある回転面12を研磨するための研磨機で、加工材料スピンドル1、心押し台2、および、2つの研磨スピンドル台6、6′を備えており、軸3が中心軸線を中心として、回転駆動可能に装着されており、その際、これら研磨スピンドル台6、6′が、これら回転面12に対して半径方向に送られ得、多数の個別研磨ディスク13、13′を有する研磨ディスクセット10、10′が設けられており、これら個別研磨ディスクの輪郭が、加工されるべき回転面12に適合されており、その際、研磨スピンドル台6、6′が、軸3の相対して位置している側に設けられており、これら研磨スピンドル台のスピンドル軸線14、14′の方向内において、相対して位置ずれされており、従って、全ての回転面12が同時に加工可能である。
(もっと読む)
異形断面条及びその製造方法
【課題】表面粗さの低減による品質向上を図り、且つ、表面粗さ不良を防止して製造コストを低減することができる異形断面条及びその製造方法を提供する。
【解決手段】平板状条材23を圧延加工してなり、表面に薄板部31と厚板部30とからなる段差部33を備えた異形断面条32において、裏面であって薄板部31と厚板部30との境界部34に、他の部分とは表面粗さの異なる5mm以上の幅を有する領域61が長手方向に亘って形成されたものである。
(もっと読む)
研磨装置
【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
研削盤
【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
振れ精度測定方法および研削盤
【課題】振れ精度を研削中に測定できる振れ精度測定方法と、測定された振れ量に応じて触れ除去研削を実施できる研削盤を提供する。
【解決手段】工作物Wの研削中の1回転の間の、表面位置測定装置85で測定されるΘ=0の点Aの加工部の表面位置s0と、たわみt0を基準として、所定の回転角度Θiにおける変位変化Δsi=s0−siと、たわみの変化量であるたわみ変化Δti=t0−tiを用いて、回転角度Θiに対応する半径寸法変化を演算する。半径寸法変化に、工作物径測定装置83で測定される研削による工作物径の減少分(D0−D360)の、補正を加えて振れFiを演算し、Θ=0からΘ=360までの振れFiの値の最大差を加工部の振れ精度Fmとする。振れ精度Fmの大きさに基づき、振れ除去研削工程を実施する。
(もっと読む)
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
ロール研磨装置及びロール研磨方法
【課題】搬送用ロールの温度が変化した場合であっても押疵欠陥が発生することを抑制すること。
【解決手段】制御装置11が、電流負荷センサ8によって検出されるモータ3の電流負荷が温度センサ9によって検出された搬送用ロール20の温度に対応する所定の電流負荷範囲内になるように、搬送用ロール20に対する研磨ロール2の押込量を制御する。これにより、搬送用ロール20の温度が変化した場合であっても、押疵欠陥が発生することを抑制できる。
(もっと読む)
連続鋳造製品を研削するための装置
【課題】スラブをその都度所要の位置に運動させ、研削加工の間、この位置に安定した状態で保持することが簡単に可能となるようにする。
【解決手段】連続鋳造製品を研削するための装置が、保持装置8を有しており、該保持装置8が、連続鋳造製品1を互いに異なる2つの位置I,IIで緊締し、互いに反対の側に位置する2つの辺2,3,4,5の研削プロセスの間、ある時は鉛直な位置に保持し、またある時は水平な位置に保持するために形成されており、互いに異なる2つの位置I,IIが、連続鋳造製品1の長手方向軸線Lを中心として90゜だけ互いに回動させられている。
(もっと読む)
高精度加工装置
【課題】切削抵抗もしくは研削抵抗などの加工負荷に起因する工具の撓みを解消し、高精度加工を行うことができる高精度加工装置を提供する。
【解決手段】円柱形状の加工面を有し加工面を回転軸24にて回転する工具4を備え、ワーク1に工具4の円柱形状の加工面を回転させながら当接させて加工を行う高精度加工装置において、ワーク1に対して工具4の回転軸24を水平方向に旋回する旋回駆動モータ5と、旋回駆動モータ5の非加工時の出力値および加工時の出力値を取得するトルクセンサ17、旋回駆動モータ5の非加工時の出力値と加工時の出力値とから工具4の回転軸24に対する撓み量を算出して、撓み量を解消するための旋回の旋回量を決定する演算部14と、工具4の回転軸24が旋回の旋回量と成るように旋回駆動モータ5を制御する制御部16とを備える。
(もっと読む)
ワーク内面の研削方法
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
泡状クーラント液による研削方法と研削装置
【課題】 被加工物の防錆、洗浄、腐敗防止効果と研削屑の泡状クーラント液への吸着効果・分離効果を高めるとともに、設備の低減・ランニングコストの低減を図った泡状クーラント液による研削方法と研削装置を提供する。
【解決手段】 不活性ガスを電着砥石10の中心部10Aから砥石10B内を浸透して砥石外周面10Cに噴出させ、クーラント液Kは天然石鹸系発泡剤Sを混入した強アルカリ性液K1とし、この強アルカリ性液を上記砥石両側面から外周面に向けて噴射時に泡立ち作用させて泡状クーラント液KOとし、上記泡状クーラント液は電着砥石の加工点P及び全外周面を包囲して無酸素状態に冷却及び研削屑吸着する泡状クーラント液による研削方法・研削装置100とした。
(もっと読む)
長尺状ワークピースの研削方法
【課題】 Rx0.01μm、Ry0.10μm前後の鏡面を有する長さが5〜10mのT−ダイを製作加工する。
【解決手段】 平面研削装置の機枠6の前後に取り付けた一対のワーク表面クーラント液供給管20a,20bよりクーラント液を常時ワークwを固定する磁気チャック13表面に供給して磁気チャック表面全域にクーラント液膜を形成させてワーク全域温度を一定に保ち、ダイヤモンド砥石車3による2ステージ以上の研削加工を行う。
(もっと読む)
長尺状ワークピースの研削方法
【課題】 長さが5〜10mのT−ダイを真直度1.0μm以下の精度に加工したい。
【解決手段】 平面研削装置の機枠6の前後に取り付けた一対のワーク表面クーラント液供給管20a,20bよりクーラント液を常時ワークw表面に供給してワーク表面全域にクーラント液膜を形成させてワーク全域温度を一定に保ち、砥石車3による研削加工を行う。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
1 - 20 / 368
[ Back to top ]