
Fターム[3C043CC11]の内容
Fターム[3C043CC11]の下位に属するFターム
特性の異なる複数の砥石 (42)
Fターム[3C043CC11]に分類される特許
1 - 20 / 204
ブレーキドラムの研磨装置
両頭研削盤
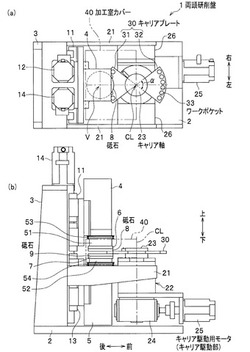
【課題】加工室カバーを小型化できると共に、加工室カバーの外部でキャリアプレートに対するワークの着脱を行うことができる両頭研削盤を提供する。
【解決手段】両頭研削盤1において、キャリアプレート30は、キャリア軸23を中心とする90度未満の中心角αを持つ扇形の外形形状を呈すると共にワークポケット33が複数形成された一対のキャリア部31,32を有し、キャリア軸23は、当該キャリア軸23の中心線CLの延長方向から見て、加工室カバー40の内外の境界部に設置され、キャリア軸23の回転に従って、キャリア部31,32が加工室カバー40の内部に対して出入りする。
(もっと読む)
円筒軸の製造方法及び印刷装置

【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
平面研削盤のワーク投入装置
【課題】保持空間内におけるワークの傾きに起因した噛み込みを防止し、ワークを確実に収納ポケット内に収納することができるワーク投入装置を提供する。
【解決手段】ワーク投入装置10は、ワークWを保持するための保持空間21が表裏に貫通するように形成された板状の保持プレート20と、保持空間21内にワークWを供給する供給機構30と、保持空間21内に供給されたワークWを下方に押す押出機構40と、保持空間21内の空気を吸引し、当該保持空間21内に供給されたワークWを保持面21a,21cに吸着して、当該ワークWを保持空間21内に保持するための吸引機構50とから構成される。ワークWを保持面21a,21cに吸着することで、その姿勢が変化するのを防止することができ、ワークWを確実に収納ポケット5内に収納することができる。
(もっと読む)
研削装置
【課題】研削装置における隣り合う領域を仕切り板によって遮断するとともに、研削ホイールと仕切り板との接触を確実に回避する。
【解決手段】隣り合う領域の境界に配設される仕切り板11を、ウォーターケース10に固定される上部仕切り板と上部仕切り板に上下動可能に配設される下部仕切り板とで構成し、下部仕切り板がチャックテーブル2aの通過を許容する最上位に移動したときにターンテーブル8を回転可能とし、下部仕切り板13が最下位に移動することで搬入出領域10aと複数の研削領域10b、10cとに区分されそれぞれの領域を遮断するようにすることで、チャックテーブルを仕切り板11に衝突させることなくターンテーブル8を回転させて装置を稼働させることができる。また、下部仕切り板13を上昇させることで、研削ホイールをあまり上昇させなくても、研削ホイールと仕切り板11とを接触させることなくターンテーブル8を回転させることができる。
(もっと読む)
サファイア基板の平坦化加工方法
【課題】サファイア基板をスループット20枚/時以上の市場要求を満足させる最適加工条件で平坦化加工して、薄肉化した反りのない加工基板を製造する方法および装置を提供する。
【解決手段】3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置で研削工程を行った後、2基のワーク吸着ヘッド22,22を備えるラップ盤とダイヤモンド砥粒を分散させたスラリーを用いてラップ加工を行い、表面粗さ(Ra)が20nm以下のサファイア基板を製造する。
(もっと読む)
ガラス板研磨装置の監視方法及び監視システム
【課題】本発明は、ガラス板の破損発生率を低減できるガラス板研磨装置の監視方法及び監視システムを提供する。
【解決手段】搬出部36におけるガラス板Gの破損を低減させるために、実施の形態では、画像処理部34で算出された実面積が基準面積となるように、液体塗布部14でのグリセリンの塗布量を、グリセリン制御部42によって制御する。すなわち、液体塗布部14において塗布されたグリセリンによる吸着部分が、剥離部22によって剥離された際に基準面積と略等しくなるように、グリセリンの塗布量をグリセリン制御部42によって制御する。例えば、ガラス板Gの非研磨面の全てを吸着シート12に吸着させるのではなく、吸着部分と非吸着部分を備えるとともに、前記吸着部分を所定のエリアに分割するように、グリセリン制御部42によってグリセリンの塗布量を制御する。
(もっと読む)
研磨装置、並びに磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体の製造方法
【課題】被研磨体を安定的に研磨できる、研磨装置を提供すること。
【解決手段】吊り機構80と、吊り機構80に吊るされた上定盤40と、上定盤40に対向する下定盤30と、上定盤40及び吊り機構80を軸継ぎ手55を介して昇降させるピストンロッド54及びシリンダ52を有する昇降機構50とを備え、上定盤40と下定盤30との間に配置された被研磨体を研磨する研磨装置であって、ピストンロッド54に連動するフランジ部120と、吊り機構80とフランジ部120との間に介在する制振機構100とを備えることを特徴とする、研磨装置。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
ガラス基板の研磨方法
【課題】ガラス基板の主表面を平坦度30nm以下に研磨することができる、EUVL光学基材用ガラス基板の研磨方法の提供。
【解決手段】両面研磨装置10のガラス基板22の両主表面を研磨するEUVL光学基材用ガラス基板の研磨方法であって、前記研磨パッド24が、微多孔が形成された表面層を有し、圧縮率が20%以上である第1の軟質プラスチックシートと、前記第1の軟質プラスチックシートの前記研磨面の背面側に接合された、圧縮率が20%未満である第2の軟質プラスチックシートと、を備えており、前記第2の軟質プラスチックシートの前記第1の軟質プラスチックシートが接合された反対面側をバフ処理した後、前記第2の軟質プラスチックシートのバフ処理された面を前記両面研磨装置の上下定盤の側にして、前記研磨パッドを該上下定盤に取り付けた状態で、前記研磨面側をドレス処理してから、前記ガラス基板の両主表面を研磨する。
(もっと読む)
同時研磨機
【課題】加工材料の加工時間を低減する。
【解決手段】1つの軸3の中心にある回転面12を研磨するための研磨機で、加工材料スピンドル1、心押し台2、および、2つの研磨スピンドル台6、6′を備えており、軸3が中心軸線を中心として、回転駆動可能に装着されており、その際、これら研磨スピンドル台6、6′が、これら回転面12に対して半径方向に送られ得、多数の個別研磨ディスク13、13′を有する研磨ディスクセット10、10′が設けられており、これら個別研磨ディスクの輪郭が、加工されるべき回転面12に適合されており、その際、研磨スピンドル台6、6′が、軸3の相対して位置している側に設けられており、これら研磨スピンドル台のスピンドル軸線14、14′の方向内において、相対して位置ずれされており、従って、全ての回転面12が同時に加工可能である。
(もっと読む)
円柱状インゴットの複合面取り加工装置ならびにそれを用いてワークに円筒研削加工およびオリフラ研削加工をする方法
【課題】円筒状インゴットブロックの外周面の円筒研削加工を短くしたい。およびワークの結晶方位を高精度に検出したい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500を配置した複合面取り加工装置1とし、円筒研削装置500でワーク外周面の皺を取り除いた後に、円筒研削加工されたワークの結晶方位をXRD機600で検出、マーキング
する。
その後、前記円筒研削装置500を用いてワークのオリフラ研削加工を行う。
(もっと読む)
サファイア基板の平坦化加工装置および平坦化加工方法
【課題】 サファイア基板を高スループットで平坦化加工して薄肉化した反りのない異物の付着が少ない加工基板を製造することができる平坦化加工装置の提供。
【解決手段】 3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置30と、2基のワーク吸着ヘッド22,22を備えるラップ盤20間のサファイア基板の移送を多関節型搬送ロボット4のアーム4aを利用して行う。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
ガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計
【課題】ガラス基板の接合面の表面精度の向上を図り、キャビティ内の気密を確保することができるガラス基板の研磨方法、パッケージの製造方法、圧電振動子、発振器、電子機器並びに電波時計を提供する。
【解決手段】研磨剤を供給しつつリッド基板用ウエハ50の接合面53を研磨する、研磨工程を有するガラス基板の研磨方法であって、研磨工程は、研磨剤に酸化セリウムを主成分とする第1研磨剤を用いてリッド基板用ウエハ50の接合面53を研磨する前段ポリッシュ工程と、研磨剤にコロイダルシリカを主成分とする第2研磨剤を用いてリッド基板用ウエハ50の接合面53を研磨する後段ポリッシュ工程と、を有することを特徴とする。
(もっと読む)
研磨装置
【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板
【課題】主平面の研磨工程での研磨パッドの目詰まりを抑制して、ドレス処理の頻度を低減するとともに研磨速度を安定させ、主平面の平滑性に優れ、異なるロットのガラス基板間の板厚のばらつきが小さい磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研磨工程と、洗浄工程とを備え、前記主平面研磨工程は、前記ガラス基板の主平面を両面で5μm以上の研磨量で研磨する粗研磨工程を有する。そして、前記粗研磨工程では、気泡を含有し、研磨面に開口する前記気泡の平均直径が80〜300μmであり、かつ1.1〜2.5%の圧縮率を有する研磨パッドと、砥粒を含有する研磨液を用いて主平面を研磨することを特徴とする。
(もっと読む)
ワークの複合面取り加工装置およびそれをもちいる複合面取り加工方法
【課題】円筒状インゴットブロック(ワーク)の外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプの円筒粗研削装置500a,500bおよび円筒仕上げ研削装置700a,700bの4台を設け、4台の円筒研削装置500a,500b,700a,700bのワークの面取り加工作業を同時間帯に平行に稼動できるように、ワーク
の搬送ロボット200を付随させた。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
研削盤
【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
1 - 20 / 204
[ Back to top ]