
Fターム[3C043CC13]の内容
Fターム[3C043CC13]に分類される特許
1 - 20 / 150
床面用横回転研削機器における研削工具の引っ掛かり防止部材
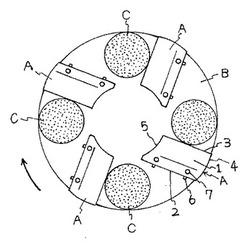
【課題】 研削機器による研削性を損なうことなく、段差や突起物に対する引っ掛かり現象を効果的に解消し、研削機器本体にも負担が係らずに操作性を向上ならしめた床面用横回転研削機器における研削工具引っ掛かり防止部材を提供する。
【解決手段】 研削盤に付設してなる研削工具に対して機器動作時に該研削工具の進行方向位置に段差等の障害物を乗り越え得る傾斜形状の乗り越え面を有してなる部材を設けたことを特徴とする。
(もっと読む)
サファイア基板の平坦化加工方法

【課題】サファイア基板をスループット20枚/時以上の市場要求を満足させる最適加工条件で平坦化加工して、薄肉化した反りのない加工基板を製造する方法および装置を提供する。
【解決手段】3軸の研削砥石ヘッド34hc,34hm,34hfを備える研削装置で研削工程を行った後、2基のワーク吸着ヘッド22,22を備えるラップ盤とダイヤモンド砥粒を分散させたスラリーを用いてラップ加工を行い、表面粗さ(Ra)が20nm以下のサファイア基板を製造する。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
異形断面条及びその製造方法
【課題】表面粗さの低減による品質向上を図り、且つ、表面粗さ不良を防止して製造コストを低減することができる異形断面条及びその製造方法を提供する。
【解決手段】平板状条材23を圧延加工してなり、表面に薄板部31と厚板部30とからなる段差部33を備えた異形断面条32において、裏面であって薄板部31と厚板部30との境界部34に、他の部分とは表面粗さの異なる5mm以上の幅を有する領域61が長手方向に亘って形成されたものである。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置
【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
圧粉磁心及びその製造方法、並びにコイル部品
【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
研磨用キャリア及び該キャリアを用いたガラス基板の研磨方法及びガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】本発明は研磨用キャリアを構成する繊維からガラス基板を保護することを課題とする。
【解決手段】研磨用キャリア20Aは、繊維質シート体30と、シート体30に含浸される樹脂製含浸体40とを積層した複合材料により成型される。繊維質のシート体30は、繊維32と樹脂製含浸体40とを積層してなり、繊維32の繊維質シート体30を複数枚積層したものである。研磨用キャリア20Aは、樹脂材料のみにより形成された保持穴緩衝領域50と、繊維質シート体30と樹脂製含浸体40により形成された保持穴補強領域60とを有する。保持穴緩衝領域50は、ガラス基板保持穴21の内周壁面25に複数の凹部26が配されており、繊維が存在しないため、弾性変形しやすい。また、凹部26は、内周壁面25から外側の所定距離の範囲La内に形成されている。
(もっと読む)
研削ホイール、および、両頭研削加工方法
【課題】チップの摩耗が進展した場合でも、ウェーハの品質を維持可能な研削ホイールを提供する。
【解決手段】研削ホイール3は、略板状のホイールベース91と、ホイールベース91の一面から環状に突出するように設けられ、ウェーハに押し当てられる砥石32と、を備え、砥石32は、環状の外周方向に沿って設けられた複数のチップ322を有し、隣り合うチップ322の間隔寸法は、チップ322の先端側よりも基端側の方が大きくなるように設定されている。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工法
【課題】超砥粒をビトリファイドボンドで結合した超砥粒層を有するビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定し切れ味の良好なビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工法を提供する。
【解決手段】超砥粒層には分散して配置された球状の小径気孔と、分散して配置された球状の中径気孔と、分散して配置された球状の大径気孔を含む。小径気孔はビトリファイドボンドが微少破砕して切れ味を維持することに作用し、中径気孔は超砥粒層の気孔率を上げることに作用し、大径気孔は切り屑の排出をスムーズにすることに作用する。小径気孔の平均気孔径は0.1〜2μm、中径気孔の平均気孔径は10〜50μm、大径気孔の平均気孔径は80〜200μmであることが好ましい。
(もっと読む)
基板の研磨装置
【課題】被研磨物を保持するワークキャリアと定盤との視認性を向上することにより、被研磨物をワークキャリアに設けられた保持孔にセットする作業性を向上できる基板の研磨装置を提供すること。
【解決手段】本発明に係る基板の研磨装置は、上面に第1の研磨体が配置された下定盤と、該下定盤の上方に上下動自在に支持され、下面に第2の研磨体が配置された上定盤と、第1,第2の研磨体間に配置され、ワークを保持可能な保持孔を有するワークキャリアと、上定盤及び下定盤を、軸線を中心として回転駆動する駆動装置と、ワークキャリアを回転駆動するワークキャリア駆動装置と、を具備し、第1の研磨体は、着色剤により着色されている。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
片面研削方法および装置
【課題】縦長のワークについて、ワーク高さを均一に加工するとともに、その一平坦面を中凸面形状に研削加工することができる片面研削技術を提供する。
【解決手段】回転する砥石車1の平坦な研削砥石面1aと、砥石車1に対向して固定的に配置した押えガイド2の研削案内面2aとから形成された研削部GPに、ワークWを通し送りしながらその底面Wbを片面研削する。押えガイド2の研削案内面2aは、ワークWの研削代分hを研削する研削砥石面1aの部位に対向して配置される切込み傾斜案内面5と、切込み傾斜案内面5に連続して設けられる研削砥石面1aと平行な平坦案内面6と、平坦案内面6に連続して設けられる切込み傾斜案内面5と逆の傾斜とされた逃し傾斜案内面7とを備えてなる。
(もっと読む)
ワーク研削装置、ワーク研削方法、エンジンバルブ研削装置、及びエンジンバルブ研削方法
【課題】同一の設備で、短時間のうちに粗研削から仕上げ研削までを行って高精度な仕上げ面を得ることができるワーク研削装置、ワーク研削方法、エンジンバルブ研削装置、及びエンジンバルブ研削方法を提供する。
【解決手段】ワーク2を把持して研削砥石19によりワーク2の被加工面4Cを研削するワーク研削装置3において、前記研削砥石19が、一の砥石体の研削面25に粗研削を行う粗研削領域25C1と仕上げ研削を行う仕上げ研削領域25C2とを区別して備え、粗研削領域25C1を被加工面4Cに当接させて、トラバース加工により被加工面4Cの粗研削を実施し、仕上げ研削領域25C2を粗研削実施後の被加工面4Cに当接させて、プランジ加工により被加工面4Cの仕上げ研削を実施する構成とした。
(もっと読む)
円筒内面部の加工方法
【課題】容易に円筒内面部の内径、面荒さ及び同軸度の精度を向上させることができる加工技術を提供することを課題とする。
【解決手段】円筒内面部の加工方法は、単層砥粒21を整列配置した砥石13を筒状のツールホルダ11の周方向に略等ピッチで複数列設けた中ぐり工具10を準備する工程と、中ぐり工具10を被研削物14の円筒内面部15に進入させて研削する工程と、からなる。
【効果】砥石がツールホルダの周方向に略等ピッチで配置されているので、周方向から軸の中心に向けてバランス良く力を受け、ツールホルダが撓むことがなく円筒内面部をバランス良く研削でき、容易に加工精度を向上させることができる。
(もっと読む)
ガラスの製造方法
【課題】本発明は、従来と比較して表面における傷の発生を抑制したガラスの製造方法を提供する。
【解決手段】ガラス基板の表面を研磨処理する研磨工程と、前記研磨処理されたガラス基板をウェットエッチングするエッチング工程と、を含んでなるガラスの製造方法において、前記研磨工程は、平均砥粒径(又はD50)が0.05〜2.0μmである研磨砥粒を用い、硬度(ショアA硬度)が30〜80の研磨パッドにより0.02〜15kPaの研磨圧で研磨処理するガラスの製造方法。
(もっと読む)
トロイダル型無段変速機のディスクの研磨方法およびトロイダル無段変速機のディスクの研磨装置
【課題】ディスクの加工を精度良く行うことができると共に、ディスクを量産できるトロイダル型無段変速機のディスクの研磨装置および研磨方法を提供すること。
【解決手段】第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42との間に第1砥石1を挟持した状態で、第1ディスク10と第2ディスク11とを同時で回転させて、第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42とを同時に研磨する。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】キャリアを小径化せずにピンの端面の曲率半径(R2)をさらに小さくすることができる動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】中心軸3z周りに回転する回転体であって、外周近傍にピン1の両端面1aを研削する一対の砥面3bを有する砥石3と、中心軸3zと平行な中心軸2z周りに回転する回転体であって、ピン1を、中心軸3zに平行な姿勢で保持するキャリア2とを有する研削装置を用いてピンの研削を行う場合において、一対の砥面3b間にキャリア2によりピン1を挿入して通過させるとき、最深位置の前位置ではキャリア2の中心軸2zを砥石3の中心軸3zに変位量Δxだけ近づけ、最深位置では中心軸2zを元に戻して中心軸3zから遠ざけ、そして、最深位置の後位置では再び中心軸2zを中心軸3zにΔxだけ近づける、という進退動作をキャリア2が実行する。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、側面部の平滑性に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、側面部の平滑性に優れる磁気記録媒体用ガラス基板に高い生産性で研削する端面研削方法、及び該端面研削方法を用いた端面研削工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の内周側面または外周側面の少なくとも一方を、砥粒を結合材で固着した砥石を用いて研削する端面研削工程において、前記砥粒はレーザ回折散乱方式の粒度分布測定装置を用いて測定した粒子径の最大粒子径dmaxと最小粒子径dminとの差である砥粒粒度分布幅△d(=dmax−dmin)が23μm以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
エンジンバルブの研削加工方法
【課題】SUH35(JIS G4311)からなるエンジンバルブを研削加工する際に、シャフトの端部の被研削面に早期に研削焼けが生ずるのを抑制するエンジンバルブの研削加工方法を提供する。
【解決手段】cBN硬質砥粒を備える電着砥石で研削加工する際の条件について検討を行った。その結果、研削の際に研削部分に供給される加工油(本願において、研削油、という)を選択することにより、研削焼けが生じるまでの期間を劇的に延ばすことができ、さらに、電着砥石に固着される硬質砥粒を特定することにより、この期間を延ばすことができる。つまり、本発明は、SUH35からなるエンジンバルブを研削の対象とし、cBN硬質砥粒を備える電着砥石で研削加工するものであり、動粘度が12mm2/s以下の不水溶性の研削油を用いることを特徴とする。
(もっと読む)
1 - 20 / 150
[ Back to top ]