
Fターム[3C045DA13]の内容
Fターム[3C045DA13]に分類される特許
1 - 18 / 18
ロボットおよびワーク加工システム
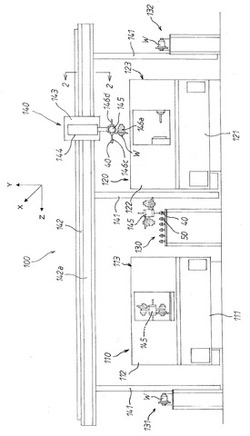
【課題】加工装置にワークおよび加工ユニットを着脱するロボット、およびそれを用いたワーク加工システムを提供する。
【解決手段】中空ワークWを回転駆動する主軸21を回転可能に支持した主軸台11と、主軸台に対向して配設された心押台12と、工具42、52を径方向に移動可能に保持した加工ユニット40、50と、主軸台と心押台に進退移動可能に設けられ中空ワーク内に挿入された加工ユニットを両側より回転不能に挟持する一対のユニット保持アーバー25、31と、一対のユニット保持アーバーの協働により加工ユニットを軸線方向に移動させる軸線方向移動手段48と、一方のユニット保持アーバー内を通して工具を径方向に移動させる径方向移動手段47とによって構成された中空ワーク内面加工用の加工装置に用いるロボット140で、ロボットは、加工装置に中空ワークおよび加工ユニットを着脱するものである。
(もっと読む)
中空ワークの内面加工装置

【課題】加工ユニットに設けた刃具を旋回させることにより、内側球面を高精度に加工できる中空ワークの内面加工装置を提供する。
【解決手段】中空ワークWを回転駆動する駆動主軸30を回転可能に支持した主軸台11と、主軸台に対向して配設された心押台12と、刃具を保持し中空ワーク内に挿入される加工ユニット40と、主軸台および心押台にそれぞれ進退移動可能に設けられ中空ワーク内に挿入された加工ユニットを両側より回転不能に挟持する一対のユニット保持アーバー25、31と、一方のユニット保持アーバー内を通して加工ユニットに保持された刃具をユニット保持アーバーの軸線と直交する軸線の回りに旋回させる旋回手段58とによって構成した。
(もっと読む)
微細凹部加工方法及び微細凹部加工機
【課題】加工精度、ピッチ精度がよく、バラツキの少ないレンズ用金型又は多数のレンズを有するレンズアレイ用金型等を加工するための微細凹部加工方法及び加工機を提供。
【解決手段】ワーク加工面4aを水平テーブル2に垂直に保持し、該加工面に垂直に対向する回転主軸7に軸線10と切れ刃の先端9bとが一致するようにバイト9を取付ける。加工すべき微細凹部11に対して、回転主軸を連続回転させかつバイト先端のすくい面9cが常にバイト進行方向になるようにワーク加工面とバイト先端とを加工面に対して前後方向、上下方向、左右方向に相対移動させて加工する。バイト先端を微小R形状とし、バイトの切れ刃先端を微細凹部の外側から中心に向かって螺旋状に相対移動させる。
(もっと読む)
圧造球体の成形方法及び玉軸受用鋼球の製造方法
【課題】圧造球体に残存したバリを除去する成形方法において、騒音の低減、スラッジレス化等を図ることである。
【解決手段】
圧造された球体15のバリを除去する成形方法において、従来の粗研削による方法に替えて、旋盤の主軸11に設けた冶具13、14等で球体15を把持しその外周面に球面旋削を施す方法を採用した。
(もっと読む)
切削加工方法および加工装置
【課題】被加工物を回転させながら、その回転中心からオフセットした位置に複数の曲面を創成する切削加工において、曲面の加工形状に制約を生じることなく、加工効率および加工精度の向上を実現する。
【解決手段】工作物スピンドルに保持されて回転する被加工物3に対して、被加工物3の回転中心C0からオフセットした位置に中心を持つ複数の曲面3aを形成する切削加工において、工具の工具軌跡5bを回転中心C0を中心とする螺線状とし、被加工物3の加工深さ方向(紙面に垂直な方向)に当該被加工物3を工具に対して進退変位させることで、複数の曲面3aを被加工物3に一括して効率よく高精度に切削加工にて形成する。
(もっと読む)
デフ・ケース及びその加工方法、デファレンシャル装置
【課題】リング・ギヤ剛性或いは設計の自由度を向上させることを可能とする。
【解決手段】ケース壁部5の外面にリング・ギヤ取り付け用のフランジ部7を周回状に有し、同内面に、ピニオン・ギヤ17,19及びピニオン・ギヤ17,19に噛み合うサイド・ギヤ23,25の球面状の凸背面部17a,19a、23a,25aをそれぞれ摺動可能に支持する同心球面状のピニオン・ギヤ凹支持面部9(11)及びサイド・ギヤ凹支持面部13,15を形成したデフ・ケース3であって、サイド・ギヤ凹支持面部13,15の大きさを、サイド・ギヤ23,25の球面状の凸背面部23a,25aの摺動径の大きさよりも小さく設定したことを特徴とする。
(もっと読む)
球面加工方法および球面加工装置
【課題】開口部が形成された中空のワークの内壁面を簡易な構成で精度よく球面加工する。
【解決手段】中空のワークWに形成された開口部から主軸に装着された工具40をワークW内に挿入し(図(a)参照)、工具40の回転中心がワークWの回転中心と略直交するよう工具40を移動させ(図(b)参照)、主軸からの回転動力によって工具40に取り付けられた加工チップ49を回転させると共にワークWを徐々に回転させる(図(c),(d)参照)。この結果、加工チップ49の円状の回転軌跡を重ね合わせるように球面加工がなされるので、開口部が形成された中空のワークWの内壁面を簡易な構成で精度よく球面加工することができる。
(もっと読む)
切削加工装置および切削加工プログラム
【課題】 精密な切削加工を行うには、鋭利な刃先を有する工具が必要となる。しかし、ゲルマニウムやシリコン等の脆性材料の加工においては、ダイヤモンド工具を用いるが、アルミや銅などの軟質金属の切削に比べ、工具磨耗が激しい。そのためには、工具の磨耗を抑え、工具の長寿命化を図る必要がある。
【解決手段】 円弧形状をした切削チップを取り付ける工具シャンクと、その工具シャンクに2軸の並進運動と1軸の回転運動を同時に制御する工具台を有し、被加工物を所望形状に、切削チップで加工する3軸制御加工装置において、切削チップを右から左へ移動させる場合、所望形状の法線角度の変化以上に切削チップの加工点を左から右へ移動するように回転させる。
(もっと読む)
眼鏡用レンズ前駆体、眼鏡用レンズ及び同レンズの加工方法
【課題】レンズ有効領域の外側に設けられる面取り部分を迅速に形成させることができる眼鏡用レンズの加工方法及びその加工方法で加工された眼鏡用レンズ前駆体、眼鏡用レンズを提供すること。
【解決手段】支持された材料ブロックをNC旋盤装置によって加工して材料ブロックの裏面を所定の3次元的な面形状に加工する眼鏡用レンズの加工方法であって、レンズ有効領域の外周部分に面取り部を形成する加工工程においてバイトに材料ブロックが一回転する間に材料ブロックの裏面に対して相対的に材料ブロックの周方向に設定された所定の加工基準位置P1(P2)において最も進出し、加工基準位置P1(P2)から離間するほど進出量が少なくなるとともに、最も進出した位置を含む所定の進出状態でのみ材料ブロックと接触して材料ブロックを加工させるようにして丸レンズ11を作製する。
(もっと読む)
球面の切削加工方法
【課題】この発明は、従来の球面の切削加工の方法を、新たな方法に変えることにより、被切削物の先端部に均一な球面が形成できる球面の切削加工方法を開発し、提供することにある。
【解決手段】旋盤等の機械に装着された被切削物(1)を切削加工するに際して、被切削物(1)の軸芯(X)方向より、適宜の角度(α)を有した位置で、回転する刃物(Y)を当接し、被切削物(1)の縁面(1a)より、直径方向(Z)に被切削物(1)の軸芯(1b)を通り、他の縁面(1c)に向けて切削することを特徴とする球面の切削加工方法から構成される。尚、刃物(Y)は、モータ等の駆動源(図示せず)により動力で回転するものであり、回転する被切削物(1)に当接して加工するものであり、被切削物(1)の端面を加工した状態が、図1(b)に示すようになり、刃物(Y)によって切削されたバイト目(2)となる。
(もっと読む)
光学素子、光学素子成形用金型及び成形金型の製造方法
【課題】従来とは異なる手法により高画質な像を形成できる光学素子、光学素子成形用金型、及び成形金型の製造方法を提供する。
【解決手段】加工方法を工夫することで、境界部形成部Mrの断面における円弧形状の曲率の半径を小さく抑えることができるので、転写形成される境界部RLの断面における円弧形状の曲率半径を小さく抑えることができ、結像に用いられない不要光を減少させることで、高画質な像を得ることができる。
(もっと読む)
デフケース内面加工装置および加工方法
【課題】デフケース内の互いに対向する両座面の加工を精度よく行うデフケース内面加工装置および加工方法を提供する。
【解決手段】NC送りユニット7に設けた加工機の主軸13に主軸側ドライバ15を設け、油圧送りユニット39に設けた油圧送りシリンダ41に油圧シリンダ側ドライバ17を設ける。これら各ドライバ15,17を、デフケース3の軸孔に挿入して内部の球面カッタを両側から挟持する。また、油圧送りユニット39のガイド部45に設けた連結用油圧シリンダ51のピストンロッド53を、NC送りユニット7の可動部11に設けたクランプ機構57によりクランプ固定して連結し、NC送りユニット7の動作で、主軸側ドライバ15を、球面カッタおよび油圧シリンダ側ドライバ17とともに一体的に進退移動させて、デフケース3内の互いに対向する球面座を押し付けて加工する。
(もっと読む)
切削加工方法、光学素子及び金型
【課題】切削加工方法、光学素子及び金型において、光学素子又はこの光学素子用の金型の回転軸対称形状曲面の面精度を高める。
【解決手段】光学素子又はこの光学素子を成形するための金型を被加工物9として回転させ、この回転させた被加工物9に刃先が円弧形状の切れ刃を有する工具8を接触させることにより、被加工物9に回転軸対称形状曲面を切削加工する切削加工方法において、工具8を所定範囲内で旋回させることにより、工具8と被加工物9との加工作用点を工具8の切れ刃の稜線方向に移動させながら、被加工物9の回転軸対称形状曲面を切削加工するようにする。
(もっと読む)
タレット旋盤
【課題】 ワークの工具にかかる負荷が安定し、球面状に精度良く加工でき、かつタレットインデックスクリアランスを小さくでき、旋盤の大型化を抑制することのできるタレット旋盤を提供する。
【解決手段】 タレット旋盤は、ワークWを支持可能な主軸と、周囲に複数の工具を装着自在であって、1つの工具65を主軸に支持されたワーク側に旋回して割出せるタレット16とを備える。前記工具の少なくともに1つは、タレット16の周囲に取り付けた工具旋回ユニット17に装着されたものであり、この工具旋回ユニット17は、前記ワークWを球面状に加工するために、工具65がほぼワークWの球面中心に向かう姿勢を維持した状態で工具65の刃先65aを円弧軌跡上で旋回させる。前記タレット16は、前記工具旋回ユニット17を駆動する旋回駆動機構を内蔵する。前記工具旋回ユニット17は、タレット16の旋回中心線と直交する工具旋回中心線O2回りに工具65を旋回する。
(もっと読む)
転がり軸受
【課題】 ノズル部分の発錆の恐れがなくて、ノズル部分での錆の詰まりによる軸受の潤滑不良や、錆の混入による軸受の早期寿命を招くことのない工作機械主軸用間座を提供する。
【解決手段】 工作機械の主軸11を支持する転がり軸受1に隣接して使用され、転がり軸受1に潤滑油を吐出するノズル孔7を有する工作機械主軸用間座Aである。前記ノズル孔7が形成された樹脂製のノズル孔形成部材6と、このノズル孔形成部材6を取付けた間座本体8とでなるものとする。
(もっと読む)
内部切削加工用切削工具の送り装置
切削加工する工作物内部に位置するポジションに静的切削工具を送ることが可能な装置。同切削工具は、工作物内部に少なくとも1つの面を切削加工するために使用される。同切削工具は、少なくとも1つの軸方向に移動可能なドライブ/サポートスピンドルを有する電子制御工作機械を併用して操作可能とされる。切削工具本体は、少なくとも1つのカッタおよび電子制御工作機械の軸方向に移動可能なドライブ/サポートスピンドルを受容するのに適した開口を有する。可動のキャリッジが、工具本体が電子制御された工作機械の軸方向に移動可能なドライブ/サポートスピンドルとの同軸整合から離隔されるホームポジションと、工具本体の開口が電子制御された工作機械の軸方向に移動可能なドライブ/サポートスピンドルに対して同軸に調芯されるレディーポジションとの間で、工具本体を解放可能に支持しかつ移動させるために使用することが可能とされる。同キャリッジは、電子制御された工作機械の移動可能なドライブ/サポートスピンドルに対して切削工具本体の支持をキャリッジがレディーポジションにあるときに移動させるために使用することが可能とされる。 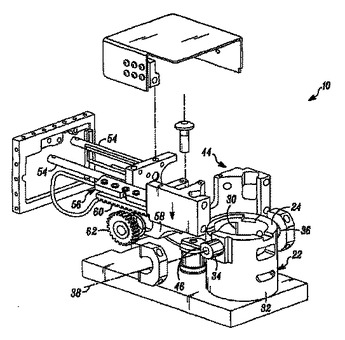 (もっと読む)
(もっと読む)
回転軸対称曲面の加工方法、回転軸対称曲面加工装置
【課題】軸非対称誤差のない高精度な軸対称非球面形状を短時間で加工することが可能な回転軸対称曲面加工技術を提供する。
【解決手段】Z軸テーブル11に搭載され、回転するC軸12に加工対象物50を保持させ、X軸テーブル15上に搭載されたW軸14に支持された加工工具13によって軸対称非球面形状の加工を行う加工機10において、X軸テーブル15に搭載された機上計測器20にて、加工後の軸対称非球面形状の測定を行い、Z軸方向における前記理想形状との誤差dzの分布を与える関数f(x,θ)を求め、本来の軸対称非球面形状を定義するg(x)をもちいて、z=g(x)−f(x,θ)にて生成された加工プログラムを用いて補正加工を行う。
(もっと読む)
差動ケースの内面加工方法及び内面加工装置
【課題】差動ケースをチャック機構に把持したままの状態で、差動ケース内の複数箇所の内面を正確に加工することができる差動ケースの内面加工方法と、その方法の実施に適した差動ケースの内面加工装置とを提供する。
【解決手段】差動ケース10の中心線Cを回転軸線として一体回転可能なチャック機構30を用いて、差動ケース10を把持する。チャック機構30及び差動ケース10の回転時に、チャック機構30側のセンターシャフト42及びサドル100側のシャフト101によってギア収納室11内にて挟着支持された平面カッター202で一対のギア用平面座15を形成する平面座加工、並びに、右側円筒部13から挿入したロングバイトで各円筒部12,13の内周面を切削加工する内周面加工を行う。その後、チャック機構30から差動ケース10を取り外し、別の装置で差動ケース10の他の内外面に加工を施す。
(もっと読む)
1 - 18 / 18
[ Back to top ]