
Fターム[3C046BB00]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | バイト、中ぐり工具の特殊機能 (136)
Fターム[3C046BB00]の下位に属するFターム
Fターム[3C046BB00]に分類される特許
1 - 7 / 7
ハイス工具
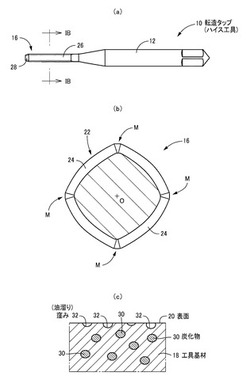
【課題】ハイス工具の耐摩耗性を大きく低下させることなく潤滑性能を向上させる。
【解決手段】焼入焼戻し処理によって工具基材18に生成された炭化物30が所定の溶剤によって溶かして除去されることにより、工具基材18の表面20に多数の窪み32が形成され、その窪み32が油溜りとして用いられることにより、潤滑油剤を用いてねじ転造加工を行う際の潤滑性能が向上する。その場合に、炭化物30は硬質であるため、それが除去されることにより工具基材18の耐摩耗性が低下することが避けられないが、従来の水蒸気処理によって設けられる多孔質の酸化膜に比べると高い耐摩耗性が得られ、油溜り(窪み32そのもの)による潤滑性能の向上効果が長時間に亘って得られるようになって耐久性が向上する
(もっと読む)
切りくず誘導機能付き切削工具およびその切削加工方法

【課題】 詰まりを生じることなく、切りくずのカールを矯正できて、さらに切りくずを所望の方向に矯正して誘導することができる切削工具、およびその切削加工方法を提供する。
【解決手段】 この切削工具1は、すくい面4に、切れ刃稜線5から延びて切りくず10を案内する誘導溝7を有する。この誘導溝7は、溝幅が切りくず10の幅よりも狭く、切りくず10のすくい面側の一部を入り込ませて切りくず10を案内する。すくい面4に、さらにカバー4を設けても良い。誘導溝7の代わりに、誘導突条を設けても良い。
(もっと読む)
切りくず処理機能付き工作機械
【課題】 切りくずを所望の方向に誘導することができ、連続的な切りくず処理が行えると共に、切削抵抗、動力、熱、工具摩耗等を減少させることができる工作機械を提供する。
【解決手段】 ワークWから流出する切りくず10を連続的に処理する切りくず処理手段12と、この手段12より切れ刃稜線5に近い位置で切りくず10に引っ張り力を与える引張力付与手段11と、この手段11に対して切りくず10を誘導する切りくず誘導手段6とを備える。切りくず誘導手段6として、切削工具1のすくい面に誘導溝7を設ける。誘導溝7は、溝幅が切りくず10の幅よりも狭く、切りくず10のすくい面側の一部を入り込ませて切りくず10を案内する。
(もっと読む)
切削工具
【課題】特に工具への溶着が発生し易い被削材の端面加工において、振動による溶着低減効果を得つつ、仕上げ面や寸法精度への悪影響を抑制可能な切削工具を提供する。
【解決手段】切削工具は、切刃部分2とバイト本体部1とを備える。バイト本体部1は、第1と第2バイト構成部9,10を有する。第1バイト構成部9は上面側柄部9bを含み、第2バイト構成部10は底面側柄部10bを含む。上面側柄部9bと底面側柄部10bとの間に板状部材5を配し、板状部材5の上下面をこれらと接触させる。板状部材5は、バイト本体部1を貫通して該バイト本体部1の両側面に達し、バイト本体部1のヤング率以下かつバイト本体部1の減衰率以下の材料で構成される。
(もっと読む)
切削工具および機械加工装置
【課題】加工対象物の加工精度、加工品質を向上させ、かつ切削工具の長寿化する切削工具および機械加工装置を提供する。
【解決手段】
切削工具1が切断ブレードに圧電素子2をエポキシ樹脂により接合した構成であり、この切削工具1が回転軸3の先端に取り付けられた第1のフランジ4aと第2のフランジ4bとで挟持されると共に、回転軸3のねじ部に螺着した締め付け用ナットにより固定される。そして、図示しないモータの電源をいれ回転軸3を約12000回転/毎分の回転させる。次に回転する円盤状の切断ブレードと図示しない加工対象物に冷却水をノズルから与え、加工対象物のガラスを切断または溝入れする。
(もっと読む)
特にクランク軸加工のためのカッティングインサート
本発明は、カッティングインサート(10)であって、基本体を備えており、基本体が、支持面と、支持面に対して間隔を有して配置されたカバー面と、支持面とカバー面とを結合する側面(101,102)とを備えており、2つまたは3つ以上の隣接する面が、カッティングエッジ(103,104,105)を形成している形式のものに関する。本発明によれば、支持面が、カッティングインサート(10)とは異なる、別の切削作業に適したジオメトリを有するカッティングチップ(11)の支持面と着脱不能に結合されている。 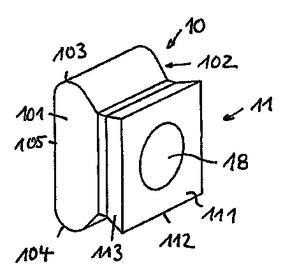 (もっと読む)
(もっと読む)
切削工具
【課題】 切りくずが加工溝内に滞留することを防止し、工具およびワークの損傷を防止する切削工具を提供する。
【解決手段】 T溝切削バイト1は、シャンク2先端部分にチップ3および壁部材4が設けられる。チップ3は、T溝を切削するために、その主切れ刃3aの稜線が切込み運動方向と略平行となるように設けられる。壁部材4は、平板形状であり、切込み運動方向および送り運動方向に略平行に、主切れ刃3aの反対側のシャンク側面に設けられる。この壁部材4は、少なくともチップ3のすくい面から主運動方向に延びるように設けられる。
(もっと読む)
1 - 7 / 7
[ Back to top ]