
Fターム[3C046CC00]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | バイト、チップの刃先形状 (415)
Fターム[3C046CC00]の下位に属するFターム
ノーズ部の特徴 (76)
ホーニング (35)
チャンファリング、面取り (25)
SWC
逃げ面、角の特徴 (86)
すくい面、角の特徴 (109)
逃げ面、すくい面の関連 (27)
Fターム[3C046CC00]に分類される特許
1 - 20 / 57
クーラント供給を強化した切削アセンブリ

【課題】クーラント供給を強化した切削アセンブリを提供する。
【解決手段】工具ホルダは、下部座部を有する下部延長部と、上部座部を有する上部延長部とにヘッド部分を分離して、切削インサートを保持するスロットを含むヘッド部分を有する。ヘッド部分は、クーラント源からクーラントを収容するクーラント進入通路と、切削インサートに向かってクーラントを放出するクーラント供給通路とを含む。切削インサートは、上方に延在する隆起部を有する頂面を含み、隆起部は、切削インサートを工具ホルダのヘッド部分に堅固に取り付けるために工具ホルダによって係合されることができる。さらに、切削インサートは、切削インサートと被加工物との界面に供給されるクーラントの流量を増やすためにクーラント放出口の反対側に直接位置付けされる切削インサートの頂面に形成されたクーラント流路を含む。
(もっと読む)
切削チップおよび内径加工用切削工具

【課題】 切刃部に効率よく切削油を供給できるとともに、かつ低コストで容易に製造できる切削チップおよび内径加工用切削工具を提供する。
【解決手段】 棒状のシャンク部2と、シャンク部2の先端に設けられるとともに小径の棒状で長手方向に貫通孔12を有するアーム部3と、貫通孔12の少なくとも一部を露出させた状態でアーム部3の先端にロウ付けされるとともに先端側方に切刃5を備えた切刃部4とを具備する切削チップ1をホルダ20に装着した内径加工用切削工具Tである。
(もっと読む)
溝切り操作および突切り操作のための切削工具
【課題】溝切り操作及び突切り操作のための切削工具およびインサートを提供すること。
【解決手段】本発明においては、工具ホルダであって、基部支持表面と、該基部支持表面から突出する少なくとも第1側部支持表面および第2側部支持表面とにより局限されたポケットを備えるという工具ホルダと、上記ポケット内に解除可能に固着可能な切削用インサートであって、該切削用インサートが、ブレード部分と、該ブレード部分から突出する側部表面を備える基礎部分とにより形成され、上記基礎部分は、該基礎部分の第1側部表面および第2側部表面が上記ポケットの第1側部支持表面および第2側部支持表面に夫々接触する如く、上記ポケット内に受容されるという切削用インサートとを備え、上記第1側部表面は、上記切削用インサートの内側に向かう凹所を備え、上記第1側部支持表面は上記切削用インサートの内側に向かう相補的な突出部を備える。
(もっと読む)
微細複製工具を作製するための整列マルチダイヤモンド切削工具組立体及び該切削工具組立体を作製する方法
【課題】微細複製工具に溝を作製する際に用いる切削工具組立体及びその作製方法の提供。
【解決手段】切削工具組立体には、取付け構造体及び10マイクロメートル未満の許容誤差で取付け構造体内で整列している複数のダイヤモンドが備わっている。例えば、第1及び第2のダイヤモンドチップを備えている第1及び第2の工具シャンクは、第1のダイヤモンドチップの切削位置と第2のダイヤモンドチップの切削位置が一致するように、取付け構造体内に位置決めすることができる。しかしながら、第2のダイヤモンドチップは、第1のダイヤモンドチップよりも、さらに取付け構造体から離れた既定の距離に配置してもよく、また第2のダイヤモンドには、第1のダイヤモンドチップとは異なる形状を持たせてよい。
(もっと読む)
内径溝加工方法及び溝切り工具
【課題】周壁部の内周面に突条部が円周方向に形成された内周面に内径溝を溝入れ加工する際に切粉が内径溝に嵌り込むのを防止する。
【解決手段】円筒状の周壁部102の内周面に内歯スプライン103形成されたクラッチドラム本体100Aの内周面に第1スナップリング溝105、第2スナップリング溝106を溝入れ加工する際に、スナップリング溝105、106の溝幅と一致する幅寸法の前部切刃13及び前部切刃で削り出された切粉40の幅を減縮変形せしめる突起16、17を備えた溝切り加工具で、スナップリング溝105、106を順次溝入れ加工する。前部切刃13で削り出された切粉40が切粉幅減縮付与手段である突起16、17によって幅方向に減縮変形され、加工済みのスナップリング溝105、106切粉が嵌り込むことが防止される。
(もっと読む)
ウォーム切削用スローアウェイチップ及びウォーム加工ヘッド
【課題】寿命の長いウォーム切削用スローアウェイチップを提供する。
【解決手段】スローアウェイチップ1は、ウォームの歯底並びに相対向する第1歯面および第2歯面を切削する。スローアウェイチップ1は、略多角形板状をなす第1主面3及び第2主面4間に、周面5を有する。周面5における各角部5a,5b,5cに、すくい面7及び前逃げ面8を設ける。すくい面7と前逃げ面8の交差稜線により、歯底を切削する歯底切削刃9が形成される。第1主面3の第1横逃げ面10とすくい面7の交差稜線により、第1歯面を切削する第1歯面切削刃11が形成される。すくい面7のすくい角θを5°以上10°以下の角度とする。
(もっと読む)
チップドレス用切削カッター
【課題】特に電極先端部の中央部分を確実に切削できるチップドレス用切削カッターを提供する。
【解決手段】4つのチップ受け部7は、一端が回転体10の回転中心10aで一体に連結されるとともに他端が回転体10の回転方向Xに互いに離間し、且つ、2つのチップ受け部7が回転体10の回転中心10aの両側に対向配置され、一端側の連結箇所に電極チップ2の先端部2aの中心が対応するようになっている。切刃部8は、対向する一方のチップ受け部7に設けられ、電極チップ先端部2aから次第に離間するように傾斜しながら回転体10の回転中心10aを越えて他方のチップ受け部7側に延出している。
(もっと読む)
切削チップおよび内径加工用切削工具
【課題】 シャンク部の拘束力が高く、かつ低コストに製造できる切削チップおよび内径加工用切削工具を提供する。
【解決手段】 棒状のシャンク部2と、シャンク部2にロウ付けされシャンク部2よりも小径の棒状からなるアーム部3と、アーム部3の先端にロウ付けされて先端視でアーム部3の側面よりも側方へ突き出した切刃5を備えた切刃部4とを具備する切削チップ1をホルダ20に装着した内径加工用切削工具Tである。
(もっと読む)
平面加工工具およびこれを用いた平面加工方法
【課題】平面加工の加工時間を短縮できるとともに、加工面精度も高精度に仕上げることができる平面加工工具およびこれを用いた平面加工方法を提供する。
【解決手段】直線状の刃部13を有する切削刃11と、この切削刃11を保持する工具ホルダ21とを備えた平面加工工具10において、刃部13には溝部14が直線に沿って一定間隔で形成されている。溝部14で挟まれた刃片13Aの幅寸法が、溝部14の幅寸法よりも大きく形成されている。
(もっと読む)
刃先交換式溝入れ工具及び端面溝入れ加工方法
【課題】切削インサートの部品点数を増加させることなく、被削材の周面に沿って端面溝入れ加工する場合であっても加工精度を十分に確保できる刃先交換式溝入れ工具及び端面溝入れ加工方法を提供する。
【解決手段】切削インサート30は、インサート高さ軸線C3に関して回転対称、かつ、インサート仮想平面VS1に関して面対称に形成され、インサート幅軸線C2が、他方の幅方向C2Aへ向かうに従い漸次被削材Wの回転する回転方向の前方側へ向けて傾斜し、インサート長手軸線C1が、一方の延在方向C1Aへ向かうに従い漸次工具仮想平面に接近するようにインサート本体31の下面側へ向けて延び、他方の切れ刃32Bにおける他方の幅方向C2Aとは反対側に位置する一方のコーナー部43Cが、一方の切れ刃32Aにおける一方のコーナー部43Aよりも他方の幅方向C2A側に配置されていることを特徴とする。
(もっと読む)
刃先交換式溝入れ工具及び端面溝入れ加工方法
【課題】切削インサートの部品点数を増加させることなく、被削材の周面に沿って端面溝入れ加工する場合であっても加工精度を十分に確保できる刃先交換式溝入れ工具及び端面溝入れ加工方法を提供する。
【解決手段】切削インサート30は、インサート高さ軸線C3に関して回転対称、かつ、インサート仮想平面VS1に関して面対称に形成され、インサート幅軸線C2が、他方の幅方向C2Aへ向かうに従い漸次被削材Wの回転する回転方向の後方側へ向けて傾斜し、インサート長手軸線C1が、一方の延在方向C1Aへ向かうに従い漸次工具仮想平面に接近するようにインサート本体31の上面側へ向けて延び、他方の切れ刃32Bにおける他方の幅方向C2Aとは反対側に位置する一方のコーナー部43Cが、一方の切れ刃32Aにおける一方のコーナー部43Aよりも他方の幅方向C2A側に配置されていることを特徴とする。
(もっと読む)
切削インサート
【課題】切削抵抗が低く、切屑排出性に優れた切削インサートを提供する。
【解決手段】第1側面2aと、前記第1側面と隣り合う第2側面2bと、前記第1側面と前記第2側面と交差する上面3および下面4とを有する本体部を備え、前期第1側面は、前記上面に達する溝部5と、前記上面との交線部に形成されるとともに、前記溝部によって分断された、分割切刃6aとを有し、前記第2側面は、前記上面との交線部に形成される非分割切刃6bを有し、前記上面は、前記溝部に対応して設けられる第1凸部と、前記分割切刃の仮想延長線と、前記非分割切刃の仮想延長線とのなす角の二等分線上を通る第2凸部とを有する。
(もっと読む)
切削工具、切削工具ホルダ、およびそのための切削インサート
角度αのワークピース角をその中に形成するために、操作中にワークピースから材料を切り出すことができる切刃を備える、切削操作で使用するための切削要素。切刃の部分が、それぞれの接触点AおよびBで切刃部分の内の部分に接して配向される第1の線および第2の線によって区切ることができる少なくとも1つの表示が存在する。線は、その間に、ワークピース角の角度αに相当する切削角度を形成し、頂点Oを有する。点Cでの切刃の部分を交差する切削角度の二等分線の場合、1つの表示の平面に垂直に、頂点Oを通過する線OL上の切刃の部分の点Cの突出部C‘は、線OL上の切刃の部分のそれぞれの点AおよびBの突出部A’および‘とB‘との間に位置する。 (もっと読む)
切削インサート及び切削工具、並びにそれを用いた被削材の切削方法
【課題】切削抵抗が小さく、且つ、耐欠損性に優れた切削インサート及び切削工具、並びにそれを用いた被削材の切削方法を提供する。
【解決手段】切削インサートは、上面と、下面と、前記上面と前記下面との間に位置する側面と、前記上面と前記側面との交線部に位置する上切刃と、前記下面と前記側面との交線部に位置する下切刃と、を備えている。前記側面は、厚み方向に沿って前記上面まで延び且つ前記上切刃を複数の分断上切刃に分断する少なくとも1つの上凹部と、厚み方向に沿って前記下面まで延び且つ前記下切刃を複数の分断下切刃に分断する少なくとも1つの下凹部と、を有している。前記少なくとも1つの上凹部と前記少なくとも1つの下凹部とは、幅方向に沿って連続する肉厚部を介して互いに離隔している。
(もっと読む)
平坦な凹部を有する切削インサートおよびそのための切削工具
切削工具は、切削刃のような側面のその他の部分に対して凹んで形成されている平坦部分を含む第1の非平坦側面を有する切削インサートを含んでいる。平坦部分は、側面と関連する切削刃から離れて間隔をおいて配置され得る。平坦部分は、切削工具の支持壁の当接領域に係合する側面の唯一の部分である。切削インサートは、両面であり、そこに形成されている平坦部分をそれぞれ有する第2の対向する側面を含み、該2つの対向する側面は、切削インサートの刃先交換時位置を入れ替える。支持壁の当接領域に係合しない第2の側面の平坦部分は、切削作業または切削インサートの機能を妨げることがない。 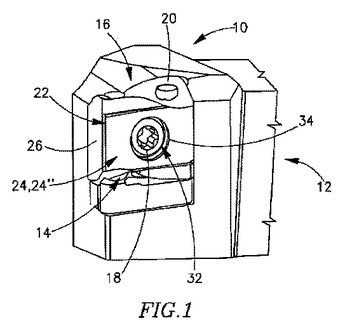 (もっと読む)
(もっと読む)
切削インサートおよび切削工具ならびにそれらを用いた被削加工物の製造方法
【課題】 切削インサートの拘束性に優れ、加工した被削材の加工面が良好な切削インサートを提供すること。
【解決手段】 本発明は、略多角形平板状をなす本体部を備え、該本体部には、上面と側面との交差稜線部に形成される切刃と、上面および下面を貫通する取付ねじ当接部とが形成される切削インサートであって、上面視において、前記取付ねじ当接部の中心軸が、前記切刃の垂直二等分線と交わるとともに、前記切刃に対して前記本体部の中心軸よりも離れた位置にあることを特徴とする、切削インサートを提供する。本発明はまた、上記切削インサートと、該切削インサートが複数装着されるホルダとを備える、切削工具を提供する。
(もっと読む)
荒削り及び仕上げ削り両用の切削インサート
本発明による切削インサートは,互いに対向する上部面及び下部面と,上部面と下部面を連結する多数の側面と,上部面と下部面を横切って形成された貫通ホールとを備える。上部面は,外周縁部上に形成された上部切削エッジと,上部切削エッジに沿って隣接して配置され,最高高度を有する平坦ランドと,平坦ランドと貫通ホールとの間に配置され,上部切削エッジより低い高度を有するグルーブ領域とを有し,下部面は,隣接する2つの側面が形成する各コーナーを含む縁部の少なくとも一部領域に形成されたチップブレーカーと,外周縁部上に前記チップブレーカーに沿って形成された下部切削エッジと,互いに隣接するチップブレーカー間の縁部領域とチップブレーカーの内側領域に連続して形成された平坦支持面とを有する。 (もっと読む)
切削インサートキット、切削インサートの製造方法及び切削インサートキットから分離された切削インサート
本発明は, 脆い耐摩耗性の材料から一体的に製造された本体(1)の形の切削インサートキットに関し、切削インサートキットは複数の切削インサートブランク(3)を含み、切削インサートブランク(3)は切れ刃(8,9)をそれぞれ含み、強度が弱い破断指示部(4)によってキットから一つずつ切り離すことができる。本発明によれば、本体はすべての切削インサートブランク(3)に共通する基部(2)を含み、基部(2)に種々の切削インサートブランクの強度が弱い接続部分(4)という形の破断指示部を介して接続されており、接続部分(4)が基部と各切削インサートブランクの後端の間に延びている。 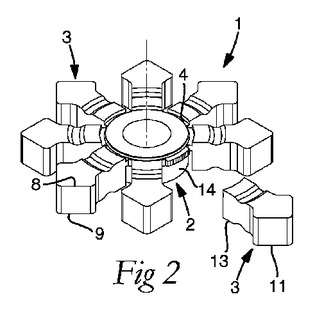 (もっと読む)
(もっと読む)
切削工具およびそのための切削チップ
切削工具(10)は、チップホルダ(12)と、チップホルダの上側顎状部(32)と下側顎状部(34)の間に釈放自在に保持される切削チップ(14)とを備える。下側顎状部(34)には、前方突出部(40)と後方突出部(44)が設けられる。前方突出部(40)は、送り方向(F)に対してそれぞれ第一と第二の角度で傾斜する、前方突出部前側隣接面(50’’)と後側隣接面(52”)を有し、第一の角度は第二の角度より大きい。切削チップ(14)は、縦方向に延びるシャフト部(66)に隣接する切削部(64)と、下側チップ面(60)の陥凹部(70)を有する。陥凹部(70)は、シャフト部(66)の下側縁辺(76)に対してそれぞれ第一と第二の角度で傾斜する、陥凹部前側隣接面(74’’)と陥凹部後側隣接面(78’’)を有する。前方突出部前側隣接面(50’’)は、陥凹部前側隣接面(74’’)に隣接し、前方突出部後側隣接面(52’’)は陥凹部後側隣接面(78’’)に隣接する。 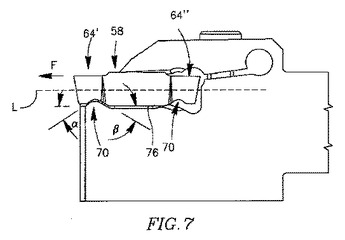 (もっと読む)
(もっと読む)
切削インサートおよび切削工具並びにそれを用いた切削方法
【課題】 切削時に大きな負荷がかかるコーナー部近傍のすわりを安定させ、優れた加工精度を有し、切刃が欠損しにくい切削インサートを提供する。
【解決手段】 コーナー部を構成する2つの側面と、上面と、下面と、前記側面と前記上面との交差部のうち前記コーナー部に位置する部分に形成された切刃部と、を備えた切削インサートにおいて、前記側面よりも前記下面側に、前記下面に向かうにつれて内方に位置するよう傾斜した傾斜面を有しており、前記下面は、下面視で、前記下面の中央に位置する中央領域と、少なくとも一部の縁部が前記中央領域の縁部よりも前記上面の縁部により近接するよう前記コーナー部にむかって延びる張出領域とを有していることを特徴とする。
(もっと読む)
1 - 20 / 57
[ Back to top ]