
Fターム[3C046FF01]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731)
Fターム[3C046FF01]の下位に属するFターム
Fターム[3C046FF01]に分類される特許
1 - 20 / 23
切削工具及びその製造方法
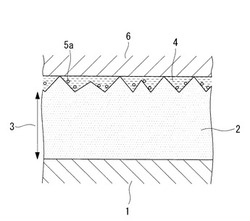
【課題】従来よりも長寿命の切削工具及びその製造方法を提供することを目的とする。
【解決手段】スパイラル状またはメジアン径が0.05μm以上0.21μm以下の少なくとも一方の切りくずが出る条件で切削する際に、切削液4と共に使用する切削工具であって、基材1と、該基材1上の少なくとも切刃部に形成された硬質層2とを備え、前記切刃部の表面粗さRaが、0.175μm以上0.3μm以下である切削工具である。このような切削工具は、被削材6と切削工具との間の切削抵抗が低く、所定の大きさの切りくず5aが切刃部へ凝着し難い、長寿命の切削工具となる。
(もっと読む)
表面被覆切削工具

【課題】 湿式による高速切削加工において発生する熱による切刃への影響を抑えて、高速切削においても、優れた耐摩耗性、耐欠損性を発揮することができる、長寿命な表面被覆切削工具を、また、高速切削加工によって発生しやすい逃げ面への被削材の溶着を抑えて、長寿命かつ優れた加工面精度を発揮する表面被覆切削工具を提供する。
【解決手段】 基体と、該基体の表面に形成される硬質被覆層とからなる表面被覆切削工具であって、前記硬質被覆層のすくい面における水の接触角θRと、前記硬質被覆層の逃げ面における水の接触角θFが、θR<θFの関係にあり、これにより、優れた耐摩耗性および耐欠損性を発揮することができる、長寿命な切削工具となる。
(もっと読む)
刃先交換型切削チップおよびその製造方法
【課題】本発明の目的は、被削材の外観や表面平滑性を害することなく注意喚起機能を有効に示すことができる刃先交換型切削チップを提供することにある。
【解決手段】本発明の刃先交換型切削チップ(1)は、少なくとも1つのすくい面(2)と、少なくとも2つの逃げ面(3)と、少なくとも1つの刃先稜線(4)と、少なくとも1つのコーナー(9)とを有し、基層は使用状態表示層と異なった色を呈し、使用状態表示層は、少なくとも1つの上記逃げ面(3)上に形成され、この使用状態表示層が形成された逃げ面(3)は、上記コーナー(9)を少なくとも1つ含む少なくとも2mm2の一箇所以上の領域A1を除く領域A2の全面または部分の基層上に使用状態表示層が形成されていることを特徴としている。
(もっと読む)
刃先交換型切削チップおよびその製造方法
【課題】本発明の目的は、被削材の外観や表面平滑性を害することなく注意喚起機能を有効に示すことができる刃先交換型切削チップを提供することにある。
【解決手段】本発明は、本体(8)と、該本体(8)上に形成された基層と、該基層上の部分に形成された使用状態表示層とを有する刃先交換型切削チップ(1)であって、この本体(8)は、その少なくとも1つの面がすくい面(2)となり、別の少なくとも1つの面が逃げ面(3)となるとともに、そのすくい面(2)と逃げ面(3)とが交差する稜が刃先稜線(4)となり、該基層は、上記使用状態表示層と異なった色を呈し、この使用状態表示層は、上記逃げ面(3)上であって、かつ上記刃先稜線(4)に対して垂直方向に0.2mm以上3.0mm未満の距離をもって広がった領域(A1)を除く領域(A2)の全面または部分の上記基層上に形成されていることを特徴とする刃先交換型切削チップ(1)に係る。
(もっと読む)
切削工具
【課題】 ブレーカにおける酸化摩耗やクレータ摩耗を抑制でき、かつ切刃における被覆層のチッピングや剥離を抑制できる切削工具を提供する。
【解決手段】 基体2の表面が被覆層9で被覆され、すくい面3と逃げ面4との交差稜線部を切刃(前切刃5、横切刃7)とし、すくい面3の前切刃5に続く位置にブレーカ領域を備えたスローアウェイチップ1であって、ブレーカ領域8における基体2の表面に深さ0.5μm以内の窒素、炭素、硼素、珪素およびチタンの群から選ばれる1種以上の元素が多い基体表面冨化領域11が存在し、ブレーカ領域8以外の領域における基体2の表面には基体表面冨化領域11が存在しないとともに、ブレーカ領域における被覆層9の厚みがブレーカ領域8以外の領域における被覆層9の厚みよりも1.2〜3倍厚いスローアウェイチップ1である。
(もっと読む)
表面被覆切削工具
【課題】立方晶窒化ほう素基超高圧焼結材料からなる工具基体及びこの表面に被覆された硬質被覆層の残留応力差をコントロールすることにより、長時間断続切削を行った場合でも、優れた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】 立方晶窒化ほう素基超高圧焼結材料からなる工具基体表面に、硬質被覆層を蒸着形成した表面被覆切削工具であって、工具基体と硬質被覆層との界面における工具基体及び硬質被覆層の残留応力値が、それぞれが−2GPa以下の残留応力であり、かつ、両者の残留応力の差が0.5GPa以下であり、好ましくは、硬質被覆層中の残留応力の値が、硬質被覆層の表面に向かって絶対値で次第に小さくなる残留応力分布を示す表面被覆切削工具。
(もっと読む)
被覆工具
【課題】高速度加工、高送り加工、難削材の加工など加工条件が厳しい切削加工において、長寿命を実現する被覆工具の提供を目的とする。
【解決手段】
基材とその表面に被覆された被膜とからなり、Cr−Kα線を用いたX線応力測定により得られた基材の圧縮残留応力σbCrは、Co−Kα線を用いたX線応力測定により得られた基材の圧縮残留応力σbCoよりも大きい被覆工具。
(もっと読む)
表面被覆切削工具およびその製造方法
【課題】耐摩耗性と耐欠損性との両者に優れた表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と被覆層を含み、被覆層表面に対する法線を含む平面で切断した場合の断面において、基材のすくい面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点aと、同逃げ面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点bとを結ぶ直線を直線Iとし、該被覆層のすくい面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点cと、同逃げ面におけるホーニング処理が施されている領域とホーニング処理が施されていない領域との境界点dとを結ぶ直線を直線IIとし、該直線Iと該直線IIとが交わる角度をθとする場合、該角度θは、1°≦θ≦20°の範囲となることを特徴とする。
(もっと読む)
切削工具
【課題】切刃の各位置において最適な性能を発揮できる被覆層の構成からなる切削工具を提供する。
【解決手段】 基体11の表面に被覆層10を被覆して、ノーズ切刃7および直線切刃6が配設されて、ノーズ切刃7におけるホーニングの大きさが直線切刃6(前切刃4および横切刃5)におけるホーニングの大きさよりも大きくなるように設けられ、かつ被覆層10の少なくとも表面にドロップレット12が分散して露出しているとともに、ノーズ切刃7の位置に露出するドロップレット12の平均直径が直線切刃6の位置に露出するドロップレット12の平均直径に比べて小さい切削工具1である。
(もっと読む)
切削用工具
【課題】耐摩擦性と高いすべり性を兼備し、連続切削で摩耗しても性質が変化しない切削用工具を提供する。
【解決手段】切削用工具は、表面粗さが500〜2000オングストロームの基材11の表面に、基材の表面粗さの1/20以上1/3以下の厚さで、硬度が大きいTiAlN層12とすべり性に優れたCrN層13が交互に積層され、全体で厚さ1〜3μmの金属層が構成されたものである。表面が摩耗すると、表面にはTiAlN層12とCrN層13が同時に現れるので、高い耐摩耗性とすべり性が同時に得られ、摩耗が進行しても初期と同じ状態・性能を維持できる。
(もっと読む)
切削工具
本発明は、基板本体とそれに付着された単層または多層コーティングを有する切削工具に関する。コーティングの少なくとも1つの層はPVD法またはCVD法において作製された金属酸化物層であり、その金属酸化物層は粒子構造を有し、多数の存在する粒子構造の無秩序内に存在し、その粒子構造の無秩序は、点形状反射が最大格子面間隔dGrenzまで粒子の電子線回折画像において生じ、そしてdGrenzより大きい格子面間隔では点形状反射は生じないが、アモルファス構造の代表的な強度分布を生じることを特徴とする。  (もっと読む)
(もっと読む)
切削工具の表面処理方法
本発明の電子ビーム表面処理方法によれば、セラミックコーティング層の最外側コーティング層がκ−Al2O3コーティング層の場合、電子ビーム照射によってκ−Al2O3コーティング層表面の数ミクロンが溶解、蒸発及び凝固してα−Al2O3に変換される現象が発生する。また、本発明による電子ビーム表面処理方法によれば、セラミックコーティング層の最外側コーティング層がα−Al2O3コーティング層の場合、前記電子ビーム照射によって少なくとも一部が溶融して、溶融状態で提供される表面張力によって表面が平滑に凝固するのでコーティング層の表面粗さが卓越して改善される。 (もっと読む)
切削工具およびその製造方法
【課題】切削寿命が長い切削工具およびその製造方法の提供
【解決手段】超硬材料で構成される金属焼結体表面に軟質粒子噴射による表面洗浄および表面形状加工処理を施した後、ドライコーテイング手法により硬質保護膜層を形成させる。硬質保護膜層は、金属炭化物、金属窒化物、金属酸化物またはこれらの複合化合物を主体とする被覆層であるのがよい。この切削工具は、例えば、ネジ切削用チェザーとして用いることができる。
(もっと読む)
成形済みインサート本体を伴った切削工具インサート
【解決手段】 切削工具には、砥粒刃先を含む少なくとも1つの砥粒先端と、インサート本体とを含めることができる。前記インサート本体には成形可能な材料が含まれ、当該成形可能な材料は前記砥粒先端の一部に接着する。 (もっと読む)
表面被覆切削インサートの製造方法
【課題】インサート本体表面に被覆層が形成された切削インサートに被覆層の一部を除去したり表面を平滑化したりする処理を施す場合に、必要以上に被覆層が除去されてしまったり、却って表面粗さが劣化したりすることがなく、しかも均一で効率的な処理が可能な表面被覆切削インサートWの製造方法を提供する。
【解決手段】炭化タングステン基超硬合金、炭窒化チタン基サーメット、またはセラミックスを母材とするインサート本体11の表面に被覆層18が形成された表面被覆切削インサートWを、軸線O回りに回転可能な一対の回転軸1により挟み込んで保持しつつ軸線O回りに回転させながら、ブラストガン2により表面被覆切削インサートWの表面に研磨液Gを噴射してウェットブラストを行う。
(もっと読む)
表面被覆切削工具
【課題】 切屑処理性に優れ、高い耐欠損性を有する表面被覆切削工具を提供する。
【解決手段】 基体2表面に硬質被覆層6を被覆し、硬質被覆層6の少なくとも表面にボイド8が分散するとともに、硬質被覆層6の切刃5の表面に存在するボイド8の面積比率が、硬質被覆層6のすくい面3の表面に存在するボイド8の面積比率に比べて少ない表面被覆切削工具1である。これによって、切刃5においては耐欠損性が高くかつ加工面が平滑化できるとともに、すくい面3においては切屑排出性が良好で、結果として優れた切削性能を発揮できる。
(もっと読む)
表面被覆切削工具
【課題】 高速切削や、乾式切削等の高温を発する切削条件において、長寿命な表面被覆切削工具を提供する。
【解決手段】 基体2の表面に単層または複層からなる硬質被覆層3を被着形成し、硬質被覆層3の最表面5における水の接触角θが91〜140°の範囲内にあり、最表面層が、X線回折分析にて検出されるピーク強度から算出される(200)結晶面の配向係数TCが0.4〜0.9の窒化チタンからなる表面被覆切削工具1である。
TC=[I(200)/I0(200)][1/6Σ(I(hkl)/I0(hkl))]−1
但し、
Σ(I(hkl)/I0(hkl)):(111)、(200)、(220)、(311)、(222)、(400)面における[X線回折ピーク強度測定値]/[標準X線回折ピーク強度]の値の合計
(もっと読む)
表面被覆切削工具
【課題】 切屑処理性に優れ、高い耐欠損性を有する表面被覆切削工具を提供する。
【解決手段】 基体2表面に硬質被覆層6を被覆し、硬質被覆層6の少なくとも表面にマクロ粒子8が分散するとともに、硬質被覆層6の切刃5の表面に存在するマクロ粒子8の面積比率が、硬質被覆層6のすくい面3の表面に存在するマクロ粒子8の面積比率に比べて少ない切削工具1である。これによって、切刃5においては耐欠損性および加工面粗度が高いとともに、すくい面3においては切屑排出性が良好で、結果として優れた切削性能を発揮できる。
(もっと読む)
表面被覆切削工具
【課題】 本発明の目的は、切削工具の靭性と耐摩耗性とを高度に両立させるとともに特に膜チッピングを抑制した表面被覆切削工具を提供することにある。
【解決手段】 本発明の表面被覆切削工具は、基材と、該基材上に形成された被膜とを備え、該被膜は、該基材上の最外層となり、かつ圧縮応力を有しており、該圧縮応力は、上記被膜の厚み方向に強度分布を有するように変化しており、該強度分布は、上記被膜の表面の圧縮応力が上記被膜の表面から、上記被膜の表面と上記被膜の底面との間に位置する第1の中間点まで連続的に増加し、該第1の中間点において極大点を有するとともに、該第1の中間点から、該第1の中間点と上記被膜の底面との間に位置する第2の中間点まで連続的に減少し、該第2の中間点において極小点を有し、さらに該第2の中間点と上記被膜の底面との間に上記同様の極大点を1以上有する。
(もっと読む)
表面被覆切削工具
【課題】切削工具の靭性と耐摩耗性とを高度に両立させるとともに特に膜チッピングを抑制した表面被覆切削工具を提供する。
【解決手段】基材と、基材上に形成された被膜とを備えるものであって、被膜は、基材上の最外層となるものであり、かつ圧縮応力を有しており、圧縮応力は、上記被膜の厚み方向に強度分布を有するように変化しており、強度分布は、被膜の表面の圧縮応力が被膜の表面から、被膜の表面と被膜の底面との間に位置する第1の中間点まで連続的に増加し、第1の中間点において極大点を有するとともに、第1の中間点から、第1の中間点と被膜の底面との間に位置する第2の中間点まで連続的に減少し、第2の中間点において極小点を有する。
(もっと読む)
1 - 20 / 23
[ Back to top ]