
Fターム[3C046FF19]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | コーティング方法 (788) | PVD (438)
Fターム[3C046FF19]の下位に属するFターム
Fターム[3C046FF19]に分類される特許
21 - 40 / 242
被覆物品および被覆物品を作るための方法
工具または摩耗部品は、基材を覆って形成されたコーティングを有する。このコーティングは、2つの硬質層の間に可塑性微小層を位置させた少なくとも1つの連続体を含むけれども、このコーティングは、可塑性微小層を硬質層と共に交互に重ねることによって作り出されるこのような連続体をいくつか有することができる。種々の硬質層は相互に組成を異ならせることができ、可塑性微小層もそうすることができる。随意的な接合層を基材と連続体との間に設けることができ、最も外側の硬質層を覆う表面層を任意で設けることができる。種々の層を物理的気相蒸着により単一のチャンバー内で堆積させることができる。 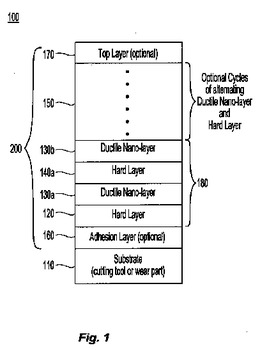 (もっと読む)
(もっと読む)
切削工具寿命に優れた機械構造用鋼の切削方法

【課題】連続切削や断続切削などの様式に関わらず、幅広い切削速度領域において、さらに切削油使用、ドライ、セミドライ及び酸素富化など様々な切削環境下において、工具寿命に優れた機械構造用鋼の切削方法を提供する。
【解決手段】質量%で、C:0.01〜1.2%、Si:0.005〜3.0%、Mn:0.05〜3.0%、P:0.0001〜0.2%、S:0.0001〜0.35%、N:0.0005〜0.035%、Al:0.05〜1.0%を含有し、[Al%]−(27/14)×[N%]≧0.05%を満たし、残部がFe及び不可避的不純物からなる鋼を、1300℃における標準生成自由エネルギーの値がAl2O3の当該値以上である金属酸化物が、被削材と接触する面に被覆された切削工具によって切削することにより、該切削工具の表面にAl2O3被膜を形成することを特徴とする機械構造溶鋼の切削方法。
(もっと読む)
表面被覆切削工具

【課題】本発明は、MoNの特性とTiAlSiNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、MoNz(ただし式中zは0.01≦z≦0.2)で表されるMoとNとの固溶体、Mo2N、MoNまたはこれらの混合体からなるA層と、Ti1-x-yAlxSiyN(ただし式中xは0.3≦x≦0.7、式中yは0.01≦y≦0.25)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆切削工具
【課題】本発明は、AlNの特性とTiAlSiNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlNからなるA層と、Ti1-x-yAlxSiyN(ただし式中xは0.3≦x≦0.7、式中yは0.01≦y≦0.25)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
工具用被覆材
一方が他方の上に配置されたいくつかの層を含む、切削工具のための被覆材(10)であって、金属アルミニウム又はアルミニウム合金の第1層(3)と、第1層の上に配置された酸化アルミニウム又はアルミニウムと少なくとも1種の他の金属とを含有している混合酸化物の第2層(2)とを有することを特徴とする被覆材(10)。 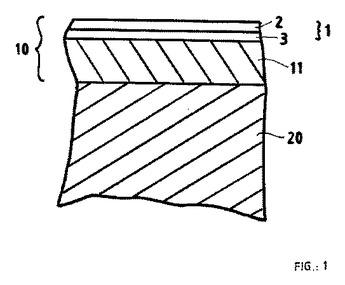 (もっと読む)
(もっと読む)
切削工具
【課題】本発明は、625〜800℃の温度で化学蒸着によって切削工具インサート上に結晶質α−Al2O3層を堆積する方法による切削工具に関する。
【解決手段】本発明の方法は、X+Y+Z≧1及びZ>0好ましくはZ>0.2であり、0.1〜1.5μmのTiCXNYOZの層を堆積する工程、0.5〜3vol%のO2好ましくはCO2とH2またはO2とH2を含有するガス混合物中で任意に0.5〜6vol%のHClの存在する中において約0.5〜4分の短い時間625〜1000℃で前記層を処理する工程、及び40〜300ミリバールの処理圧力と625〜800℃の温度で、処置した前記層を、H2中に2〜10vol%のAlCl3と16〜40vol%のCO2とを含有するガス混合物と、0.8〜2vol%の硫黄含有剤好ましくはH2Sとに、接触させることによって前記Al2O3層を堆積させる工程を含む。本発明は、本発明のα−Al2O3層の少なくとも1層の被膜を有する切削工具インサートも含む。
(もっと読む)
PVD被覆工具
本体とそれに適用された多層コーティングを含む切削工具に関する。櫛状亀裂の形成、摩擦化学摩耗及びに対して高い耐性を示す改良された切削工具を提供するために、本体は硬質金属で作られたものであり、当該硬質金属は、5〜8質量%のCoと、0〜2質量%のTaCと、0〜1質量%のNbCと、89〜95質量%の平均粒径が1〜5μmであるWCを含み、コーティングは、1〜5μmの層厚を有するTiAlNで作られた第1の層、及び1〜4μmの層厚を有するアルミナで作られた第2の層を有し、前記コーティングは、さらに、アルミナから作られた前記第2の層の上に、TiAlNから作られた層とアルミナから作られた層とのn個の交互層を含み、これらの層は互いに重ね合わせて適用されており、それぞれ0.1〜0.5μmの層厚を有し、ここで、nは各個々の層に関係し、0〜10の偶数であり、コーティングの全層厚は2〜16μmであり、コーティングはPVD法により作製される。 (もっと読む)
切削工具
【課題】 被覆層のすくい面および逃げ面における特性の微調整が可能であり、強い衝撃がかかるような切削加工においても耐欠損性が高い切削工具を提供する。
【解決手段】 基体2の表面に2層以上の被覆層3が形成され、複数の被覆層3のうちの厚みが厚い2層について、基体2側に形成された被覆層3を下層3L、基体2から遠ざかる側に形成された被覆層3を上層3Uと特定し、下層3Lのすくい面5における厚みをtrL、逃げ面6における厚みをtfL、上層3Uのすくい面5における厚みをtrU、逃げ面6における厚みをtfUとしたとき、trL>tfL、かつtrU<tfUであるスローアウェイチップ1等の切削工具である。
(もっと読む)
表面被覆切削工具
【課題】本発明の目的は、被膜の最表面層として窒化アルミニウム層を形成することにより極めて優れた耐摩耗性を示す表面被覆切削工具を提供することにある。
【解決手段】本発明は、基材と、該基材上に形成された被膜とを備える表面被覆切削工具であって、該被膜は、物理的蒸着膜であり、かつ基材上に形成された厚み7〜15μmの窒化物層と、該窒化物層上に形成された厚み3〜10μmの炭窒化物層と、該炭窒化物層上に形成された厚み0.2〜5μmのAlN層とを含むことを特徴とする表面被覆切削工具に係る。
(もっと読む)
硬質被覆層がすぐれた耐欠損性及び耐摩耗性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、組成式(Ti1−X−Y SiX WY) N(ただし、X、Yは原子比で、それぞれ、0.05〜0.3、0.1〜0.5)を満足するTiとSiとWの複合窒化物層を、1〜10μmの平均層厚で蒸着形成する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金を、高熱発生を伴う高速条件下で切削加工した場合にも、長期の使用に亘って硬質被覆層がすぐれた耐摩耗性、耐チッピング性、耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、少なくとも、薄層Aと薄層Bの交互積層構造からなる硬質被覆層を形成した表面被覆切削工具において、薄層Aは、組成式[AlXCrYSiZ]Nで表されるAlとCrとSiの複合窒化物層、薄層Bは、組成式[AlUTiVSiW]Nで表されるAlとTiとSiの複合窒化物層であり、上記薄層Aと薄層Bは、それぞれ、0.005〜0.05μmの一層平均層厚を有し、また、上記薄層Aと薄層Bとの合計層厚は1〜5μmである。
(もっと読む)
表面被覆切削工具
【課題】本発明は、MoNの特性とCrAlNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、MoNy(ただし式中yは0.01≦y≦0.2)で表されるMoとNとの固溶体、Mo2N、MoNまたはこれらの混合体からなるA層と、Cr1-xAlxN(ただし式中xは0.3≦x≦0.8)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金を、高熱発生を伴う高速条件下で切削加工した場合にも、長期の使用に亘って硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、下地層と、薄層Aと薄層Bの交互積層構造からなる上部層とを硬質被覆層として形成した表面被覆切削工具において、下地層および薄層Aは、組成式[AlXCrYSiZ]Nで表されるAlとCrとSiの複合窒化物層、薄層Bは、組成式[AlUTiVSiW]Nで表されるAlとTiとSiの複合窒化物層であり、下地層は0.05μmを超え2μm以下の層厚を有し、上記薄層Aと薄層Bは、それぞれ、0.005〜0.05μmの一層平均層厚を有し、また、上記薄層Aと薄層Bとの合計層厚は1〜5μmである。
(もっと読む)
表面被覆切削工具
【課題】本発明は、MoNの特性とTiAlNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、MoNy(ただし式中yは0.01≦y≦0.2)で表されるMoとNとの固溶体、Mo2N、MoNまたはこれらの混合体からなるA層と、Ti1-xAlxN(ただし式中xは0.3≦x≦0.7)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
高い寸法精度が必要とされている切削工具インサートの製造方法
本発明は、硬い構成要素を形成している粉末とバインダー相を製粉して混合し、粉末混合物から所望の形状の物体を形成し、該形成された物体を焼結し、該焼結された物体を高精度で研磨して、所望の形状及び寸法を有するインサートを形成し、所望により、刃先に丸みを付け、そして対摩耗性非ダイアモンド又は非ダイアモンドに類似するコーティングを該研磨されたインサートに提供することにより、高い寸法精度が必要とされている切削工具インサートを製造する方法に関する。本方法によれば、該コーティング操作前に、該研磨されたインサートは、表面領域のミクロ構造が有意な寸法変化を起こすことなく再構成されるような時間に亘って、不活性雰囲気又は真空又は他の保護的な雰囲気において、バインダー相の固相線を下回って熱処理される。このようにして、工具寿命及び寸法精度が予想外に向上したインサート類が得られた。 (もっと読む)
切削工具
【課題】 回転工具の切削加工のように切刃に断続的に衝撃がかかる切削条件においても工具寿命が長い切削工具を提供する。
【解決手段】 基体の表面がTiとAlとを含む窒化物または炭窒化物からなる被覆層で被覆された切削工具であって、前記被覆層のCu−Kα線のX線回折測定についての(111)面および(200)面の回折ピークの回折角度をそれぞれ2θ(111)、2θ(200)とするとき、前記被覆層の未研磨面で測定したときの値2θ(111)N、2θ(200)Nが、前記被覆層を厚み方向に対して斜めに研磨した研磨面にて測定したときの値2θ(111)G、2θ(200)Gに比べてそれぞれ0.1°以上低角度側に検出されることを特徴とする切削工具である。
(もっと読む)
旋削加工用硬質皮膜被覆工具
【課題】本願発明は、高硬度化による耐摩耗性と、高靭性化による耐欠損性に優れた旋削加工用の硬質膜被覆工具を提供すること。
【解決手段】旋削加工用の硬質皮膜被覆工具において、硬質皮膜は基体表面から第1硬質皮膜、第2硬質皮膜が被覆され、第1硬質皮膜は、(AlaMe1−a)eNfで示され、但し、35≦a≦65、0.85≦e/f≦1.25、第2硬質皮膜は、(Ti1−hBh)mNpで示され、但し、1≦h≦30、0.85≦m/p≦1.25、であり、該第1硬質皮膜と該第2硬質皮膜のX線回折における(200)面の面間隔(nm)を夫々、d1、d2としたときに、1.01≦d2/d1≦1.05であり、該第2硬質皮膜は柱状組織構造を有し、該柱状組織構造の結晶粒はB成分に組成差を有する組成変調構造を有していることを特徴とする旋削加工用硬質皮膜被覆工具。
(もっと読む)
表面被覆切削工具
【課題】本発明は、VNの特性とCrAlNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、VNからなるA層と、Cr1-xAlxN(ただし式中xは0.3≦x≦0.8)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆切削工具
【課題】本発明は、AlNの特性とTiAlNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlNからなるA層と、Ti1-xAlxN(ただし式中xは0.3≦x≦0.7)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆切削工具
【課題】本発明は、VNの特性とTiAlNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、VNからなるA層と、Ti1-xAlxN(ただし式中xは0.3≦x≦0.7)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
21 - 40 / 242
[ Back to top ]