
Fターム[3C046FF20]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | コーティング方法 (788) | PVD (438) | スパッタリング (91)
Fターム[3C046FF20]に分類される特許
1 - 20 / 91
硬質膜および硬質膜形成体
【課題】高い耐摩耗性を有するとともに、耐剥離性に優れ、長期にわたり剥離を防止できる硬質膜、および、該硬質膜が形成された硬質膜形成体を提供する。
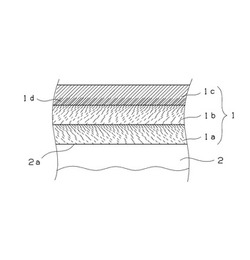
【解決手段】基材2の表面2a上に直接成膜されるCrとWCとを主体とする第1混合層1aと、第1混合層1aの上に成膜されるWCとDLCとを主体とする第2混合層1bと、第2混合層1bの上に成膜されるDLCを主体とする表面層1cとからなる構造の硬質膜1であり、第1混合層1aは、基材側から第2混合層側へ向けて連続的または段階的に、Crの含有率が小さくなり、WCの含有率が高くなる層であり、第2混合層1bは、第1混合層側から表面層側へ向けて連続的または段階的に、WCの含有率が小さくなり、DLCの含有率が高くなる層であり、第2混合層1bにおける水素含有量が10〜45原子%である。
(もっと読む)
硬質被膜被覆工具

【課題】CrAlN/BNナノコンポジット被膜が高い付着強度で工具母材に設けられ、そのCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるようにする。
【解決手段】Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、そのI層22およびCrAlN/BNナノコンポジット被膜から成るII層26が交互に4層以上積層されて硬質被膜20が構成されているため、高い付着強度が得られる。I層22の層厚T2およびII層26の層厚T3は1nm〜50nmの範囲内で、総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26のCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるとともに、層厚T2、T3が1nm〜50nmの極めて薄いナノレイヤー構造であるため、密着性が更に向上して40GPa以上の被膜硬さが得られるようになる。
(もっと読む)
硬質被膜被覆工具
【課題】CrAlN/BNナノコンポジット被膜が高い付着強度で工具母材に設けられ、そのCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるようにする。
【解決手段】Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、CrAlN/BNナノコンポジット被膜から成るII層26が最表層となるように、それ等のI層22およびII層26が交互に2層以上積層されて硬質被膜20が構成されているため、高い付着強度が得られる。また、I層22およびII層26の層厚T1、T2は何れも50nmを超えており、且つ被膜全体の総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26を構成しているCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られ、高負荷時の工具寿命が向上するとともに、溶着が抑制されることで加工面粗さが向上する。
(もっと読む)
耐摩耗性に優れる被覆工具およびその製造方法
【課題】耐摩耗性に優れ、苛酷な使用環境でも硼化物皮膜が剥離しないよう、高い密着強度を有した状態で被覆した被覆工具およびその製造方法を提供する。
【解決手段】工具の基材表面に中間皮膜を介して硬質皮膜を被覆した被覆工具であって、前記硬質皮膜は、Al、Si、Cr、W、Ti、Nb、Zrから選択される1種以上の元素の硼化物であって、六方晶の結晶構造であり、前記中間皮膜は、AlxMyからなる窒化物又は炭窒化物(但し、x、yは原子比を示し、x+y=100、かつ、40≦x≦95、かつ、5≦y≦60、MはTi、Cr、V、Nbから選択される1種以上)であり、前記基材側が立方晶の結晶構造、前記硬質皮膜側が六方晶の結晶構造である耐摩耗性に優れる被覆工具。硬質皮膜は、Tiの硼化物であることが好ましい。中間皮膜は、基材側から硬質皮膜側に向けてAlの含有量が増加することが好ましい。
(もっと読む)
耐摩耗性と摺動特性に優れた被覆部材およびその製造方法
【課題】 苛酷な使用環境下で使用される切削工具や金型や自動車部品等の部材において、耐摩耗性と摺動特性が優れる被覆部材およびその製造方法を提供する。
【解決手段】 スパッタリング法によって被覆した硬質皮膜を表面に有する被覆部材であって、該硬質皮膜は原子比でSiよりもCが多いSiC皮膜であり、該硬質皮膜の組織は六方晶の結晶構造相を含む耐摩耗性と摺動特性に優れた被覆部材である。
そして、スパッタリング法によって被覆した硬質皮膜を表面に有する被覆部材の製造方法であって、0を超え25体積%以下のC相を含んだSiC複合ターゲットを用い、該SiC複合ターゲットに印加する平均電力を2kW以上でスパッタし、原子比でSiよりもCが多く、六方晶の結晶構造相を含むSiC皮膜を被覆する耐摩耗性と摺動特性に優れた被覆部材の製造方法である。
(もっと読む)
硬質皮膜形成部材および硬質皮膜の形成方法
【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10(10a)であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、厚さが0.5μm以下の中間層5を介してまたは中間層5を介さずにB層3の上にA層2が積層され、A層2の厚さが0.5〜5.0μmであり、B層3の厚さが0.05〜3.0μmであることを特徴とする。
(もっと読む)
硬質皮膜形成部材および硬質皮膜の形成方法
【課題】本発明はかかる事情に鑑みてなされたものであり、耐摩耗性に優れた硬質皮膜形成部材および硬質皮膜の形成方法を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10であって、硬質皮膜4は、組成がTiaCrbAlcSidYe(BuCvNw)(ただし、a、b、c、d、e、u、v、wは所定量の原子比)を満足するA層2と、組成がTifCrgAlh(BxCyNz)(ただし、f、g、h、x、y、zは所定量の原子比)を満足するB層3とを備え、A層2とB層3が交互に積層され、前記A層と前記B層の1組の積層構造を1単位としたときに、この1単位の厚さが、10〜50nmであり、かつ硬質皮膜4の膜厚が1〜5μmであることを特徴とする。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】フェライト相が多く析出した被削材の高速連続切削加工及び断続切削加工で、すぐれた耐摩耗性、耐欠損性、耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】cBN基超高圧焼結材料からなる工具基体の表面に、下部層、中間層および上部層からなる硬質被覆層を蒸着形成し、下部層はTiB2層、中間層は、組成式:Ti1−X−YBXNYで表した場合、0.15≦X≦0.60、0.05≦Y≦0.35、0.50≦X+Y≦0.65(X、Yは原子比)を満足する平均組成を有し、さらに、下部層側から上部層側へ向うにしたがって、Xの値は次第に減少、Yの値は次第に増加する傾斜組織を有するTiB2−TiN混合層、上部層は、組成式:(Ti1−ZAlZ)N層で表した場合、Zは0.3〜0.65(原子比)であるTiとAlの複合窒化物層で構成し、すくい面とホーニング面の上部層を除去する。
(もっと読む)
表面被覆炭窒化チタン基サーメット製切削インサートの製造方法
【課題】すぐれた耐チッピング性、耐欠損性を備え、かつ、長期に亘って被削材の仕上げ面精度を維持することができる表面被覆TiCN基サーメット製切削インサートの製造方法を提供する。
【解決手段】原料粉末を成形、焼結することにより所定形状のTiCN基サーメット製切削インサートを作製した後、その表面にウエットブラスト処理を施すことにより、インサート表面部の硬質相に450〜1000MPaの残留圧縮応力を付与すると同時にインサート表面粗さを、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下に平滑化し、その表面に、物理蒸着法にて硬質被覆層を蒸着形成することにより、すぐれた耐チッピング性、耐欠損性を備え、かつ、長期に亘って被削材の仕上げ面精度を維持することができる表面被覆TiCN基サーメット製切削インサートを製造する。
(もっと読む)
切削工具
【課題】 連続加工におけるクレータ摩耗の抑制と断続加工における耐チッピング性の向上を両立する切削工具を提供する。
【解決手段】 立方晶窒化硼素質焼結体の基体6からなり、切刃4にはすくい面2側からチャンファホーニング9およびRホーニング10が順に形成されており、すくい面2およびチャンファホーニング9の表面には被覆層7が形成されており、Rホーニング10の表面では基体6が露出している切削工具1である。
(もっと読む)
硬質皮膜被覆切削工具
【課題】4μm以上に厚膜化した2層以上の硬質皮膜における圧縮応力を低減し、密着強度を確保し耐摩耗性に優れた硬質皮膜被覆切削工具を提供する。
【解決手段】超硬合金基材側の硬質皮膜層1および表面側の硬質皮膜層2を有し、硬質皮膜層1の組成は(AlaCr1−a)1−xNx(元素の含有量は原子比であり、0.5≦a<0.7、および0.48≦x≦0.52である。)で表され、X線回折における(111)面のピーク強度Ir、(200)面のピーク強度Isとしたとき、0.3≦Is/Ir<1であり、硬質皮膜層2の組成は、(Ti1−bSib)1−yNy(元素の含有量は原子比であり、0.01≦b≦0.15、および0.48≦y≦0.52である。)で表され、X線回折における(111)面のピーク強度Iu、(200)面のピーク強度Ivとしたとき、0.3≦Iv/Iu<1であることを特徴とする硬質皮膜被覆切削工具。
(もっと読む)
硬質難削材の高速切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】硬質難削材の高速切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するZr硼化物層を被覆してなる切削工具であって、上記Zr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜30nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径50〜100nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径200〜1000nmの三次結晶粒とから構成されている。
(もっと読む)
硬質皮膜及びその製造方法
【課題】硬度が高く、かつ摩擦係数が低い硬質皮膜及びその簡便な製造方法を提供すること。
【解決手段】下記式(1)
(W1−xAlx)(NyO1−y)z (1)
[ただし、0.18≦x≦0.7であり、0.85≦y≦1であり、かつ、0.5≦z≦1.2である。]
で示される窒化物からなり、かつその結晶構造が立方晶のみからなる硬質皮膜とする。当該硬質皮膜は、スパッタリング法又はイオンプレーティング法により成膜することにより製造することができる。
(もっと読む)
硬質皮膜被覆工具
【課題】厚膜化した2層以上の硬質皮膜における圧縮応力の低減と密着性を確保しつつ、耐摩耗性に優れた硬質皮膜被覆工具を提供する。
【解決手段】超硬合金を基体に圧縮応力を有する硬質皮膜を3〜20μmの膜厚で被覆した硬質皮膜被覆工具において、第1硬質皮膜及び第2硬質皮膜が被覆され、第1硬質皮膜は、(AlaCr1−a−bSib)cNd、a及びbは原子%、c及びdは原子比を表し、50≦a≦70、0≦b<15及び0.85≦c/d≦1.25であり、第2硬質皮膜は、(Ti1−eSie)fNg、eは原子%、f及びgは原子比を表し、1≦e≦20及び0.85≦f/g≦1.25であり、第1硬質皮膜と該第2硬質皮膜のX線回折における(200)面の面間隔(nm)を夫々、d1及びd2とした時に、0.965≦d1/d2≦0.990であることを特徴とする硬質皮膜被覆工具である。
(もっと読む)
耐摩耗性に優れた硬質皮膜およびその製造方法
【課題】高速・高能率切削が可能な、TiAlSiNよりも耐摩耗性に優れた切削工具用硬質皮膜、およびこの様な硬質皮膜を得るための有用な製造方法を提供する。
【解決手段】(Ti1−a−b−c−d,Ala,Crb,Sic,Bd)(C1−eNe)からなる硬質皮膜であって、Al,Cr,Si,Bのそれぞれの原子比a,b,c,dが、0.5≦a≦0.8、0.06≦b、0≦c≦0.1、0≦d≦0.1、0.01≦c+d≦0.1およびa+b+c+d<1を満たすようにし、かつNの原子比eが0.5≦e≦1を満たすようにする。
(もっと読む)
表面被覆切削工具
【課題】窒化アルミニウム層の潤滑作用による耐摩耗性の向上効果を維持しつつ、衝撃が加えられた際に発生する被膜内部の亀裂の進展を抑制し、被膜の内部破壊を防止することによって、極めて優れた耐摩耗性を有する表面被覆切削工具を提供する。
【解決手段】基材と、該基材上に形成された被膜とを備え、該被膜は、物理的蒸着膜であり、かつ基材上に形成された厚み7〜15μmの窒化物層と、該窒化物層上に形成された厚み3〜10μmの複合耐摩耗層と、該複合耐摩耗層上に形成された厚み0.2〜5μmのAlN層とを含み、該複合耐摩耗層は、厚み0.2〜1.5μmの炭窒化物薄層と厚み0.2〜1.5μmの窒化物薄層とが交互に積層されている。
(もっと読む)
高温を生じる金属切削用途のためのコーティングされた切削工具
本発明は、超硬、サーメット、セラミックス、高速度鋼(HSS)、多結晶ダイヤモンド(PCD)又は多結晶立方晶窒化ホウ素(PCBN)の本体を含み、硬質でかつ耐摩耗性のコーティングが適用されて、陰極アーク蒸発又はマグネトロンスパッタリングなどの物理気相成長(PVD)によって成長される切削工具インサートに関する。このコーティングは、(ZrxAl1-x)Nyの少なくとも1つの層を含み、0.45<x<0.85及び0.90<y<1.30であり、0.5〜10μmの厚さを有する。当該層は、単一立方晶相又は六方晶相と立方晶相の混合物からなるナノ結晶微細構造を有する。このインサートは、高温を生じる金属切削用途において特に有用であり、改善されたクレーター摩耗抵抗性を有する。  (もっと読む)
(もっと読む)
表面被覆切削工具
【課題】本発明の目的は、被膜の最表面層として窒化アルミニウム層を形成することにより極めて優れた耐摩耗性を示す表面被覆切削工具を提供することにある。
【解決手段】本発明は、基材と、該基材上に形成された被膜とを備える表面被覆切削工具であって、該被膜は、物理的蒸着膜であり、かつ基材上に形成された厚み7〜15μmの窒化物層と、該窒化物層上に形成された厚み3〜10μmの炭窒化物層と、該炭窒化物層上に形成された厚み0.2〜5μmのAlN層とを含むことを特徴とする表面被覆切削工具に係る。
(もっと読む)
硬質皮膜およびその形成方法
【課題】 従来の硬質皮膜であるTiAlN皮膜やTiCrAlN皮膜よりも耐酸化性に優れ、且つ、硬度の高い硬質皮膜およびその形成方法を提供する。
【解決手段】 (1) 〔(Ti,Cr,V)a (Nb,Ta)b (Al,Si,B)C 〕(C1-x Nx )からなる硬質皮膜であって、a+b+c=1、aTi+aCr+aV =a、bNb+bTa=b、cAl+cSi+cB =c、0.05≦b、0.5≦c≦0.73、0≦cSi+cB ≦0.15、aTi>0、aCr+aV +cSi+cB >0、0.4≦x≦1.0を満たすことを特徴とする硬質皮膜(但し、上記式において、aTiはTiの原子比、aCrはCrの原子比、aV はVの原子比、bNbはNbの原子比、bTaはTaの原子比、cAlはAlの原子比、cSiはSiの原子比、cB はBの原子比、xはNの原子比を示すものである。)等。
(もっと読む)
多層皮膜被覆部材及びその製造方法
【課題】十分な耐熱性と耐摩耗性を備え、より過酷な切削環境においても皮膜の性能を十分に発揮できる密着強度を有する多層皮膜被覆部材及びその製造方法を提供する。
【解決手段】基材の表面に硬質皮膜を2層以上被覆した多層皮膜被覆部材において、該硬質皮膜は外層である第1硬質皮膜と、内層である第2硬質皮膜を有し、該第1硬質皮膜は、SiaBbNcCdOeであり、該第2硬質皮膜は、金属成分がAl、Ti、Cr、Nb、W、Si、V、Zr、Moから選択される2種以上、非金属成分がNと、硼素、C、O、Sから選択される1種以上を有し、該第1硬質皮膜と該第2硬質皮膜との界面から少なくとも500nmまでの該第1硬質皮膜を低酸素濃度域とし、該低酸素濃度域における酸素含有量を原子比でfとしたとき、0<f≦0.05、であることを特徴とする多層皮膜被覆部材。
(もっと読む)
1 - 20 / 91
[ Back to top ]