
Fターム[3C047AA01]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 制御(輪郭形成用を除く) (256)
Fターム[3C047AA01]の下位に属するFターム
ドレッシング時期の判断 (28)
ドレッシング速度の制御 (22)
切込み量の制御 (46)
ドレッシング工具の位置決め (71)
熱変形を考慮したもの
センサーによるもの (57)
Fターム[3C047AA01]に分類される特許
1 - 20 / 32
両面研磨方法、及び両面研磨装置
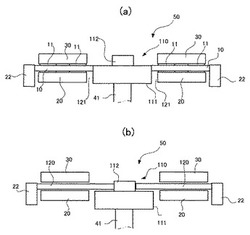
【課題】上下両定盤の修正状態をできるかぎり同一として、マッチングのとれた定盤面を形成してワークを高精度で両面研磨する。
【解決手段】回転可能に配置された研磨用サンギア111と、研磨用サンギア111との間に環状領域121を形成するインターナルギア22と、環状領域内に回転可能に配置された環状の下定盤20と、下定盤20の上側に回転可能に配置された環状の上定盤30と、を備え、下定盤20、上定盤30、サンギア部材110、及びインターナルギア22を夫々予め定めた回転方向、及び速度で回転させ、研磨キャリア10で保持したワーク11の両面研磨後、研磨用サンギア111に代えて、研磨用サンギア111のピッチ円径Raより小さいピッチ円径Rbを備えた修正用サンギア112を配置し、環状領域に研磨キャリア10のピッチ円径raより大きいピッチ円径rbの修正キャリア230を配置し、下定盤20、及び上定盤30の修正を行う。
(もっと読む)
研磨装置に使用される研磨パッドの研磨面を監視する方法および装置

【課題】研磨パッドのコンディショニングのレシピチューニングに費やされるコストおよび時間を大幅に低減し、研磨パッドを研磨テーブルから剥がすことなく研磨パッドの研磨面を監視することができる方法を提供する。
【解決手段】本方法は、回転するドレッサー50を研磨パッド22の研磨面22a上を揺動させて該研磨面22aをコンディショニングし、研磨面22aのコンディショニング中に研磨面22aの高さを測定し、研磨面22a上に定義された二次元平面上における、研磨面22aの高さの測定点の位置を算出し、研磨面22aの高さの測定と測定点の位置の算出を繰り返して、研磨面22a内における高さ分布を生成する。
(もっと読む)
半導体装置の製造方法および化学機械研磨装置
【課題】化学機械研磨装置において、コンディショニングディスクを駆動するアームおよび軸受け部を適切に管理できる方法を提供する。
【解決手段】研磨パッドを担持したプラテンを回転させながら、前記研磨パッドの表面をコンディショニングディスクによりドレッシングする工程を含み、前記コンディショニングディスクを前記研磨パッドの表面に押圧し、さらに前記アームを前記アームの回転軸回りで回転運動させ、前記コンディショニングディスクの位置を、前記プラテンの径方向上に、前記プラテンの中心部と外周部との間で変化させることにより実行され、前記ドレッシングの際、前記アームに作用するトルクの平均値<N>および変動幅Yを、前記コンディショニングディスクの、前記プラテンの径方向上における複数の位置にわたって求め、前記トルクの平均値<N>および前記トルクの変動幅Yの値をもとに、前記アームに対するメンテナンスの要否を判定する。
(もっと読む)
研削砥石及び研削砥石のドレッシング方法
【課題】
精密研削用の研削砥石において、溝を切削する場合に比べ、製造手間やコストが抑えられ、また、研削砥石の回転方向に対する左右でバランスよく研削することができ、精度の高い研削が可能な研削砥石及び研削砥石のドレッシング方法を提供することにある。
【解決手段】
略台形で板状の砥石シートを、所定間隔をおいて台金に貼付して砥石層を形成し、また、砥石シートの回転方向に対する進入側の角部の粒度が、砥石シートの面部分より粗いことを特徴とする。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及びそれに用いる電着砥石
【課題】生産性が高く、チッピングを生じさせない磁気ディスク用ガラス基板の製造方法及び寿命が長い電着砥石を提供すること。
【解決手段】本発明の磁気ディスク用ガラス基板の製造方法は、一対の主表面と端面を有するガラス基板の前記一対の主表面と前記端面との間にチャンファー面を形成するチャンファリング工程を備えた磁気ディスク用基板の製造方法であって、前記チャンファリング工程において、自動ドレスされた電着砥石を用いてチャンファリングすることを特徴とする。
(もっと読む)
研磨パッド端部の延伸
研磨パッドをコンディショニングするための方法および装置が提供される。本装置は、プラテンの上側表面に結合された研磨パッドであって、研磨面を有する研磨パッドと、研磨パッドの周辺端に隣接してプラテンの基底部に連結された支持部材と、支持部材の上側表面に結合された受け材料であって、研磨パッドの研磨面と同一平面内にある上側表面を有する受け材料とを含む。本方法は、研磨パッドの研磨面に対してコンディショニングディスクを押し付けるステップと、コンディショニングディスクの少なくとも一部が研磨面の周辺端を越えて延びることを含むスイープパターンで研磨面全体にわたりコンディショニングディスクを動かすステップと、スイープパターン全体にわたってコンディショニングディスクから研磨面への実質的に均一な圧力を維持するステップとを含む。 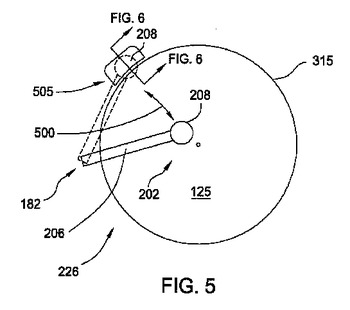 (もっと読む)
(もっと読む)
砥石加工方法及び同装置
【課題】放電加工を利用した砥石の加工(目立て)を大気圧下において安定的に、しかも簡単かつ安価な構成で実施する。
【解決手段】砥石加工装置は、テーブル10上に支持した砥石Sと本電極22との間に高周波電源30により電圧を印加してコロナ放電を発生させることにより砥石Sを加工する。この装置は、ダミー砥石Sdに対向する予備電極24と、本電極22に流れる電流の値を検出する電流計38と、予備電極24と高周波電源30との導通状態を切替えるスイッチ36と、電流計38の検出値に基づきスイッチ36を切替え制御する制御装置34とを有する。制御装置34は、電流計38の検出値がアーク放電発生レベルよりも低い所定の電流値に達すると予備電極24と高周波電源30とを導通状態とし、それまでは予備電極24と高周波電源30とを非導通状態とする。
(もっと読む)
有効なパッドコンディショニングのための閉ループ制御
ポリシングパッドをコンディショニングする方法および装置が提供される。コンディショニング要素は、ベースに対し枢動点で回転可能に装着されたコンディショニングアームにより保持される。アクチュエータは、アームを枢動点の周りに枢動させる。コンディショニング要素は、ポリシングパッドの表面に押し付けられて、ポリシングパッドに対して並進させられ、これにより、ポリシングパッドから材料が除去され、その表面が粗面化される。研磨コンディショニング面のポリシングパッド面との相互作用により、摩擦力が発生する。この摩擦力は、枢動点に付加されるトルク、およびそれにより制御される材料の除去をモニタすることにより、モニタすることができる。コンディショニング時間、ダウンフォース、並進レート、またはコンディショニングパッドの回転は、測定されたトルクに基づいて調整することができる。 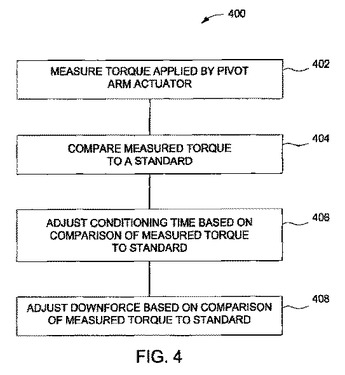 (もっと読む)
(もっと読む)
ホーニング砥石の成形方法及び成形装置
【課題】ばらつきがなく、良品を加工するホーニング砥石の成形方法を提供する。
【解決手段】加工品を研削するホーニング砥石の成形方法であって、ホーニング砥石によって加工品が研削されたときに排出された切粉の大きさに基づいて成形砥石の砥粒径を選択し、ホーニング砥石の外形寸法を成形した後、選択した成形砥石を用いてホーニング砥石の表面状態を成形する。表面状態の成形により、ホーニング砥石の表面は、砥粒が目立てされ、砥粒の一方にチップポケットが形成され、他方にボンドテールが形成される。
(もっと読む)
研削部材のドレス方法および研削装置
【課題】研削装置の研削部材をドレスするドレス方法において、作業者による作業ミスの発生を抑え、かつ効率的にドレスすることができるドレス方法と、そのドレス方法を好適に実施する研削装置を提供する。
【解決手段】搬送ロボットにより供給カセットから位置決めテーブル上に載置されたドレス板100を供給手段73の吸着パッド74で吸着保持し、チャックテーブルの保持面に載置する。ターンテーブルを回転させてチャックテーブルに保持したドレス板100をドレスするスピンドルの下方に移動させ、砥石ホイールでドレス板100を研削する。このとき、厚さ測定ゲージでドレス板100の厚さを測定しながら研削する。研削が終了したら、ドレス板100を着脱位置に戻し、回収手段78によりチャックテーブル上からドレス板100を除去する。
(もっと読む)
研磨装置および研磨方法
【課題】基板毎に膜厚分布の形状が異なる場合でも、基板毎に最適のパッドコンディションを行うための研磨装置および研磨方法を提供する。
【解決手段】研磨パッド12内の位置に応じて、パッドコンディショニング条件を変化させるコンディショニングコントローラ19と、複数のパッドコンディショニング条件を記憶したデータベース21と、基板膜厚分布測定手段18と、パッド表面検出手段17と、研磨パッドなど消耗品のパッドコンディショニング性能のばらつきと基板の研磨量や研磨形状との相関関係情報を記憶するばらつき相関関係情報記憶手段30等から、コンディショニングコントローラは、基板膜厚分布情報に基づき、データベースから最適のパッドコンディショニング条件を選択して研磨パッドのパッドプロファイルを作成する手段22を有すると共に、パッドコンディショニング性能のばらつきを反映してパッドコンディショニング条件を自動的に作成する。
(もっと読む)
化学機械研磨装置の管理方法
【課題】化学機械研磨装置の研磨ヘッドのコンディショナーのハード的不具合を精度良く判定する方法を提供する。
【解決手段】同一のプラテンで使用した研磨処理後の複数枚の研磨パッドのパッドプロファイルを測定し、前記パッドプロファイルが予め定めた基準を満たしている場合には、コンディショナの機械的な状態を良と判定して研磨工程を継続し、前記パッドプロファイルが予め定めた基準を満たしておらず、不良と判定した場合には、コンディショナの機械的な不具合を修復する。
(もっと読む)
内研用砥石のドレッシング方法、及び内研用砥石のドレッシング装置
【課題】内研砥石用のドレッシング技術を改良して、ロータリドレッサのドレッシング力に因る内研砥石軸の撓みを防止し、高精度のドレッシング作業を可能ならしめる。
【解決手段】内研砥石1の外周面に対応する凹面7aを有する軸受ブロック7を設け、該凹面に沿わせて静圧軸受8を構成する。上記の静圧軸受に供給する圧力油9は、当該ドレッシング装置の研削液循環系統から分岐させた研削液を兼用することが望ましい。該静圧軸受8の内部圧力を圧力センサ11で検出して自動制御装置12に入力させる。該自動制御装置は圧力制御弁9a及びスライド駆動モータ6aを制御する。
(もっと読む)
砥石車の頭上ドレッシング方法および頭上ドレッシング装置
【課題】 砥石車の頭上ドレッシング精度を高めるドレッシング方法の提供。
【解決手段】 数値制御されていない非数値制御軸22の左右方向移動によって位置変化を受ける数値制御上下軸4に固定されている単石ドレッシング器具2を用いて砥石車wを頭上ドレッシングするにおいて、予め数値制御の上下軸を移動させないで非数値制御の左右軸を移動させて非数値制御の左右軸のストロークを各補正点数piで割ったピッチ間距離における上下軸への真直度Siを測定し、ピッチ間距離に真直度補正量ΔSiを算出し、この真直度補正量ΔSiを上下軸の補正量として単石ドレッシングによる砥石車のドレッシングを開始するドレッシング方法。
(もっと読む)
半導体製造プロセスの制御方法及び研磨装置
【課題】 コンディショナーの切削レートを高精度かつ簡便に管理することができ、研磨パッドの切削レートから見たコンディショナー使用限界(寿命)管理を可能とすること。
【解決手段】 研磨装置は、研磨パッドの凹凸(溝深さ)を測定する光学式変位計を有する。これにより研磨パッドの目立てに用いられるコンディショナーの切削レートを高精度かつ簡便に管理することが可能となる。変位計の出力データから、研磨レシピのコンディショナー荷重へフィードバックすることにより、コンディショナーの累積使用時間に依存しない安定した切削レートを維持することが可能となる。
(もっと読む)
コンディショニングディスク上における活性砥粒数の測定方法
【課題】コンディショニングディスク上における活性砥粒数の正確で一貫した測定方法を提供する。
【解決手段】この方法は、(a)ダイヤモンドコンディショニングディスクのダイヤモンド砥粒含有面が検査体の硬質面と対向するように、ダイヤモンドコンディショニングディスクを硬質面と接触させる工程と、(b)ダイヤモンドコンディショニングディスクのダイヤモンド砥粒含有面上に存在する任意の活性砥粒が、それぞれの活性砥粒に対応する痕跡を残すように、硬質面を横切って荷重下でダイヤモンドコンディショニングディスクを移動させる工程と、(c)ダイヤモンドコンディショニングディスク上の活性砥粒数を測定するための痕跡を計数する工程とを含む。
(もっと読む)
センタレス研削盤における超砥粒砥石のドレス方法
【課題】 超砥粒砥石のロータリドレッサによるドレスの自動化を図り、ドレスに要する作業時間を大幅に短縮して、センタレス研削盤の稼働率の向上、生産性の向上に寄与できるようにする。
【解決手段】 ロータリドレッサを超砥粒砥石に所定量ずつ切り込みながら超砥粒砥石の砥石軸方向の全幅でトラバースしてドレスを行うに際し、粗ドレス時のドレッサ駆動モータの負荷電流値をサンプリングして、負荷電流値が超砥粒砥石の砥石軸方向の全幅で下限電流値を超えたときに粗ドレスを完了し、自動的に仕上げドレスに移行する。
(もっと読む)
研磨方法および研磨装置
【課題】研磨対象物が大口径であっても、研磨部材表面に付着した異物を原因として研磨対象物の研磨後の表面にスクラッチが生じることを抑制することにより研磨対象物の歩留まりが低下することを抑制できるようにする。
【解決手段】研磨部材200と研磨対象物との間に圧力を加えつつ、前記研磨部材と前記研磨対象物とを相対運動させて前記研磨対象物を研磨する研磨方法であって、研磨部材表面の異物付着位置または異物付着範囲を特定し、研磨部材表面の異物付着位置または異物付着範囲を重点的に洗浄する。
(もっと読む)
導電性パッドのコンディショニングスウィーププロファイルを調整することによる除去プロファイルの調節
【課題】研磨プロセスの間に基板から材料の除去率を制御するための方法が記載される。
【解決手段】一実施形態において、基板の研磨前のプロファイルが決定され、研磨パッドのコンディショニングパラメータがそのプロファイルに基づいて調整される。コンディショニングヘッドのスウィープ範囲及び周波数などのパラメータ及び下向きの力及び回転速度のコンディショニングエレメントがパッドの最適な研磨能力を維持するために、パッドの部分に対し、選択的にコンディショニングが行われるように調整される。
(もっと読む)
砥石車のツルーイング装置及びツルーイング方法
【課題】砥石車の周面及び端面の切味を良くしてワーク加工時に研削焼けが発生するのを抑制できる砥石車のツルーイング装置及びツルーイング方法を提供する。
【解決手段】回転可能に支持された修正工具10を備え、修正工具10により回転する砥石車Tを修正する砥石車Tのツルーイング装置11であって、修正工具10は、回転周面がツルア面とされた周面ツルア15と、回転軸方向端面がツルア面とされた端面ツルア16とを有し、周面ツルア15で砥石車Tの端面を修正し、端面ツルア16で砥石車Tの周面を修正するように、砥石車Tの回転軸に対して修正工具10の回転軸を略直交配置する。
(もっと読む)
1 - 20 / 32
[ Back to top ]