
Fターム[3C047AA10]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 制御(輪郭形成用を除く) (256) | センサーによるもの (57) | 振動検出 (13)
Fターム[3C047AA10]に分類される特許
1 - 13 / 13
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
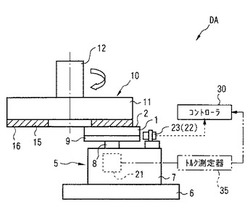
【解決手段】本発明に係るドレッシング装置は、ドレッシング工具1と、ドレッシング工具1を回転駆動するサーボモータ21とを備え、ドレッシング工具1をドレッシング面2内で回転させてドレッシング工具1のドレッシング面2に当接する研磨パッド15のドレッシングを行うドレッシング装置DAにおいて、サーボモータ21の回転駆動トルクを測定するトルク測定器35と、トルク測定器35により測定されたサーボモータ21の回転駆動トルクに基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法

【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
ドレッシング状態判定方法
【課題】所望の砥石真直形状が達成できたか否かを判定することのできるドレッシング状態判定方法を提供する。
【解決手段】ドレッシングの際に発生する超音波と、予め定められた複数の標本線との交差点数をMTシステムのT法における微分特性として取得すると共に、各交差点の内、交差点の位置を上回る位置に超音波が存在する交差点間の間隔の和をMTシステムのT法における積分特性として取得し、複数の標本線の内、予め定めら有効標本線における微分特性及び積分特性について、所定の単位空間データによって規準化し、その規準化された微分特性及び積分特性を基にドレッシングによる砥石真直度の推定値を算出し、算出された推定値が所定のしきい値を満足する場合に所望のドレッシング状態に達したと判定するものである。
(もっと読む)
ねじ状砥石の位相合わせ装置
【課題】簡素な構成で、被加工歯車またはドレッサに対するねじ状砥石の位相合わせを精密に行うことができるねじ状砥石の位相合わせ装置を提供する。
【解決手段】研削時またはドレッシング時におけるねじ状砥石14とワークWまたはディスクドレッサ32との噛み合いに先立って、ワークWまたはディスクドレッサ32に対するねじ状砥石14の位相合わせを行うに際し、ねじ状砥石14を回転可能に支持する砥石ヘッド11に設けられたAEフルイッドセンサ42によって、ねじ状砥石14がワークWまたはディスクドレッサ32に接触したか否かを検出し、接触が検出されたときのねじ状砥石14の位相に基づいて、当該ねじ状砥石14を噛み合い可能な位相に位置決めする。
(もっと読む)
ねじ状砥石の位相合わせ方法及びその装置
【課題】ねじ状砥石の接触及び非接触を高精度に検出し、ねじ状砥石の位相合わせを精密に行うことができるねじ状砥石の位相合わせ方法及びその装置を提供する。
【解決手段】ドレス時におけるねじ状砥石14とディスクドレッサ32との噛み合いに先立って、ディスクドレッサ32に対するねじ状砥石14の位相合わせを行うに際し、ディスクドレッサ32に接触したときのねじ状砥石14の弾性波に応じた電圧Vに基づいて、ねじ状砥石14がディスクドレッサ32に接触したか否かを判定し、ねじ状砥石14がディスクドレッサ32に接触しても電圧Vが閾値Voを超えない場合には、ディスクドレッサ32の回転数を上げて強制的に接触判定させ、このときのねじ状砥石14の位相に基づいて、当該ねじ状砥石14を噛み合い可能な中間位相に位置決めする。
(もっと読む)
砥石成形状態判定装置及び砥石成形状態判定方法
【課題】被熟練者にも砥石の適正なドレッシングを可能にする。
【解決手段】砥石10とドレッサ13との間の砥石成形状態を判定する砥石成形状態判定装置20は、砥石10とドレッサ13とを砥石成形させたときに生じる弾性波を検出するAEセンサ21と、基準の砥石及びドレッサでドレッシングしたときにAEセンサ21から出力された信号波形をマスタ信号波形として記憶する記憶部25と、砥石成形状態を判定する対象の対象砥石及び対象ドレッサをドレッシングしたときにAEセンサ21から出力された測定信号波形とマスタ信号波形と間の差が、所定の閾値範囲にあるか否かを判定することにより、前記対象砥石及び前記対象ドレッサの間の砥石成形状態を判定する判定部と、を備える。
(もっと読む)
砥石車のツルーイング方法
【課題】形直しを効率よく行うことができるばかりでなく、砥石を過剰に除去しない的確なツルーイングを行うことのできる砥石車のツルーイング方法を提供する。
【解決手段】砥石車とツルアとが接触する際に生じるアコースティックエミッションを検出信号として出力するアコースティクエミッションセンサの出力値を監視して、前記アコースティクエミッションセンサの出力値が閾値に達するまで、ツルーイング精度の低いツルーイング条件にて低精度ツルーイング加工を行った後、同一のツルーイング対象面に対してツルーイング精度の高いツルーイング条件にて高精度ツルーイング加工を行うことを特徴とする砥石車のツルーイング方法。
(もっと読む)
砥石車のツルーイング方法及び研削盤
【課題】砥石を過剰に除去しない的確なツルーイングを行うことのできる砥石車のツルーイング方法、及び、このツルーイング方法を実現する研削盤を提供する。
【解決手段】砥石車の周速度をツルーイング加工時の周速度よりも遅くした状態で砥石車にツルアを接触させ、砥石車にツルアが接触した際に生じるアコースティックエミッション(AE)を検出信号として出力するアコースティクエミッションセンサ(AEセンサ)の出力値が閾値に達した時点での砥石車に対するツルアの位置を基準として、所定のツルーイング加工を行うことを特徴とする砥石車のツルーイング方法。
(もっと読む)
砥石車のツルーイング方法及び研削盤
【課題】形直し及び目立ての双方を効率よく行うことができるばかりでなく、砥石を過剰に除去しない的確なツルーイングを行うことのできる砥石車のツルーイング方法、及び、このツルーイング方法を実現する研削盤を提供する。
【解決手段】「(ツルアの周速度)/(砥石車の周速度)」で示すツルア周速度比が所定の値となるように砥石車に対するツルアの相対的な回転を制御して、砥石車とツルアとが接触する際に生じるアコースティックエミッション(AE)を検出信号として出力するアコースティクエミッションセンサ(AEセンサ)の出力値が閾値(閾値2)に達するまで、小さなツルア周速度比でツルーイング対象面に第一段階のツルーイング加工を行った後、大きなツルア周速度比で同一のツルーイング対象面に第二段階のツルーイング加工を行うことを特徴とする砥石車のツルーイング方法。
(もっと読む)
砥石車のツルーイング装置
【課題】 砥石車の円弧研削面のツルーイング開始基準位置を接触検出手段を用いて正確に検出できるようにする。
【解決手段】 ツルーイング工具32と砥石車21との接触を検出する接触検出手段と、X軸方向移動手段による砥石車とツルーイング工具との相対移動によって砥石車の円筒研削面21aをツルーイングしている際に接触検出手段の信号変化に基づいて砥石車の円弧研削面21bのツルーイング開始基準位置を検出する円弧研削面開始基準位置検出手段と、円弧研削面開始基準位置検出手段によって検出された円弧研削面開始基準位置を基点にしてX軸方向移動手段およびZ軸方向移動手段を同期制御して円弧研削面をツルーイングする同期制御手段とによって構成した。
(もっと読む)
研削盤
【課題】 接触検出手段による接触検出によって砥石車の研削面が削られるのを抑制できるツルーイン装置を有する研削盤を提供する。
【解決手段】 砥石車21の研削面21aをツルーイングするツルーイングロール32と、該ツルーイングロールと同軸上に隣接して配設された接触検知用ロール33とからなるツルーイング装置30と、接触検知用ロールと砥石車の研削面との接触を検出する接触検出手段35を備え、該接触検出手段によって接触が検出されるツルーイング装置と砥石車との相対移動位置を求め、該相対移動位置を基点にして砥石車の研削面に対するツルーイングロールの切込み量を制御するようにした。
(もっと読む)
検出信号伝送装置
【課題】高い加工精度を必要とする部品や、その取り付け精密を必要とすることがなく、高いS/N比で超音波信号の検出、伝送を可能とする。
【解決手段】ドレッサヘッド41には、超音波を検出する超音波センサ21を設けると共に、超音波センサ21の検出信号をディジタル信号に変換し、無線変調するよう構成された信号変換送信回路23と、この信号変換送信回路23により無線変調された信号が印加される信号送信用アンテナ26を設ける一方、ドレッサヘッド41の近傍には、信号送信用アンテナ26により放射された信号を受信する信号受信用アンテナ34と、この信号受信用アンテナ26により得られた受信信号の復調を行う信号受信ヘッド35が設けられており、復調された信号は、制御部31を介して所定の信号形式のディジタル信号又はアナログ信号として出力されるようになっている。
(もっと読む)
研削砥石用修正装置及び研削砥石の修正方法
【課題】 研削砥石の形状によらずドレッシング及び/又はツルーイングの精度を確保することができる研削砥石用修正装置及び研削砥石の修正方法を提供すること。
【解決手段】 回転軸X1に沿って伸延した支持部112を有し、この支持部112の先端にワーク200を研削する研削砥石113を保持した状態で支持部112を回転させる回転手段110と、修正冶具121を有し、回転中の研削砥石113に対して修正冶具121を当接させてドレッシング及びツルーイングの少なくとも一方を実施する修正手120を備える研削砥石用修正装置100であって、支持部112に対して前進後退可能であり、回転中の支持部112に当接することで支持部112の振れを抑制するガイド手段130を設けた。
(もっと読む)
1 - 13 / 13
[ Back to top ]