
Fターム[3C047FF09]の内容
研削機械のドレッシング及び付属装置 (4,541) | 付属装置一般 (1,032) | 特殊な研磨、研削機用のもの (175)
Fターム[3C047FF09]に分類される特許
1 - 20 / 175
鼓形歯車状砥石のドレッシング方法及びディスク形ドレッサ
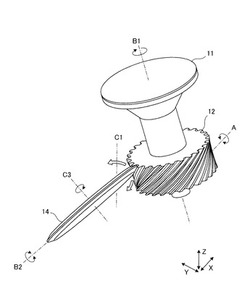
【課題】鼓形の歯車状砥石を高精度にドレッシングすることができると共に、ディスク形ドレッサの刃形形状を変更することなく、歯車状砥石の刃形形状を変更することができる鼓形歯車状砥石のドレッシング方法及びディスク形ドレッサを提供する。
【解決手段】ワークWに対して、その各歯Waにおけるねじれ方向と垂直な歯直角断面の輪郭を繋ぐように線接触して、当該ワークWを研削する鼓形の歯車状砥石12と、円盤状のディスク形ドレッサ14とを、噛み合わせた状態で同期回転させることにより、歯車状砥石12をディスク形ドレッサ14によりドレッシングする鼓形歯車状砥石のドレッシング方法において、ディスク形ドレッサ14の刃形形状を、研削後のワークWにおける歯Waの歯直角断面形状と一致させ、歯車状砥石12及びディスク形ドレッサ14を、歯車状砥石12の鼓形形状及びねじれ角に応じて、移動及び旋回させる。
(もっと読む)
バリ取り装置

【課題】 ワークを搬送する搬送ベルトの搬送面やワーク吸着用の透孔に粉塵や油等の異物が残ることを防ぎ、次のワークに悪影響を与えないバリ取り装置を提供する。
【解決手段】 搬送面4aからその裏面に貫通する無数の透孔4bが形成された無端の搬送ベルト4を有し、この搬送ベルト4の搬送面4aの上に、バリが上面に形成されたワークを載せて搬送するベルトコンベア1と、このベルトコンベア1の上方に配置されて搬送ベルト4上のワークのバリを取るバリ取りヘッドと、搬送ベルト4の裏面側から透孔4bを通じてエアを吸引し、ワークを搬送面4aに吸着させるエア吸引手段6と、エア吸引手段6のエア吸引用ブロア41の排気の一部を搬送ベルト4の搬送面4aに吹き付ける排気吹付け手段45とを備える。
(もっと読む)
摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置
【課題】プーリと摩擦伝動ベルトとの間で異音が生じることを抑制でき、且つ、製造にかかる手間及び時間が少なくて済む、摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置を提供する。
【解決手段】圧縮ゴム層5に心線及び短繊維が埋設された構成を有するベルトスリーブ1の圧縮ゴム層5の外周面7に、プーリに当接する摩擦伝動面を形成する工程が施される。工程では、ベルトスリーブ1を一対のロール51,52に巻き掛け、ベルトスリーブ1にテンションを生じさせた状態で、ベルトスリーブを一対のロール51,52を用いて回転させる。この際、研削ホイール53は、回転させられながらベルトスリーブ1の外周面7に当接されている。また、ベルトスリーブ1と研削ホイール53との接触面16,56には界面活性剤が供給される。
(もっと読む)
デバーリング装置
【課題】本発明は、金属製品または非金属製品の成形または切断作業時に発生するバリを自動で除去するだけでなく、デバーリング作業時に発生する騒音及び異質物による作業空間汚染を最小化することができるデバーリング装置を提供するためのものである。
【解決手段】本発明に係るデバーリング装置は、ベースの上に設けられてデバーリング対象物を移送する移送経路を形成する移送モジュール、ベースの上のデバーリング対象物の移送経路の上に設けられてデバーリング対象物をデバーリングするデバーリングモジュール、及びベースの上に往復動可能に設けられて移送モジュール及びこの移送モジュールの上のデバーリング対象物が外部に露出することを選択的に遮断するだけでなく、デバーリングモジュールを用いたデバーリング対象物のデバーリング作業時に発生する粉塵及び騒音が外部に伝えられることを防止する遮断カバーを含むことを特徴とする。
(もっと読む)
ワイヤーソー装置および該装置に用いられるワークプレート
【課題】切込み末期のみならず切込み初期における切断面のうねり成分をも低減し、結果として切断終了後のウェーハの表面のうねり成分を十分に低減することが可能なワイヤーソー装置を提供する。
【解決手段】本発明のワイヤーソー装置10のワーク保持機構18は、スライス台22と、ワークプレート24と、ワークプレート保持部26と、を有する。ワークプレート24は、本体部28の側面からワイヤー延在方向Zの両側に突出し、両側それぞれに開口部32A,32Bを有する一対の突出プレート30A,30Bを有し、突出プレート30A,30Bの両外側のうち、少なくともノズル20が位置する側に溝部材34A,34Bを有し、ワイヤー群16からワークプレート保持部26に向けて舞い上がるスラリーを、開口部32A,32Bを通過させて34A,34B溝部材で捕集可能としたことを特徴とする。
(もっと読む)
分離回収装置
【課題】使用済クーラントから各成分を再利用可能に分離するとともに、一次遠心処理工程及び二次遠心処理工程のそれぞれの処理時間を近似させ、生産効率の向上を図ることのできる分離回収装置の提供を課題とするものである。
【解決手段】分離回収装置1は、ボウル状の一次回転体7及び一次回転駆動部8を備える一次遠心分離部9と、使用済クーラント2を一時的に貯留する使用済クーラント貯留槽10と、一次回転体7の回転速度を変化させる一次回転速度制御部11と、回収砥粒3及び破砕砥粒4を分別する砥粒分別回収部12と、ボウル状の二次回転体13及び二次回転駆動部14を備える二次遠心分離部15と、一次遠心分離液16を吐出する一次遠心分離液貯留槽17と、二次回転体13の回転速度を変化させる二次回転速度制御部18とを具備する。
(もっと読む)
シリコンインゴットスライス用含水切削液
【課題】 本発明はシリコンインゴットの切削工程において、従来品より加工熱の冷却性、浸透性、水とシリコンとの反応抑制性、抑泡性が良好であるため、切削加工効率を向上させることができる。また、シリコンウエハの平坦性も良好であるため、過酷なスライス条件下でも被加工面の表面精度を高く維持できる切削液を提供する。
【解決手段】 下記一般式(1)で表される3〜8個の水酸基を有する化合物(a)のポリオキシアルキレン付加物(A)と水を必須成分として含有し、該ポリオキシアルキレン付加物(A)のHLBが6.0〜20.0であることを特徴とするシリコンインゴットスライス用含水切削液。
【化1】
[式(1)中、Rは3〜8個の水酸基を有する化合物から水酸基、(A1O)は炭素数が2〜4のオキシアルキレン基を除いた残基を表す。mは炭素数が2〜4のアルキレンオキサイドの平均付加モル数を表し1〜350の数、fは3〜8の整数である。]
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
グラインダー用駆動装置及びそれを備えたグラインダー
【課題】簡単な手段によって安全性を高めたグラインダー用安全装置を提供する。
【解決手段】グラインダー用駆動装置8は次の特徴の内の1つ又は複数を有する:駆動手段は少なくとも3つの駆動装置を有すること;安全手段は、各駆動アセンブリ12の故障を検出するための故障検出手段28と、この故障検出手段28によって検出される故障に応答して全ての電動機14のスタートを妨げるに適した制御手段22を有すること;この故障検出手段28は、各減速手段16に1つの減速装置故障センサ34を有すること;少なくとも2つの駆動アセンブリ12、及び好ましくは全ての駆動アセンブリ12は同一であること;
(もっと読む)
ワイヤソーの加工液ノズル
【課題】構造が簡単で製造コストを低減することができる加工液ノズルを提供する。
【解決手段】ワイヤソーの加工部の上方に加工液ノズル14をワイヤの配列方向に沿って延長配置して、その加工液ノズル14からワイヤ上に加工液を供給する。加工液ノズル14には、加工液供給部に連結され、下部に自身の延長方向に沿って供給口20aを設けた供給管20と、その供給管20内を上部室20Aと下部室20Bとに区画するように供給管20内に設けられ、自身の延長方向に沿って複数の透孔22aを配列した区画板22とを備える。
(もっと読む)
成形研削盤及びその制御方法
【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
電動刃物研ぎ機
【課題】 本発明は、研磨面に供給された研ぎ水を一瞬の間に飛散させることなく、適正な研磨に必要な研ぎ水を研磨面に供給できる電動刃物研ぎ機を提供することを目的とする。
【解決手段】 研磨砥石8を有する回転研磨部材9が、回転用駆動装置により回転される回転軸7に一体回転可能に固定され、回転している研磨砥石8の研磨面19に研ぎ水を供給することによりその研磨面19で刃物を研磨する電動刃物研ぎ機1であって、研磨面19に供給される研ぎ水にあらかじめ研磨砥石8の回転と同じ回転の慣性を与える手段を有する。
(もっと読む)
歯車研削盤
【課題】吐出する研削油を低減できる歯車研削盤を提供する。
【解決手段】歯車研削盤は、歯車となるワークを研削する砥石と、砥石を回転駆動する研削スピンドルと、ワークを載置するワークテーブルと、ワークの研削中に、研削油を吐出するクーラントパイプと、を含み、クーラントパイプの先端が研削中の砥石及びワークに向けて配置され、先端の幅又は研削油を吐出する研削油吐出口の幅は、ワークの中心軸を通るワーク幅よりも狭い。
(もっと読む)
ホーニング用研削工具
【課題】真円度、円筒度及び研削能率を向上させる配置の砥石を有する研削工具を提供する。
【解決手段】複数スリットを有する円柱状ホルダと、ホルダと同軸的に内包されるテーパコーンと、コーンに支承され複数スリットの各々に内包されるシューと、シューに取り付けられホルダから突出する砥石を備え、コーンの軸方向の進退によりシューが進退自在な研削工具で、ホルダは、ホルダ内部にクーラントを供給する流入口と、ホルダ内に流入したクーラントを排出するスリットに形成された複数の排出溝とを備え、隣接する砥石がなす角のうち少なくとも一箇所は角度が大きく、それ以外の箇所は角度が小さくなるようホルダの回転軸を中心とする円周上に砥石が配置され、砥石数は6枚であり、そのうち4枚の砥石は、回転軸に関して向かい合う90度以上の二領域を区画するように配置され、残りの2枚の砥石は、各々90度以上の領域以外の領域に1枚ずつ配置される。
(もっと読む)
ホーニング装置
【課題】電解ドレッシングを行うホーニング装置の稼働コストを抑制する。
【解決手段】ホーニング装置の回転工具13には、シリンダボアを研削するホーニング砥石11,12が設けられるとともに、工具ガイドのガイド穴に摺接するガイド部材40が設けられる。ガイド部材40は、工具本体21に固定される基礎部材41と、基礎部材41に固定される摺接部材42とによって構成される。基礎部材41の材料としてはセラミックス材料が用いられ、摺接部材42の材料としては超硬合金材料が用いられる。このようにガイド部材40を構成することにより、ガイド部材40に絶縁性および耐摩耗性を向上させることが可能となる。これにより、ホーニング砥石11,12に対する電解ドレッシングを可能とした上で、ガイド部材40の摩耗を抑制することができるため、ガイド部材40の交換サイクルを延ばして稼働コストを抑制することが可能となる。
(もっと読む)
円筒体の面取り装置及び面取り方法
【課題】 円筒状永久磁石などの円筒体を面取りする際に用いられる砥石の寿命を延ばし、加工費を低減することのできる円筒体の面取り装置及び面取り方法を提供すること。
【解決手段】 円筒状永久磁石11の面取りをする面取り装置10であって、円筒状永久磁石11の一方端面12が台座面13に接するように円筒状永久磁石11を載置する台座14と、円筒状永久磁石11を台座14の所定位置に固定する凹部15と、所定位置に固定された円筒状永久磁石11の中心軸X1と同一軸上にその回転軸X2が位置している状態で、円筒状永久磁石11の他方端面16の周縁17を面取りする円板状砥石18と、円筒状永久磁石11と台座14により形成される円筒状永久磁石11の内部空間19に研削液20を供給する供給管21とを備えている。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
穿孔方法
【課題】コアビットを備えた穿孔装置を用いてコンクリート等の被削材へ穿孔する際、コアビット内に吸引する外気によりコアビット刃先部の空冷と切り粉の排出を行う内部集塵方式の穿孔方法において、穿孔速度が低下したときの研磨材の供給を穿孔装置の構造に変更を加えることなく行う。
【解決手段】可撓性を有する樹脂製のボトル状容器22と、ストロー状のノズル24よりなり、容器22を一握りすると、容器内の研磨材がノズル24より吐出されるポンプ器具21を用い、穿孔速度が低下したとき容器22を一握りしてコアビット外側から穿孔溝に向けて供給する。
(もっと読む)
研磨剤の供給方法及び装置とコアビット
【課題】支柱に昇降可能に支持されるコアビットと、送りモータで構成され、コアビットを支柱に沿って送る送り装置を備えたコアドリルを用いて被削材へ穿孔する方法において、切れ味が低下したときに、研磨剤を必要量コアビット内に自動的に供給する方法を提供する。
【解決手段】検出手段46が送りモータ28の回転数を検出し、該検出値がしきい値を超えて低下したとき制御装置45が研磨剤を入れた容器37の電磁弁38を開き、容器内の研磨剤をコアビット内に供給する。制御装置45はタイマー49を備え、設定時間経過すると、電磁弁38が閉じ、研磨剤の供給が停止される。
(もっと読む)
ラッピング加工方法および加工装置
【課題】ラッピング処理能率を向上することのできる球体のラッピング加工方法および加工装置を提供する。
【解決手段】ラッピング加工方法は、窒化ケイ素セラミックスやサイアロンセラミックスよりなる球状の加工サンプル7の表面を砥石2a、3aによりラッピング加工する球体のラッピング加工方法であって、砥石2a、3aは加工サンプル7よりも高硬度の砥粒を含んでいる。加工サンプル7にトライボケミカル反応を起こさせるような粒子を含む加工液を加工サンプル7と砥石2a、3aとの間に供給してラッピング加工する。
(もっと読む)
1 - 20 / 175
[ Back to top ]