
Fターム[3C049AA09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の構造、材料 (641)
Fターム[3C049AA09]に分類される特許
1 - 20 / 641
光学素子加工用工具、光学素子加工用工具の製造方法、及び光学素子の製造方法
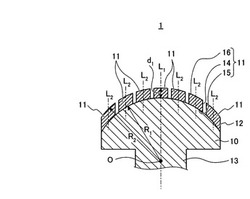
【課題】砥石が磨耗しても互いに隣接する砥石間の間隔が変化しない光学素子加工用工具、光学素子加工用工具の製造方法、及び光学素子の製造方法を提供する。
【解決手段】光学素子加工用工具は、光学素子の研削又は研磨用の光学素子加工用工具1であって、各々が柱状体の少なくとも1つの端面を球面形状に成形した形状をなす複数の砥石11と、複数の砥石11の固定領域12を有する保持部材10とを備え、複数の砥石11は、各砥石11の中心軸が保持部材10の中心軸と平行になるように第1の面15において固定領域12に固定され、第2の面16は、光学素子の加工目標形状に対応する球面形状をなしている。
(もっと読む)
バリ取り装置

【課題】 ワークを搬送する搬送ベルトの搬送面やワーク吸着用の透孔に粉塵や油等の異物が残ることを防ぎ、次のワークに悪影響を与えないバリ取り装置を提供する。
【解決手段】 搬送面4aからその裏面に貫通する無数の透孔4bが形成された無端の搬送ベルト4を有し、この搬送ベルト4の搬送面4aの上に、バリが上面に形成されたワークを載せて搬送するベルトコンベア1と、このベルトコンベア1の上方に配置されて搬送ベルト4上のワークのバリを取るバリ取りヘッドと、搬送ベルト4の裏面側から透孔4bを通じてエアを吸引し、ワークを搬送面4aに吸着させるエア吸引手段6と、エア吸引手段6のエア吸引用ブロア41の排気の一部を搬送ベルト4の搬送面4aに吹き付ける排気吹付け手段45とを備える。
(もっと読む)
砥石
【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置
【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車
【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
プラスチックレンズ用の研磨工具、プラスチックレンズの研磨方法及びプラスチックレンズの製造方法
【課題】プラスチックレンズに対する研磨の際に発生する研磨廃液処理に要するコストを低減しつつ、研磨効率の低下を抑制するプラスチックレンズ用の研磨工具、プラスチックレンズの研磨方法及びプラスチックレンズの製造方法を提供する。
【解決手段】プラスチックレンズの光学面を整えるのに用いられる研磨工具であって、発泡性を有するポリウレタン樹脂を主成分とする物質に対して結晶性アルミナからなる砥粒が均一に分散して固定されている単層からなる。
(もっと読む)
知能研削砥石、知能研削砥石による研削制御方法、
【課題】研削砥石にICチップを備えて砥石の初期研削条件を記憶するとともに、砥石研削時の各種砥石情報を記憶し、別の研削盤に変更しても、砥石の最適研削条件のもとに研削可能とした知能研削砥石と研削制御方法を提供する。
【解決手段】知能研削砥石10は、砥粒層の温度、外径、振動、応力等を個別に検知する感知センサD1と、上記砥粒層1の温度、外径を検知する感知センサD1を砥粒と一体的に外径方向に向けて焼き込んだ砥粒層1を基板3の外周面に装着させた研削砥石と、上記研削砥石にこの砥石メーカー出荷時に初期研削条件を記憶させるとともに研削運転時に温度,外径,振動,応力等の各種研削状況を更新記憶し、外部のNC制御部60に対して記憶した各種研削情報を出力するICチップPと、を備えた。
(もっと読む)
研磨装置および研磨方法
【課題】研磨中における研磨テープのテンション(張力)をほぼ一定として安定した研磨性能を実現することができ、かつ研磨速度を上げることができる研磨装置を提供する。
【解決手段】本発明の研磨装置は、研磨テープ41を研磨対象物に接触させる研磨ヘッド42と、研磨ヘッド42を所定の点を中心として揺動運動させる揺動機構とを備える。揺動機構は、研磨ヘッド42が固定される揺動アーム60と、支持アーム62と、揺動アーム60を回転自在に支持アーム62に連結する連結軸67と、揺動アーム60を連結軸67を中心として揺動運動させる駆動機構M1とを有する。研磨ヘッド42の揺動運動の中心点は、連結軸67の中心線上にある。
(もっと読む)
半導体装置の製造方法
【課題】 基板の研削が容易な半導体装置の製造方法を提供する。
【解決手段】 半導体装置の製造方法は、基板の一面に半導体素子を形成する工程と、半導体素子が形成された基板の一面の反対面をドライエッチングする工程と、ドライエッチングされた基板の反対面を研削する工程とを含む。基板は、半導体素子が形成された基板の一面の反対面をドライエッチングされることにより、該反対面に凹凸が形成される。そして、ドライエッチングされた基板の反対面を研削するときに、該反対面に形成された凹凸と、砥石、または砥粒の凹凸が、互いに十分に噛み合うことができる。したがって、砥石、または砥粒は、基板の表面を、すべることなく、効果的に研削することができる。
(もっと読む)
ワーク切削具
【課題】ワークを差込めば、切削部に押し当てたワークを回転させなくても球状、円錐状、円錐台形に切削可能とし、切削効率の向上を図る。
【解決手段】基体にワークを差込み可能な切削凹部を設け、切削凹部の内周面に切削刃物又は切削砥粒等の切削物を設け、切削凹部内に差込んだワークを前記切削部に押し当てた状態で基体を回転させると、ワークを切削凹部の内周面形状に沿って切削可能とした。切削凹部にワークを切削可能な入口側切削部と入口側切削部よりも内径の小さい奥側切削部を切削凹部の内周面に二段以上連設し、両切削部を入口側切削部から奥側切削部にワークを連続押し込み可能に連設した。入口側切削部と奥側切削部を、入口側切削部から奥側切削部にワークを連続押し込みできない階段状に設けた。切削凹部内に切り粉を排出可能な排出口又は一時的に溜めておく溜め空間を設けた。
(もっと読む)
加工装置および光学部材の製造方法
【課題】 形状精度の向上とうねり精度の向上の両立を可能とし、光学部材の表面を高精度に加工するための加工装置および光学部材の製造方法を提供する。
【解決手段】 研磨部材と被加工物との間に圧力を発生させて、前記研磨部材と前記被加工物とを相対的に移動させることにより被加工物を加工するための加工装置であって、
揺動運動を行う支持手段と、前記支持手段に回転自在に取り付けられた加工部と、を有し、前記加工部は、前記研磨部材と前記被加工物との間にそれぞれ異なる圧力を発生させるための複数の圧力発生手段を有する。
(もっと読む)
研削装置
【課題】超音波振動を伴って研削を行う研削ホイールをホイールマウントに装着する場合に高精度な電極位置精度を不要とすると共に、超音波振動加工時のノード領域の変化によっても電極接触不良を発生させず、かつ、研削ホイールを容易に着脱可能な研削装置を提供すること。
【解決手段】研削装置(1)は、研削ホイール(41)がネジによりホイールマウント(31)に締結され、可動電極部(71)がシール部材(418)の外側から外力により押圧されると、可動電極(713)がホイールマウント(31)に取り付けられた絶縁部材(61)の被係合凹部(61a)内に係合され、固定電極(62)に接触した状態で固定部材(63)によって固定され、環状電極(415)に通電されると共に可動電極部(71)がホイールベース(413)に非接触とされる。
(もっと読む)
ソーワイヤおよびそれを用いたIII族窒化物結晶基板の製造方法
【課題】引張破断強度が高く細いソーワイヤを用いて反りの小さいIII族窒化物結晶基板を歩留まり良く製造できるIII族窒化物結晶基板の製造方法を提供する。
【解決手段】本III族窒化物結晶基板の製造方法は、炭素濃度が0.90〜0.95質量%、ケイ素濃度が0.12〜0.32質量%以下、マンガン濃度が0.40〜0.90質量%以下、リン濃度が0.025質量%以下、イオウ濃度が0.025質量%以下および銅濃度が0.20質量%以下の鋼線を含み、ワイヤの直径が0.07mm以上0.16mm未満で、ワイヤの引張破断強度が4200N/mm2より高く、ワイヤのカール径が400mm以上のソーワイヤ22を用いて、ソーワイヤに破断張力の50%以上65%以下の張力をかけて、III族窒化物結晶体30をスライスする。
(もっと読む)
研磨装置及び球状部品の製造方法
【課題】研磨精度の高い球状部品を高い研磨効率で研磨できる研磨装置及び球状部品の製造方法を提供すること。
【解決手段】砥粒が配置された円弧状内面13を有する転動溝12を外周面11に有するローラ状の砥石5と、この砥石5に対して間隙9をおいて並列に軸支されたバックアップローラ6と、砥石5及びバックアップローラ6の少なくとも一方をその軸線方向に前後進させる運動機構7と、間隙9の近傍に配置され、球状部品3を砥石5及びバックアップローラ6に押し止める押止部材8とを備えた研磨装置1、並びに、砥粒が配置された転動溝12内に配置された球状部品3に砥石5の回転方向の第1転動力及びこの回転方向と異なる方向の第2転動力を作用させて球状部品3を転動溝12で研磨する工程を有する球状部品の製造方法。
(もっと読む)
光学素子加工用治具、光学素子加工装置、及び光学素子製造方法
【課題】同時に加工可能な光学素子の数を従来よりも増やすことができる光学素子加工用治具、光学素子加工装置、及び光学素子製造方法を提供する。
【解決手段】光学素子加工用治具10は、光学素子材料の表面を研磨又は研削する光学素子加工装置において用いられる光学素子加工用治具10であって、球面形状の表面に、光学素子材料の一部が配置される凹部11が複数設けられた形状をなす部材からなる。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンド材料を高速かつ高い面精度で研磨することができるダイヤモンド材料研磨用の用研磨盤を提供すること。
【解決手段】ダイヤモンド材料研磨用の研磨盤であって、少なくとも研磨盤の研磨面がダイヤモンド粒子と結合材とからなり、隣接するダイヤモンド粒子が互いに結合して連続した構造を有しており、前記結合材は、Ni,Co,及びFeからなる群より選ばれる少なくとも1種の元素と、Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,及びWからなる群より選ばれる少なくとも1種の元素と、Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,及びWからなる群より選ばれる少なくとも1種の元素の炭化物を含むダイヤモンド焼結体からなることを特徴とするダイヤモンド材料研磨用の研磨盤。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法
【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンドを高速かつ高い面精度で研磨することができるダイヤモンド用研磨盤を提供すること。
【解決手段】ダイヤモンドの研磨に用いられる研磨盤であって、ダイヤモンドと当接する研磨盤の研磨面が、酸化物を50体積%以上含み、押し込み硬度が500Kgf/cm2以上である材料からなることを特徴とするダイヤモンド材料研磨用の研磨盤であり、酸化物としてはSi,Al,Ti,Cr及び、Zrからなる群より選ばれた1つ以上の元素の酸化物を用いることが好ましい。
(もっと読む)
ステンレス鋼製部材の製造方法及び塗布フィルムの製造方法
【課題】ステンレス鋼にシャープエッジを形成する際にバリが根元から折れてシャープエッジが欠けてしまうことを防止することができるステンレス鋼製部材の製造方法及びその方法で製造されたステンレス鋼製部材で塗布液を塗布する塗布フィルムの製造方法を提供する。
【解決手段】ステンレス鋼のシャープエッジを形成する面(A面)、及び、シャープエッジの長さ方向に接する両側面(B面、C面)を研削するステップaと、シャープエッジを形成する面(A面)を研磨するステップbと、を有し、ステップbでは、シャープエッジを形成する面と接する側から順に、1層目32が砥粒、2層目34が軟質部材、3層目36が2層目よりも剛性が高い支持体、から成る研磨手段30を用いて研磨する。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
1 - 20 / 641
[ Back to top ]