
Fターム[3C049AA12]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具運動機構 (620) | 押圧及び切込調整機構 (158)
Fターム[3C049AA12]に分類される特許
1 - 20 / 158
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置
【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
砥石

【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
四角柱状インゴットブロックの面取り加工方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
プラスチックレンズ用の研磨工具、プラスチックレンズの研磨方法及びプラスチックレンズの製造方法
【課題】プラスチックレンズに対する研磨の際に発生する研磨廃液処理に要するコストを低減しつつ、研磨効率の低下を抑制するプラスチックレンズ用の研磨工具、プラスチックレンズの研磨方法及びプラスチックレンズの製造方法を提供する。
【解決手段】プラスチックレンズの光学面を整えるのに用いられる研磨工具であって、発泡性を有するポリウレタン樹脂を主成分とする物質に対して結晶性アルミナからなる砥粒が均一に分散して固定されている単層からなる。
(もっと読む)
研磨装置および研磨方法
【課題】研磨中における研磨テープのテンション(張力)をほぼ一定として安定した研磨性能を実現することができ、かつ研磨速度を上げることができる研磨装置を提供する。
【解決手段】本発明の研磨装置は、研磨テープ41を研磨対象物に接触させる研磨ヘッド42と、研磨ヘッド42を所定の点を中心として揺動運動させる揺動機構とを備える。揺動機構は、研磨ヘッド42が固定される揺動アーム60と、支持アーム62と、揺動アーム60を回転自在に支持アーム62に連結する連結軸67と、揺動アーム60を連結軸67を中心として揺動運動させる駆動機構M1とを有する。研磨ヘッド42の揺動運動の中心点は、連結軸67の中心線上にある。
(もっと読む)
加工装置および光学部材の製造方法
【課題】 形状精度の向上とうねり精度の向上の両立を可能とし、光学部材の表面を高精度に加工するための加工装置および光学部材の製造方法を提供する。
【解決手段】 研磨部材と被加工物との間に圧力を発生させて、前記研磨部材と前記被加工物とを相対的に移動させることにより被加工物を加工するための加工装置であって、
揺動運動を行う支持手段と、前記支持手段に回転自在に取り付けられた加工部と、を有し、前記加工部は、前記研磨部材と前記被加工物との間にそれぞれ異なる圧力を発生させるための複数の圧力発生手段を有する。
(もっと読む)
樹脂成形品のパートライン研磨装置
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
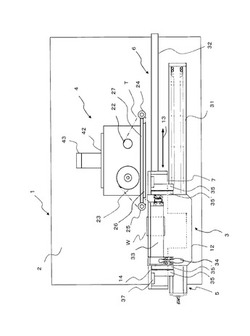
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
研磨装置及び球状部品の製造方法
【課題】研磨精度の高い球状部品を高い研磨効率で研磨できる研磨装置及び球状部品の製造方法を提供すること。
【解決手段】砥粒が配置された円弧状内面13を有する転動溝12を外周面11に有するローラ状の砥石5と、この砥石5に対して間隙9をおいて並列に軸支されたバックアップローラ6と、砥石5及びバックアップローラ6の少なくとも一方をその軸線方向に前後進させる運動機構7と、間隙9の近傍に配置され、球状部品3を砥石5及びバックアップローラ6に押し止める押止部材8とを備えた研磨装置1、並びに、砥粒が配置された転動溝12内に配置された球状部品3に砥石5の回転方向の第1転動力及びこの回転方向と異なる方向の第2転動力を作用させて球状部品3を転動溝12で研磨する工程を有する球状部品の製造方法。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンドを高速かつ高い面精度で研磨することができるダイヤモンド用研磨盤を提供すること。
【解決手段】ダイヤモンドの研磨に用いられる研磨盤であって、ダイヤモンドと当接する研磨盤の研磨面が、酸化物を50体積%以上含み、押し込み硬度が500Kgf/cm2以上である材料からなることを特徴とするダイヤモンド材料研磨用の研磨盤であり、酸化物としてはSi,Al,Ti,Cr及び、Zrからなる群より選ばれた1つ以上の元素の酸化物を用いることが好ましい。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
研削方法
【課題】ビード周辺の母材表面の削り過ぎを防止でき、且つ削り幅を狭くできる研削方法を提供することを課題とする。
【解決手段】研削方法は、研削装置準備工程と第1研削工程と第2研削工程とからなる。
【効果】第2研削工程で、第1研削工程でビード16の一部を研削して得た平坦面39に、逆V字を呈する研削ベルト29を当てると、研削ベルト29の接触部が水平になり、研削ベルト29の非接触部が湾曲した母材から離れやすくなるため、ビード16周辺の母材37表面の削り過ぎを防止できる。また、第2研削工程で、研削ベルト29は平坦面39のみを研削するから、削り幅W2を狭くすることができる。したがって、ビード16周辺の母材37表面の削り過ぎを防止でき、且つ削り幅W2を狭くできる研削方法を提供できる。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの使用感を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、研磨治具表面を該表面に向かって開口する貫通穴を複数有する研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする眼鏡レンズの製造方法。
(もっと読む)
研磨装置および研磨方法
【課題】基板の周縁部を研磨して直角な断面形状を形成することができる研磨装置を提供する。
【解決手段】研磨ユニット25は、基板Wの周縁部に対して研磨テープ38を上から押し当てる押圧部材を有する研磨ヘッド50と、研磨ヘッド50に研磨テープ38を供給し、研磨ヘッドから研磨テープ38を回収するテープ供給回収機構70と、研磨ヘッド50を基板Wの半径方向に移動させる第1の移動機構42A,43A,40Aと、テープ供給回収機構70を基板Wの半径方向に移動させる第2の移動機構42B,43B,40Bとを備える。ガイドローラ84D,84Eは、研磨テープ38が基板Wの接線方向と平行に延び、かつ研磨テープ38の研磨面が基板Wの表面と平行となるように配置される。
(もっと読む)
メタルシール部の加工方法および加工装置
【課題】簡易な方法で加工精度を高め、真円度および面粗度を向上させて油密性を確保するとともに、装置の簡素化により、生産コストを抑制できるメタルシール部の加工方法および加工装置を実現する。
【解決手段】ボデーB1に設けたテーパ面状のボデーシートB2に、ニードルNの先端に形成したテーパ面状のシート面N3を着座させるメタルシール部の加工を、ボデーB1の中心軸に対してニードルNの中心軸を傾斜させ、ボデーシートB2中心に対してシート面N3中心を偏芯配置して行なう。シート面N3とボデーシートB2の間に遊離砥粒を介在させた状態で、ニードルNに自転運動と、ボデーB1の中心軸周りに偏芯回転させるすりこぎ運動を与えることにより、シート面N3とボデーシートB2を同時に仕上加工する。
(もっと読む)
半導体装置の製造方法および製造装置
【課題】支持基板に貼り合わせたウエハの歩留まりを上げることができる半導体装置の製造方法および製造装置を提供すること。
【解決手段】実施形態の半導体装置の製造方法は、第1工程、第2工程および第3工程を含む。第1工程は、半導体素子が形成されたウエハの表面を支持基板に貼り合わせる。第2工程は、ウエハの裏面を研削して、ウエハを所定の厚さにする。第3工程は、ウエハの周縁部を支持基板の一部に達するまで研磨して、周縁部を除去する。
(もっと読む)
ウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計
【課題】製造効率を向上できるとともに、割れや欠け等の発生を抑えて歩留まりを向上できるウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計を提供する。
【解決手段】一対の研削テーブル205によりウエハWを厚さ方向両面側から挟持するウエハセット工程と、研磨部材202を、長手方向がウエハWの厚さ方向に沿うように配置して、ウエハWの外周面W1に当接させる当接工程と、研削テーブル205によりウエハWを回転させつつ、研磨部材202を長手方向に沿って往復走行させ、ウエハWを研磨する研磨工程と、を有していることを特徴とする。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、耳状突起物に接触する研削加工ヘッドの接触圧を検出し、研削加工ヘッドの接触圧が一定となるように耳状突起物除去装置の位置を制御しながら耳状突起物2を除去するようにした。
(もっと読む)
1 - 20 / 158
[ Back to top ]