
Fターム[3C049AB06]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワークの駆動機構 (126)
Fターム[3C049AB06]に分類される特許
1 - 20 / 126
四角柱状インゴットブロックの面取り加工方法
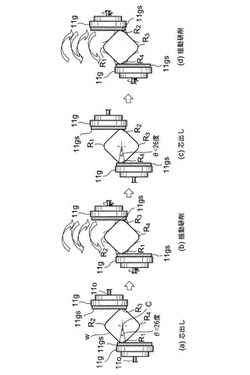
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置

【課題】プーリと摩擦伝動ベルトとの間で異音が生じることを抑制でき、且つ、製造にかかる手間及び時間が少なくて済む、摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置を提供する。
【解決手段】圧縮ゴム層5に心線及び短繊維が埋設された構成を有するベルトスリーブ1の圧縮ゴム層5の外周面7に、プーリに当接する摩擦伝動面を形成する工程が施される。工程では、ベルトスリーブ1を一対のロール51,52に巻き掛け、ベルトスリーブ1にテンションを生じさせた状態で、ベルトスリーブを一対のロール51,52を用いて回転させる。この際、研削ホイール53は、回転させられながらベルトスリーブ1の外周面7に当接されている。また、ベルトスリーブ1と研削ホイール53との接触面16,56には界面活性剤が供給される。
(もっと読む)
ガラス板の両サイド加工装置
【課題】生産効率が良く、良質の研削加工が得られる両サイド加工装置を提供すること。
【解決手段】ガラス板2の両サイド加工装置1は、ガラス板2の下面を支持して送るコンベア装置3の両側に設けられ、ガラス板2の両側短辺の近部を吸着支持する一対の短辺支持吸盤6と、ガラス板2の両側長辺の近部を吸着支持する一対の長辺支持吸盤7とを備えており、短辺支持吸盤6と長辺支持吸盤7とは互いに反対位置から行き違いの往復直動を行うようになっている。
(もっと読む)
水晶片の形成方法
【課題】面ダレ部分を備えていない水晶片の形成方法であって、外形寸法精度が優れ、水晶板から効率よく複数の水晶片を同時に形成することができる生産性が向上された形成方法を提供する。
【解決手段】少なくとも一方の主面が鏡面状態となっている水晶片の形成方法であって、前記水晶片の主面より大きい主面の水晶板を形成する水晶板形成工程と、前記水晶板の主面をラッピングするラッピング工程と、前記ラッピングされた前記水晶板の主面が鏡面状態となり、かつ、前記ラッピングされた前記水晶板の主面を前記ラッピングされた前記水晶板の板厚が前記水晶片の板厚と同じとなるまで、ポリシングするポリシング工程と、前記ポリシングされた前記水晶板の主面の大きさが前記水晶片と同じ大きさとなるまで、前記ポリシングされた前記水晶板の側面を研削する研削工程と、を備えていることを特徴とする。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
長尺部材のバリ除去装置
【課題】長尺部材の端面のバリを適切に除去することができるバリ除去装置と提供すること。
【解決手段】長尺部材Pのバリ除去装置1であって、平行に配置されて前記長尺部材Pを直交する姿勢で搬送する2本の搬送レール3と、前記搬送レール3に沿って前記長尺部材Pを押しながら搬送する搬送部材9と、前記搬送レール3の幅方向の両側に設置されるバリ除去手段11と、を備え、前記搬送レール3は、前記長尺部材Pを回転させるために搬送方向に沿って山部3aおよび谷部3bが交互に連続している。
(もっと読む)
研磨装置
【課題】研磨処理に掛かる時間を長くすること無く、砥石の偏摩耗を抑制することができる研磨装置の提供。
【解決手段】角柱状シリコンインゴットWK1のR面角部を、リング状の各砥石31a,32aに対してワーク移動機構の移動方向と直交する方向に揺動移動させつつ、各砥石31a,32aを回転させて研磨するので、各砥石31a,32aの広範囲に角柱状シリコンインゴットWK1のR面角部を接触させることができる。したがって、各砥石31a,32aをリング状として偏摩耗を抑制することができ、かつR面角部と各砥石31a,32aとの接触部分を増やして、研磨処理に掛かる時間を長くせずに済む。
(もっと読む)
面取り方法及び面取り装置
【課題】予め個片化された半導体チップの角の面取りをできるようにする。
【解決手段】面取り装置10が、半導体チップ11を回転させる回転装置30と、回転装置30の周辺に半導体チップ11の角に接離可能に配置された工具40と、回転装置30の回転軸に関する径方向に沿って工具40を移動させることによって、工具40を半導体チップ11の角に接触させて、半導体チップ11の角を面取りする移動装置50と、を備える。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
ボールのバリを取る方法
【課題】 ボールのバリを取る方法を提供する。
【解決手段】 制御装置が研磨器の位置を制御する。研磨器をボールと隣接した所望の第1位置に移動する。研磨器と接触した状態でボールを回転する。研磨器がボールの外面及び外面上のバリを研磨し、バリを除去する。センサを使用してバリの位置及び大きさを感知してもよい。
(もっと読む)
ゴルフボールバリ取り装置
【課題】 ボールのバリ取りを行う構造体を提供する。
【解決手段】 本構造体は、アームと、アームの有効長さを変化するための歯車構造と、アームの有効角度位置を変化するためのカム構造とを含む。研磨面を持つフィンガがアーム上で往復動する。ボールは、回転ホルダに配置され、研磨面と接触してボール上の少なくとも一つのバリを除去する有効位置に位置決めされる。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置
【課題】 円筒状インゴットの四側面剥ぎスライシング装置と四角柱状インゴットの四隅Rコーナー部と四側面の研削面取り加工装置をインライン化して複合面取り加工機に設計する際、一方の装置で面取り加工しているときに他方の装置でもインゴット面取り加工できる装置の提供。
【解決手段】 インゴットのクランプ機構を一対7,7’用い、かつ、スライシングステージ90と研削面取り加工ステージ11間を結ぶライン上にインゴットの受け渡しステージ80を新たに設け、インゴットのローディングステージ8Rとアンローディングステージ8Lをそれぞれ前記クランプ機構待機位置70と60の正面前側に設けた複合面取り加工装置1。
(もっと読む)
光学素子保持装置及び光学素子の製造方法
【課題】光学素子を研削・研磨加工する装置において、光学素子を容易に交換することができる光学素子保持装置等を提供する。
【解決手段】光学素子保持装置は、弾性部材2を介して光学素子1が支持される支持面10aを有する光学素子保持具10と、弾性部材を光学素子保持具に対して着脱自在に保持する弾性部材用真空系50とを備える。また、光学素子の製造方法は、弾性部材を介して光学素子を光学素子保持具に保持させる保持工程と、光学素子の加工面を加工工具に当接させる当接工程と、加工工具を回転及び揺動させることにより、加工面を研削・研磨加工する加工工程と、光学素子を加工工具から離す退避工程と、弾性部材を光学素子保持具に保持させた状態で光学素子を取り外す取り外し工程と、上記保持工程〜取り外し工程を所定回数繰り返した後で、光学素子保持具から弾性部材を取り外し、別の弾性部材と交換する弾性部材交換工程を含む。
(もっと読む)
保護フィルム貼付半導体基板の裏面研削方法
【課題】 半導体基板の裏面研削砥石の寿命を低下させない保護フィルム貼付半導体基板の裏面研削方法の提供。
【解決手段】 保護フィルム貼付半導体基板のエッジ部を20〜87度の傾斜角度(θ)で研磨テープFを用いてエッジトリミングした後、この保護フィルム貼付半導体基板をブラシスクラブ水洗浄し、しかる後にカップホイール型砥石を用いて裏面研削加工して半導体基板の厚みを減じる。保護フィルムFのエッジトリミング残滓や裏面研削残滓がカップホイール型砥石刃先に融着することがないので基板wの裏面研削加工に連続して使用するカップホイール型砥石の研削機能は低下しない。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対の研磨ブラシ10g,10gでそのブロックの四隅R面および四側面を仕上げ研磨加工する面取りを行って表面平滑度の優れた角柱状インゴットブロックを短時間で製造することができる複合面取り加工装置1の提供。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
金属製品のバリ取り装置およびその方法
【課題】 本発明は、プレス等の加工後のワーク4に発生するバリ、鋭利なエッジを取り除くバリ取り装置とそのバリ取りの方法に関し、特にワーク4の要望する小さいワーク搬送を可能とすること。
【解決手段】ワーク4を直線的に運ぶ搬送コンベア方式から、円を描くように、ワーク4の角度を変えて一周させる旋回式の搬送方法にする。
(もっと読む)
トロイダル型無段変速機のディスクの研磨方法およびトロイダル無段変速機のディスクの研磨装置
【課題】ディスクの加工を精度良く行うことができると共に、ディスクを量産できるトロイダル型無段変速機のディスクの研磨装置および研磨方法を提供すること。
【解決手段】第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42との間に第1砥石1を挟持した状態で、第1ディスク10と第2ディスク11とを同時で回転させて、第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42とを同時に研磨する。
(もっと読む)
1 - 20 / 126
[ Back to top ]