
Fターム[3C050EB00]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 工具の形状 (149)
Fターム[3C050EB00]の下位に属するFターム
直刃 (14)
ねじれ刃(例;スパイラル) (8)
ニックを有する刃 (5)
工具先端外周に切削チップを有するリーマ (59)
砥粒リーマ (7)
先端にドリル部を有するリーマ (7)
切削油通路を有するリーマ (27)
Fターム[3C050EB00]に分類される特許
1 - 20 / 22
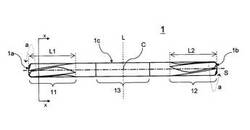
切削工具および切削装置
切削工具、切削装置、及びそれを用いた切削加工物の製造方法
【課題】 優れた穴加工性と優れた耐折損性とを兼ね備えた切削工具を提供する。
【解決手段】 円柱状の本体部10と、 本体部10の回転軸S方向の一端部1aに位置しているとともに第1切刃11aを有する第1切削部11と、 本体部10の回転軸S方向の他端部1bに位置しているとともに第2切刃12aを有する第2切削部12と、 本体部10の第1切削部11と第2切削部12との間に位置しているシャンク部13と、を備え、 本体部10の回転軸S方向の中点Cを通るとともに回転軸Sに直交する基準線Lを基準にして反転したときに、反転前の第1切刃11aと反転後の第2切刃12aとが異なる位置に存在する切削工具1とする。
(もっと読む)
リーマ

【課題】マージンの幅を確保して加工精度の向上を図り、且つ、切削抵抗を低減することができるリーマを提供することを課題とする。
【解決手段】外周に刃部20が設けられたリーマ10であって、刃部20は、切れ刃21に連なるマージン23を有する第1切れ刃25、26と、この第1切れ刃25、26のマージン23の幅Aよりもマージン33の幅Bが広い第2切れ刃35、36とからなり、第1切れ刃25の隣に第2切れ刃35が配置され、回転方向に沿って第1切れ刃25と次の第2切れ刃35とのなす第1中心角θ1より、第2切れ刃35と次の第1切れ刃26とのなす第2中心角θ2は小さく設定され且つ、第2切れ刃35の先端部は、第1切れ刃25の先端部よりシャンク側へ後退している。
【効果】マージンの幅を確保して加工精度の向上を図り、且つ、切削抵抗を低減することができる。
(もっと読む)
切削加工用工具
【課題】切削屑を十分に破砕し得るチップブレーカを有し、且つチップを穴の外部に速やかに排出し得る切削加工用工具を提供する。
【解決手段】段付リーマ10のボデー14には、先端部から基端部に向かうにつれて、第1刃部16、第2刃部18、第3刃部20及び第4刃部22がこの順序で設けられている。これらの刃部16、18、20、22のそれぞれに含まれる第1すくい面38、第2すくい面40、第3すくい面42及び第4すくい面44には、各々、ボデー14の軸線から離間するように傾斜する第1傾斜面48、50、52、54と、該第1傾斜面48、50、52、54に連なり且つボデー84の軸線に向かうように傾斜する第2傾斜面56、58、60、62とが形成される。第1傾斜面48、50、52、54は切り刃として機能し、一方、第2傾斜面56、58、60、62は、切削屑を破砕するチップブレーカ壁として機能する。
(もっと読む)
ヘッド着脱式切削工具
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
軸状工具
【課題】工具本体先後端部が交換可能に装着される分割式の軸状工具においても、これらの軸線同士を互いに正確に同軸上に一致させて高精度の加工を行う。
【解決手段】軸線Oを中心とした軸状の工具本体後端部3の先端に、切刃を備えた軸状の工具本体先端部2が同軸上に着脱可能に取り付けられる軸状工具にあって、工具本体後端部3の先端部と工具本体先端部2の後端部との一方には軸線Oに沿って突出する突軸部13を形成するとともに、他方には突軸部13を収容する凹孔部14を軸線Oに沿って形成し、突軸部13を凹孔部14に軸線O回りに回転されることなく軸線O方向に引き込まれることにより収容し、さらに凹孔部14の内周と突軸部13の外周には、これら凹孔部14の開口端側と突軸部13の基端側に向かうに従い漸次拡径する軸線Oを中心としたテーパ面を互いに等しいテーパで密着可能に形成する。
(もっと読む)
軸状工具
【課題】リーマのような軸状工具の工具本体軸線を正確に回転中心線と一致させて高精度の加工を行う。
【解決手段】軸線O回りに回転される軸状の工具本体1を備えて、この工具本体1の先端部に切刃6が設けられるとともに、工具本体1の後端部外周には周方向に延びる溝部10が形成されていて、この溝部10の軸線O方向に対向する一対の内壁面10Aは径方向外周側に向かうに従い漸次離間するようにされており、溝部10には、一対の内壁面10Aに当接する側面11Aを備えた調整部材11が、周方向における複数の個所で径方向の位置を調整可能に取り付けられている。
(もっと読む)
削り屑誘導システム、冷却流路、冷却流路システム、および、これらのうちの少なくとも1つを備えた高性能リーマー
工作機械バイトの設計
ドリル加工、ミル(切削)加工、リーマ加工、またはタップ加工するための工具のような、工作機械バイトは、ワーク部(71)とこのワーク部から延在するシャンク(73)とを具備する。このシャンク(73)には、減少した機械的トルク強度の1個、またはそれ以上の領域が設けられる。このような領域を、例えば、減少した直径(74)、軸状または縦方向のスロット(84,114)、減少した横断面のエリア(97)、ボア(94)、環状のノッチまたは溝(63,65)、またはスロットで形成できる。シャンクを以下のような特徴を有するように構成することが好ましい。即ち、上記工作機械バイトの横方向安定性が、機械的トルク強度における等価な減少を上記シャンクの直径における単なる減少によって達成されるような工作機械バイトより大きくなるように、上記シャンクを構成する。技術的には、変形したシャンクの慣性の極モーメント(ねじり力に対する抵抗)が、上記シャンクの直径における単なる減少を有するシャンクの慣性の極モーメントより大きいものである。更に、上記ノッチ、リセス、グルーブ、ボスまたは同等物を、材料(75)で充填することも可能で、これによって、追加の横方向の安定性を、減少した機械的トルク強度の1個、またはそれ以上の領域に与えることもできる。 (もっと読む)
工作物を切削加工するためのリーマ
本発明によれば、リーマが提案される。該リーマは、雌ねじ(12)を備えて端面に配置される受容穴(11)と、内部で長手方向に延在して前記受容穴(11)に開口しているホルダボア(13)とを備えたホルダ(1)と、周方向に配分して配置される複数個の切刃(21)を備えた切削要素(20)と、前記ホルダ(1)の前記受容穴(11)に配置されている前記雌ねじ(12)に対応する雄ねじ(23)を備えた交換ヘッドシャフト(22)と、前記切削要素(20)と前記交換ヘッドシャフト(22)との間に配置され、前記ホルダ(1)の工作物側端面に配置される第1の支持面(14)に当接させるための第1の当接面(25)を備えた当接要素(24)とを有する交換ヘッド(2)とを備え、前記ホルダボア(13)に対応する交換ヘッドボア(27)が前記交換ヘッド(2)全体を貫通するように該交換ヘッドの長手方向に延在している。 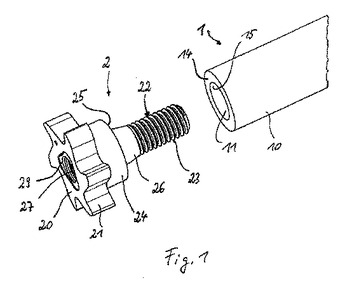 (もっと読む)
(もっと読む)
回転軸工具
本発明は、工作機械用の軸工具であって、軸(10)と、軸端部に配置されかつ少なくとも1つの切削要素(12)が備えられた工具ヘッドとを備え、他方の軸端部に配置された、機械スピンドルに直接または間接的に接続される連結要素(16)を備える、軸工具に関する。本発明の一意の特徴は、軸(10)が、軸の外周に沿って延在しかつ半径方向に開放した周辺溝(18)と、周辺溝に係合し、かつその中で半径方向に調整されることが可能であり、それにより溝フランク(24’、24”)に対し拡開力および屈曲力が加わる、少なくとも1つの拡開要素(20)とを備える、ということである。周辺溝(18)の少なくとも拡開要素(20)の領域に充填材(32)が充填され、充填材は、汚染物質に対する封止機能および緩衝機能の両方を有する。充填材(32)は、拡開要素に対する回転防止としても作用する。 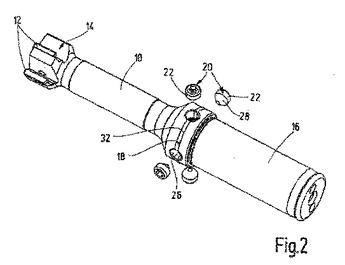 (もっと読む)
(もっと読む)
穴加工工具
【課題】ステムガイド穴の仕上げ加工をするに際し、加工穴の仕上げ面の面粗度を、潤滑油を確保するのに最適な範囲に制御し、ステムガイド穴の焼き付きを防止することが可能な穴加工工具を提供する。
【解決手段】被切削材に予め形成された下穴に挿入されて、該下穴の内壁面を切削して加工穴を形成するリーマにおいて、切刃31と3つのベアリング部26を周方向に等間隔に形成し、各ベアリング部26の表面粗さをRz値にて1.1〜1.4μmの範囲内に設定するとともに、複数のベアリング部26の工具周方向の幅の和W26を、切刃31の外径Dに対して0.15×D〜0.45×Dmmの範囲内に設定する。
(もっと読む)
リーマ及びリーマ加工方法
【課題】バリの発生を効果的に抑制することが可能なリーマ及びリーマ加工方法を提供する。
【解決手段】第1切刃6によって、下穴8の全取代T0の40%以上を切削しつつ、残りの取代T2、すなわち、下穴8の全取代T0の60%以下の取代T2を第2切刃7によって切削する。取代が小さい程バリの抑制効果が高いことは周知であることから、バリの発生を効果的に抑制することができる。
(もっと読む)
穴加工用回転工具及び自在継手用ヨークの製造方法
【課題】より加工精度の高い穴を加工対象物に形成することができる穴加工用回転工具などを提供する。
【解決手段】穴加工用回転工具1は、先端側から順次、リーマ加工用の刃部、バニシング加工用の刃部、及びシャンク部が形成されるとともに、リーマ加工用の刃部の直径がバニシング加工用の刃部よりも小径となった段付き形状に形成される。リーマ加工用の刃部は、切れ刃13を備え、バニシング加工用の刃部は、丸ランド21と、丸ランド21の工具回転順方向の端部に接続する前部逃げ面22と、丸ランド21の工具回転逆方向の端部に接続する後部逃げ面23とを備える。
(もっと読む)
複合加工工具
【課題】 複合加工工具を従来の工具に比べ高価とならず自動工具交換可能に構成するとともにバルブシート及びバルブガイドを個別に制御することで加工精度を一段と高めたマシニングセンタ及び専用工作機械の両用に開発した複合加工工具を提供する。
【解決手段】 工作機械(マシニングセンタ)の主軸30の先端の主軸保持部(テーパー穴)30Aに、工具連結部31Aを挿入して主軸に離脱手段COで結合する工具本体31であって、中間筒35内に挿通した内周筒37の先端にリーマ40が装着されるとともに、上記中間筒35の先端側に上記切刃(バイト)Bが繋がれ、上記外周筒内の中間筒と内周筒とが上記軸線Lの周りに回転可能に且つ軸線方向に移動可能に配置され、リーマ40を取り付けるチャック手段Cを備えた複合加工工具100である。
(もっと読む)
下穴の加工方法及び穴加工工具
【課題】 穴加工工具の剛性を確保することにより、この穴加工工具を高速回転した際の振れを防止して加工穴を精度良く成形できるとともに、切削抵抗を低減して穴加工工具の折損を防止することができる下穴の加工方法及びこの加工方法に適した穴加工工具を提供する。
【解決手段】 被切削材Wに予め形成された下穴に穴加工工具21を挿入して、該下穴の内壁面を切削加工して加工穴を成形する下穴の加工方法であって、穴加工工具21は、軸線O回りに回転されるシャンク部22とシャンク部22の先端に配置された先端刃部23とを有し、先端刃部23には、先端側から後端側に向けて延びる切屑排出溝27が形成され、切屑排出溝27の工具回転方向T前方側を向く壁面と先端刃部23の外周面との交差稜線部に切刃30が形成されており、切刃30の軸線O方向の長さCが、前記下穴の長さHよりも短くされた穴加工工具21を用いることを特徴とする。
(もっと読む)
クランク穴の加工工具
【課題】短い加工時間で精度の良い仕上げ面を得ることができるシリンダブロックのクランク穴の加工工具を提供する。
【解決手段】クランクシャフトのジャーナル部の軸受部を構成するためシリンダブロックに設けられる複数のクランク穴を加工する加工工具において、前記加工工具の先端部に設けられた荒加工刃と、該荒加工刃よりも該加工工具の基端部側に設けられた中仕上げ加工刃と、該中仕上げ加工刃よりも該加工工具の基端部側に設けられた仕上げ加工刃と、を直列的にかつ同軸線上に備え、前記荒加工刃の先端から前記中仕上げ加工刃の先端までの距離及び前記中仕上げ加工刃の先端から前記仕上げ加工刃の先端までの距離はいずれも前記ジャーナル部の長さより長く、前記荒加工刃の先端から前記仕上げ加工刃の後端までの長さは前記クランクシャフトの隣接するジャーナル部間の長さよりも短いこととする。
(もっと読む)
スローアウェイチップ
【課題】旋削加工用のバイトホルダを使用して旋盤による穴加工を行えるようにすることを課題としている。
【解決手段】バイトホルダに装着するスローアウェイチップに、バイトホルダに設けられたチップ座にクランプ手段で着脱自在に固定する取り付け部2と、その取り付け部2から取り付け部の前方に伸び出す取り付け部と一体の軸部3を備えさせた。また、軸部3の少なくとも先端側を穴加工用転削工具のボディ、例えば、切れ刃4aとねじれ溝4bを備えるドリル4のボディとして構成した。
(もっと読む)
パイロット付き回転工具
【課題】 下穴の寸法精度、真円度、円筒度等を向上させることができると共に、工程及び加工時間の短縮を図ることができるパイロット付き回転工具を提供すること。
【解決手段】 パイロット付き回転工具10は、切れ刃部材14を有するボディ12の先端にパイロット16が設けられている。パイロット16の外周面には、超砥粒を含む砥粒層22が設けられている。
(もっと読む)
被覆小径工具及びその被覆方法
【課題】小径の回転工具の基体表面に適切な硬質皮膜を被覆することによって、小径工具の切削加工において最も重要となる折損寿命の向上と、硬質皮膜の酸化を抑制し耐摩耗性を改善させることである。更に、小径工具の、特に折損等生じやすい、首部からクランプするためのシャンク部との段差部の強度を向上させ、折損を防止する事である。
【解決手段】硬質皮膜を被覆した被覆小径工具において、該小径工具の刃部の直径Dμmは、5≦D≦800、該硬質皮膜はスパッタリング法により被覆され、該硬質皮膜の少なくとも1層の残留圧縮応力TはGPaで、2≦T≦8、であることを特徴とする被覆小径工具であり、更に、段差付き円筒形状の場合には、該刃部・首部の少なくとも1部に該硬質皮膜が被覆されていることを特徴とする被覆小径工具である。
(もっと読む)
1 - 20 / 22
[ Back to top ]