
Fターム[3C050EB01]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 工具の形状 (149) | 直刃 (14)
Fターム[3C050EB01]に分類される特許
1 - 14 / 14
穴加工用回転工具及び自在継手用ヨークの製造方法
【課題】より加工精度の高い穴を加工対象物に形成することができる穴加工用回転工具などを提供する。
【解決手段】穴加工用回転工具1は、先端側から順次、リーマ加工用の刃部、バニシング加工用の刃部、及びシャンク部が形成されるとともに、リーマ加工用の刃部の直径がバニシング加工用の刃部よりも小径となった段付き形状に形成される。リーマ加工用の刃部は、切れ刃13を備え、バニシング加工用の刃部は、丸ランド21と、丸ランド21の工具回転順方向の端部に接続する前部逃げ面22と、丸ランド21の工具回転逆方向の端部に接続する後部逃げ面23とを備える。
(もっと読む)
リーマ

【課題】高能率加工と優れた加工穴精度を両立したリーマを提供することを目的とする。
【解決手段】本発明のリーマは、軸線まわりに回転させられる略円柱状の工具本体1の先端部に、この工具本体1の円周方向で等間隔に3つの溝4が形成され、これら溝4のうち2つの溝の前記回転方向Kを向く壁面の先端稜に、切刃5A、5Bがそれぞれ形成され、前記切刃5A、5Bのうち少なくとも前記回転方向K後方側に位置する切刃5Bに連なる外周面に、ガイドパッド7が形成されてなる。
(もっと読む)
リーマ
【課題】長期に渡って安定して高精度の仕上げ加工を行うことが可能となる。
【解決手段】工具本体の先端部に刃部2を有し、この刃部2に溝3と、切れ刃4と、ヒール5と、ランド6とを備えるガンリーマ1であって、前記ランド6に切れ刃4と工具回転方向後方側に隣接して形成されたマージン7と、前記刃部2の先端側におけるランド6に前記ヒール5と隣接して形成されたガイドパッド8と、前記工具本体の中央部に軸線に沿って穿設された油穴9とを有し、前記刃部2の後端側における溝の深さh2が、前記刃部2の先端側における溝の深さh1よりも浅くなるように構成され、前記刃部2の後端側におけるランド6に開口して、前記油穴9に連通する吐出口10bが形成されているガンリーマ1を提供する。
(もっと読む)
テーパ加工用インサートおよびインサート着脱式テーパ加工用工具
【課題】テーパ加工用工具をインサート着脱式とするのに際して、1つのインサート本体で使用可能な切刃の数は確保しつつ、テーパ加工用工具の工具本体先端部においては、この先端部における切刃のテーパ基準径が小さくてもその強度やインサート取付剛性の低下を防ぐ。
【解決手段】略長方形平板状をなして長手方向に延びる中心線C回りに表裏反転対称とされたインサート本体2の表裏一対の長方形面がすくい面3とされるとともに、インサート本体2の長手方向に延びる一対の側面が逃げ面4とされ、インサート本体2は、すくい面3が上記長手方向の一端側から他端側に向かうに従い漸次幅狭となるように先細り状に形成されていて、これら各一対のすくい面3と逃げ面4との交差稜線部のうち、それぞれ互い違いのすくい面3と逃げ面4とが交差する一対の交差稜線部に切刃5を形成する。
(もっと読む)
ダイヤモンドリーマ
【課題】ワークの穴の真円度が多角形になる問題点と、動的バランスが悪く回転数を高めるにつれて振動が発生して高能率加工が出来ない問題点を解決することができるダイヤモンドリーマを提供することである。
【解決手段】3枚の刃にそれぞれセルフガイド機能と切削機能を同時に備えたダイヤモンドリーマとする。3枚の刃は、ダイヤモンドリーマの外周を3等分に分割するように等分割式とするか、または不等分割式とする。回転数を高めて高能率切削加工に用いる際には、動的バランスを高めることが可能な等分割式とすることが好ましい。また、ビビリを発生して多角形穴が生じる現象に対しては不等分割式とすることが好ましい。この場合は動的アンバランス量を刃以外の部位に設けることで高速回転に対応する。3枚の刃のうち、いずれか一つの刃の外周はマージン幅が0.02〜0.1mm、残りの二つの刃の外周はマージン幅が0.2〜0.5mmに設定することがより好ましい。
(もっと読む)
リーマ及びハンドリーマ
【課題】
小径の孔の後加工、仕上げ加工を、作業者の熟練度を要求することなく簡単に、而も精度よく行えるリーマを提供する。
【解決手段】
テーパ部と、該テーパ部の母線に沿って刻設された1本のV溝11とを有し、前記テーパ部周面と前記V溝の境界によって切り刃12が形成された。
(もっと読む)
プリント基板用ドリルビット
【課題】積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットを提供する。
【解決手段】積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部(20)と、前記フルート部(20)の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃(31)を備えるリーマー部(30)と、前記リーマー部(30)の後端に延設され、工作機械に装着されるシャンク部(10)とを含んでなる。
(もっと読む)
穴あけ工具
【課題】工具を高速回転させても流体噴出口から噴出させたクーラントが切削ポイントに確実に吹き付けられて切れ刃の潤滑・冷却や切屑の排出が良好になされ、また、前工程の加工で発生した切屑が被加工穴の内部に残留している場合には残留切屑の排除が加工に先行して行われるようにすることを課題としている。
【解決手段】工具本体1の外周に設けられた切れ刃3aで内径加工を行う穴あけ工具に、切れ刃3aよりも工具本体1の軸方向前方及び/又は後方に位置して工具本体の内部の流体通路8から供給されるクーラントを径方向外方に噴出させる流体噴出口10及び/又は12を設けた。
(もっと読む)
穴加工工具
【課題】加工初期段階における加工穴内径の変化を小さく抑えることにより、寿命の延長を図ることができる穴加工工具を提供する。
【解決手段】軸線O回りに回転される工具本体10を有し、工具本体10の先端側に、外周に切屑排出溝17を備えた切刃部12が形成され、切屑排出溝17の工具回転方向前方側を向く壁面と切屑排出溝17の工具回転方向T後方側に連なる外周面との交差稜線部に外周刃が形成されるとともに、前記壁面と切刃部12の先端面外周部分との交差稜線部に前記外周刃に連なる切刃22が形成され、複数の切刃22のうち一部の切刃は、切刃の外周端が他の切刃22Bの外周端よりも軸線O方向後端側に後退するように配置された後退刃22Aとされ、後退刃22Aの外周端の軸線Oからの径方向距離と他の切刃22Aの外周端の軸線Oからの径方向距離とが同一とされていることを特徴とする。
(もっと読む)
リーマ及びドリル並びに加工方法
【課題】バリの発生を抑えつつ、面粗さを改善できるリーマ及びドリル並びに加工方法を提供する。
【解決手段】軸方向に延びる切刃3を周方向に複数個備えたリーマ1において、切刃3の端縁を内側ほど基端側に寄るように傾斜させて底刃5を形成するとともに、切刃3の側縁は先端から基端側へ向かって徐々に縮径する先行仕上刃6を形成し、先行仕上刃6に基端側へ向かって拡径するテーパー刃7を連設し、テーパー刃7には、先行仕上刃6の先端径Φ1よりも大径で軸芯と略平行な後方仕上刃8を連設してある。
(もっと読む)
マシンリーマー
【課題】 マシンリーマーとして、切削速度を上げても被削材が刃部へ溶着しにくく、高い加工能率が得られ、重切削でも刃先の損耗が少なく、耐久性に優れて超寿命なものを提供する。
【解決手段】 リーマーヘッド本体11の外周部に細長い複数本の刃部5A〜5Fが突設され、これら複数本の刃部5A〜5Fとして異なる材質のものが混在してなる。
(もっと読む)
穴加工用工具および穴加工方法
【課題】 複数の切削剤吐出口から吐出する切削剤の量のばらつきを防止する。
【解決手段】 テーパリーマ1は、その先端側の刃部15に、軸方向に延びる切刃3,5,7,9,11を周方向等間隔に備え、各切刃3,5,7,9,11には、それぞれ3つずつの切削剤吐出口(3a,3b,3c),(5a,5b,5c),(7a,7b,7c),(9a,9b,9c),(11a,11b,11c)を、軸方向にずれた位置として設けている。このうち軸方向中央部分の切削剤吐出口3b,5b,7b,9b,11bの穴径を、両側の切削剤吐出口3a,5a,7a,9a,11aおよび3c,5c,7c,9c,11cの穴径より大きくする。
(もっと読む)
リーマ
【課題】 ワークの下穴の径を大きくする場合に容易にかつ正確に再穿設することができるようにしたリーマを提供する。
【解決手段】 ワーク(30)の小径の下穴を大径の下穴(31)に再穿設するために用いられるリーマ(10)であって、リーマ刃部(12)の前方にタップ刃部(11)が設けられ、タップ刃はねじ外径(t1)が大径の下穴(31)の内径に等しい寸法となっている刃を有する。このリーマ刃部は、タップ刃部の最終刃に連続して形成されるのが好ましい。
(もっと読む)
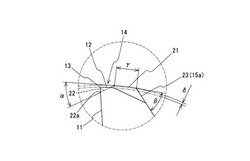
機械リーマ工具、交換ヘッド及びシャフト
機械リーマ工具は、リーマヘッドあるいは交換ヘッド(1)とシャフト(2)とを備え、交換ヘッド(1)は一体的で交換可能であり、軸方向に、それぞれの箇所で、即ち交換適合のための手段を含めて、最大厚さhmaxよりも薄く、この最大厚さhmax(mm)が、交換ヘッドの直径D1(mm)から、hmax=6mm+(1/10)・(D1−12mm)と計算される。これにより、リーマヘッド(1)の刃の案内部(18)は、通常よりも非常に短くなるが、それにもかかわらず、加工の十分な品質が保証されている。
本発明の好ましい実施形では、交換ヘッド(1)は、平坦なシャフト側の端面(15)に、シャフト(2)に調心するように固定するための空所(11)を備える。シャフト(2)は、端面側の平面(25)に、軸方向にこの平面から突出する結合突起(21)を備え、この結合突起は、交換ヘッド(1)の空所(11)と対応する。交換ヘッド(1)は、即ち軸方向に突出する突起を何ら備えない。これにより、材料の必要量が更に軽減され、交換ヘッド(1)の製造が簡素化され、材料及び製造のコストが軽減される。 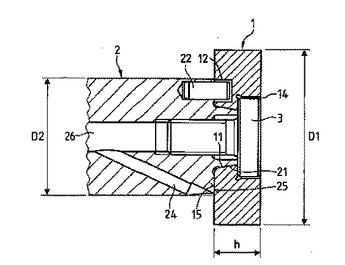 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]