
Fターム[3C058AA14]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具保持機構 (691)
Fターム[3C058AA14]の下位に属するFターム
工具交換 (91)
Fターム[3C058AA14]に分類される特許
1 - 20 / 600
電動工具
ブラシ回転駆動装置
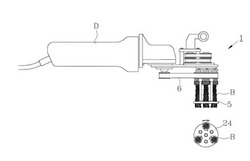
【課題】 細くて長いブラシの場合、いくら自転させながら公転させてもブラシが基部から曲がってしまう状態を回避することができず、作業面にブラシの周面しか接当させることができない。
【解決手段】 モータにより回転駆動するもので複数のブラシを円周上に配する支持部材、該支持部材に可回転に設けられ各ブラシを取り付ける回転部材、各回転部材の偏心位置で可回転に連結する駆動リング、該駆動リングに接当させることにより該駆動リングの回転中心が該支持部材の回転中心から外れた位置に支持する偏心支持ピンとによって構成し、各ブラシを、該支持部材の回転で公転させると共に、該偏心支持ピンを該駆動リングを支持しながら回転駆動させることにより自転させて作業面の研磨等を行う装置において、各ブラシの先端側を保持する保持部を備えたブラシガイドを該支持部材に設ける。
(もっと読む)
ボルト及び鉄筋の錆取り磨き具

【課題】短い剣先ボルトもしくは大径、小径のボルトやナットは勿論、長いボルトもしくは鉄筋の錆取り及びぴかぴか磨き等を可能にした。
【解決手段】ブラシ3とブラシ押えbと回転リングcとベアリングdを嵌挿したブラシホルダーaを、下方ケースgに嵌挿し、下方ケースgに嵌挿した回転リングcにベアリング押えeを嵌挿し、且大径ギアfを嵌着し、モーター17と出力軸18を内蔵するハンドルiを出力軸18に取着のギア19と噛合する他方のギア16と同軸の駆動軸13の下端部に取着の小径ギア14を、大径ギアfと噛合させると共に、上方ケースhと下方ケースgとを嵌合し組み立てたボルト及び鉄筋等の錆取り磨き具である。
(もっと読む)
切断装置及び基板の製造方法、半導体ウエハ
【課題】うねりの小さい基板を容易に製造できるようにした切断装置及び基板の製造方法、半導体ウエハを提供する。
【解決手段】一対のローラー10間にワイヤー20が巻き掛けられてワイヤー列21が構成され、ワイヤー列21を一対のローラー10間で移動させながら当該ワイヤー列21にインゴット1を押し当てて該インゴット1を切断するワイヤーソー100であって、補助ローラー60を備える。この補助ローラー60は、ワイヤー列21に対しインゴット1からの負荷がない状態で、ワイヤー列21に当接してその張力を増加させる。
(もっと読む)
管路切断治具
【課題】管路間隔が狭隘な個所においても管路の相互間隔を拡げることをせずに切断作業ができる管路切断冶具を提供する。
【解決手段】管路切断冶具本体2を管路1に取り付け、管路1の外周面を巻くようにダイヤモンドワイヤーソー4を配置し、回転駆動プーリー6にセット後、ダイヤモンドワイヤーソー4の両端を接合する。張力調節ハンドルを回し、回転駆動プーリー6を移動させてダイヤモンドワイヤーソー4の張力を調整する。回転ハンドル9を手動で回すことにより、ダイヤモンドワイヤーソー4を管路1の外周面に接して走行させて管路1を切断する。
(もっと読む)
レール研磨装置
【課題】レールの踏面をソフトタッチで研磨することができ、例えばレールの踏面の錆のみを確実に除去することができるレール研磨装置を提供する。
【解決手段】所定の運動方向に駆動される研磨ベルト27をレール2の踏面2aに接触させることでその踏面2aを研磨する研磨ヘッド21を備えるレール研磨装置20であって、研磨ベルト27をレール2の踏面2aの上方位置で支持する支持体23と、支持体23を上下方向に移動可能に案内する案内機構30と、支持体23を押し下げる力を付与するエアシリンダ34と、支持体23を押し上げる力を付与するスプリング41,42とを備えるものとする。
(もっと読む)
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置
【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
ワイヤーソーのローラ
【課題】加工精度に優れ、かつワイヤー16の張り渡し作業が容易であるワイヤーソーのローラ12の提供。
【解決手段】ワイヤーソーのローラ12は、その外周面に多数の溝20を備えている。それぞれの溝20は、周方向に延在している。この溝20は、主部24と案内部26とを備えている。案内部26は、主部24の半径方向外側に位置している。案内部26は、その内側端28において主部24と連続している。案内部26は、その外側端30において、ランド22と連続している。主部24は、実質的に「U」字状である断面形状を有している。案内部26は、半径方向外側に向かって徐々に幅が広がる断面形状を有している。案内部26の開き角度θは、40°以上100°以下である。
(もっと読む)
半導体インゴットの切断方法、固定砥粒ワイヤソー及びウエハ
【課題】固定砥粒ワイヤソーを用いた半導体インゴットの切断効率を向上するのに好適な半導体インゴットの切断方法及び固定砥粒ワイヤソーを提供する。
【解決手段】固定砥粒ワイヤ10を、メインローラ18A,18Bに複数回巻き掛けて構成したワイヤ列20をその長手方向に走行させて、走行するワイヤ列20に半導体インゴット50を押し当てることで、半導体インゴット50を複数箇所で同時に切断して複数枚のウエハへと加工するに際して、切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度とした。
(もっと読む)
作業工具
【課題】先端工具を保持するクランプ部材の着脱に関する優れた技術を提供する。
【解決手段】電動式振動工具100は、スピンドル120と、スピンドル120に対して着脱可能なクランプシャフト123と、スピンドル120とクランプシャフト123の間に介在配置され、クランプシャフト123と螺合してクランプシャフト123をスピンドル120に固定するクランプシャフト保持部材130を有している。この電動式振動工具100は、クランプシャフト123によるクランプ作用を介してスピンドル120に保持されたブレード200を駆動する。そして、クランプシャフト保持部材130は、スピンドル120に対して相対回転可能に構成されており、クランプシャフト保持部材130の相対回転によりクランプシャフト123の取り外しが許容される構成である。
(もっと読む)
作業工具
【課題】簡単な構成で先端工具を保持できる技術を提供する。
【解決手段】クランプシャフト123は、シャフトと、クランプヘッド125と、係合フランジ126を有している。このクランプヘッド125と係合フランジ126は、シャフトから径方向に突出して形成されている。そして、クランプシャフト保持機構130は、係合フランジ126の外端とシャフトとの間に位置して係合フランジ126を保持する環状部材131を有し、環状部材131が係合フランジ126と協働してクランプシャフト123を保持する。これにより、クランプヘッド125とスピンドル120の間にブレード200が挟持される。
(もっと読む)
作業工具
【課題】簡単な構成で作業工具における先端工具を保持できる技術を提供する。
【解決手段】クランプシャフト122に形成されたクランプヘッド123に対して着脱可能なアウタフランジ130を有する電動式振動工具が構成される。クランプシャフト122は、カムレバーが位置するクランプ位置とリリース位置に応じて、長軸方向に移動可能に構成されている。カムレバーがリリース位置に位置するときに、アウタフランジ130は、クランプシャフト122に対して、クランプシャフト122の長軸方向に交差する方向に直線状に移動されてクランプヘッド123と係合して、位置決めおよび固定される。カムレバーがクランプ位置に位置するときに、コイルバネの付勢力によって、アウタフランジ130とスピンドルの間にクランプ力が発生し、ブレードは、当該クランプ力によってクランプシャフト122に保持される。
(もっと読む)
レールの複合研削方法
【課題】 1本のリニア案内レールの研削加工時間を短縮させる。
【解決手段】 門型研削装置100のワークテーブル12上に載置したプレファブリックレール(ワーク)を、移動されるワークに対し両側位置となるように配置した一対の総形砥石車16a,16aと移動されるワーク頭頂部wtの研削開始位置に配置した総形砥石車17aが形成する空間を前記ワークwが通過するように前記ワークテーブルを移動させて通過させ、このワーク通過の際に回転する前記一対の総形砥石車でワークの両側部を研削加工し、回転する前記1個の総形砥石車でワークの頭頂部を研削加工して研磨されたレールを製造する。
(もっと読む)
ワイヤソーのワイヤガイド用クランプアセンブリ
【課題】ウエハを切断するためのワイヤソーの円筒形ワイヤガイドに連結するための、クランプアセンブリを開示すること。
【解決手段】シャフト側コネクタが開示され、シャフト側コネクタは、ワイヤソーのシャフトに連結するようになされ、シャフトが回転軸を有する。シャフト側コネクタは、軸に直角でワイヤガイドの相補的なコネクタの相補的な外側表面に当接するようになされる外側表面を備える。円錐表面が外側表面と軸との間に位置し、円錐表面は、軸の周りに対称的に配設され、ワイヤガイドの相補的な表面に当接するようになされる。
(もっと読む)
作業工具
【課題】挟持された先端工具を駆動させる作業工具の大型化を抑制する技術を提供する。
【解決手段】スピンドル120の外側に配置されたOリング132もしくはコイルバネ134の付勢力によって、スピンドル120の内側に配置されたクランプシャフト123が保持される電動式振動工具100が構成される。そして、カムレバー150を旋回させることで移動するスラストピン140によって、クランプシャフト123に作用しているOリング132もしくはコイルバネ134の付勢力を解除し、クランプシャフト123が取り外し可能となる。その結果、特別な工具を用いることなく、ブレード200が交換可能となる。
(もっと読む)
ワークの切断方法及びワイヤソー
【課題】ワイヤソーによるワークの切断において、特にピッチを狭くしたワイヤ回収側でワークの切り始めが局所的に薄くなり、TTVが悪化するのを抑制できるワークの切断方法及びワイヤソーを提供することを目的とする。
【解決手段】複数の溝付きローラに巻掛けされたワイヤを軸方向に往復走行させ、前記ワイヤにスラリを供給しつつ、ワークを相対的に押し下げて、往復走行する前記ワイヤに押し当てて切り込み送りし、前記ワークをウェーハ状に切断するワークの切断方法であって、前記溝付きローラの複数の溝の底部の位置と該溝付きローラの回転軸との間の距離がワイヤ供給側からワイヤ回収側に向かって徐々に短くなるように形成された前記溝付きローラを準備する工程と、前記ワイヤ供給側のワイヤが前記ワイヤ回収側のワイヤよりも先に前記ワークに押し当てられるようにして前記ワークを切断する工程とを含むことを特徴とするワークの切断方法。
(もっと読む)
ホーニング加工用装置
【課題】マシニングセンタを用いたホーニング加工を低コストで実施可能にする。
【解決手段】定量ホーニング用と定圧ホーニング用の2種類の砥石3A、3Bのいずれか一方を選択的に外周部から突出させ得るホーニング工具2を回転可能に保持し、回転しつつ回転軸方向に進退動可能な主軸4を有する工作機械の主軸4に装着され、主軸4の回転をホーニング工具2に伝達するホーニング加工用装置100であって、外部から空気が供給されることで空気圧が上昇する定量用空気室31と、定量用空気室31の空気圧を利用して定量ホーニング用砥石3Aをホーニング工具2の外周部から突出させるよう作動する定量拡張用部材11と、外部から空気が供給されることで空気圧が上昇する定圧用空気室14と、定量空気室14の空気圧を利用して定圧ホーニング用砥石3Bをホーニング工具2の外周部から突出させるよう作動する定圧拡張用部材12と、を備える。
(もっと読む)
オービタルサンダ
【課題】本体側の部材の磨耗、ベース側の部材の磨耗を大きく減じることができるオービタルサンダの提供。
【解決手段】本体側フット12は、略長方形状をした本体10の下壁10Aの四隅近傍に1つずつ計4つ設けられている。各本体側フット12の下面の中央には本体側フット凹部12aがそれぞれ形成されている。ベース側フット33は、略長方形状をしたベース30の上面の四隅近傍に1つずつ計4つ設けられており、各ベース側フット33の上面は、上下方向において本体側フット12の下面にそれぞれ一致した位置関係で対向配置されている。各ベース側フット33の下面の中央にはベース側フット凹部33aがそれぞれ形成されている。本体側フット12とベース側フット33との間には、上下方向に対をなす本体側フット12及びベース側フット33の対1つに対して1つずつボール34が設けられている。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
樹脂成形品のパートライン研磨装置
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
1 - 20 / 600
[ Back to top ]