
Fターム[3C058BA01]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御(検知及び設定) (1,968) | 研削状態の検知 (338)
Fターム[3C058BA01]に分類される特許
1 - 20 / 338
研磨方法および研磨装置
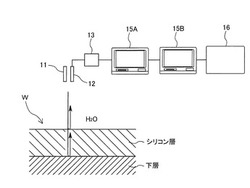
【課題】基板の研磨中にシリコン層の正確な厚さを取得し、得られたシリコン層の厚さに基づいて基板の研磨終点を正確に決定することができる研磨方法を提供する。
【解決手段】本研磨方法は、基板から反射した赤外線の強度を所定の基準強度で割って相対反射率を算出し、相対反射率と赤外線の波長との関係を示す分光波形を生成し、分光波形にフーリエ変換処理を行なって、シリコン層の厚さおよび対応する周波数成分の強度を決定し、上記決定された周波数成分の強度が所定のしきい値よりも高い場合には、上記決定されたシリコン層の厚さを信頼性の高い測定値と認定し、該信頼性の高い測定値が所定の目標値に達した時点に基づいて、基板の研磨終点を決定する。
(もっと読む)
研磨システム

【課題】ローラを介してキャリア定盤を回転させる研磨システムにおいて、ローラとキャ
リア定盤の周面との接触状態を均一化して効率的に回転を伝達する。
【解決手段】キャリア定盤40は、ローラ110を回転駆動するローラ駆動モータ115とローラ
を径方向に移動させるローラ移動構造150とを備えてキャリア定盤40の周囲に配設された
複数のローラ駆動ユニット100により回転される。研磨システムは、キャリア定盤40が回
転した時に各ローラ駆動ユニット100の配設領域を通る定盤外周面45の位置を検出する径
方向位置検出部160を備え、制御装置が、径方向位置検出部160により検出される外周面45
の位置に応じて、各ローラ駆動ユニットのローラ110の移動位置及び回転速度を制御する
ように構成される。
(もっと読む)
化学機械研磨のための現場終点検出及びプロセス監視の方法並びに装置
【課題】化学機械研磨に関し、金属層が希望の厚さまで平坦かされたかどうかを確実に判断する方法を提供する。
【解決手段】化学機械研磨装置は、研磨パッド30と、研磨面の第1の側に当接して基板10を保持するためのキャリア70と、研磨パッド30及びキャリヤヘッド70の少なくとも一方に接続されて両者間に相対運動を生じさせるモータとを備え、渦電流監視システムは、基板10の近くに交番磁界を発生させるように位置決めされており、光学監視システムは、光ビームを発生して基板10からの該光ビームの反射光を検出し、コントローラは、渦電流監視システム及び光学監視システムからの信号を受信する。
(もっと読む)
研磨装置
【課題】作業者の負担軽減を図る。
【解決手段】研磨装置Aは、ワークWに対して上から当接することでそのワークWを研磨するバフ11(回転工具)と、バフ11に対しワークWへの当接状態を保つための押圧力を付与する電動アクチュエータ20(押圧手段27)と、バフ11の上下方向の位置を検出して位置検出信号28Sを出力する電動アクチュエータ20(位置検出手段28)と、バフ11をその重量に応じた力で支持するための流体圧シリンダ30と、電動アクチュエータ20からの位置検出信号28Sに基づき、流体圧シリンダ30に付与される流体圧を調節する電空レギュレータ34とを備えている。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】化学機械的研磨の終点を正確に決定する方法を提供する。
【解決手段】スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド53頂面の噴射、または窓付きのパッド30を含み、スペクトルに基づく終点検出は、具体的なスペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用し、異なるトレースまたは一連のシーケンスを使用して研磨終点を決定でき、噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成し、真空ノズルと真空源は、ガス流が層状になるように構成され、窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含み、スペクトルに基づく研磨速度調整は、基板上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
取代の評価方法及びウェーハの製造方法
【課題】ウェーハの表裏両面を同時に加工して所定量除去する加工プロセスにおいて、製品となるウェーハを用いて表裏両面の取代をそれぞれ別々に短時間で簡便に評価でき、それによって表裏取代がそれぞれ調整されたウェーハの製造を可能にする取代の評価方法を提供することを目的とする。
【解決手段】外周が面取りされたウェーハの表裏両面を加工して所定量除去する加工プロセスにおいて、加工後の前記ウェーハの取代を評価する取代の評価方法であって、加工前後の前記ウェーハの表裏面それぞれの面取り幅の変化量に基づいて前記ウェーハの表裏面それぞれの取代を算出して評価することを特徴とする取代の評価方法。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
基板の製造方法
【課題】低コストで板形状を制御した基板の製造方法を提供する。
【解決手段】本発明に従った基板の製造方法は、窒化ガリウム(GaN)からなるインゴットを準備する工程としてのインゴット成長工程(S110)と、インゴットをスライスして窒化ガリウムからなる基板を得る工程としてのスライス工程(S120)とを備える。スライス工程(S120)では、スライス後の基板の主表面の算術平均粗さRaが10mm線上で0.05μm以上1μm以下となっている。スライス工程(S120)では、主表面における算術平均粗さRa、最大高さRz、十点平均粗さRzjisのうちの少なくとも1つについて、ワイヤソーを用いてスライス加工したときのワイヤソーの延在方向に沿った方向で測定した値よりワイヤソーの延在方向に垂直な方向で測定した値の方が大きくなるようにする。
(もっと読む)
超仕上げ加工方法および超仕上げ加工装置
【課題】安定した加工状態を得ることが可能な超仕上げ加工方法および超仕上げ加工装置を提供する。
【解決手段】回転する工作物9に砥石台4に支持した砥石10を揺動させながら押し当てる超仕上げ加工装置の砥石台4に、回転する工作物9の接線方向の分力Qを検出する主分力センサ6a、押し当て方向の分力Pを検出する背分力センサ6b、砥石10の揺動方向の分力Rを検出する揺動荷重センサ6c、砥石10の押し当て方向の移動量を検出する移動量センサ7、工作物9の寸法減少量を検出するインプロセスゲージ8を設ける。そして、「粗」→「仕上げ」に応じて変化するセンサ6a、6bの出力に基づき加工状態を判定し、加工条件(回転数、揺動数、押し付け力)を変化させて加工効率を改善する。また、前記センサ6a、6b、移動量センサ7とインプロセスゲージ8の出力を用いて研削異常を検出し砥石の不具合への対処を行うことにより、安定した加工状態を得ることができるようにする。
(もっと読む)
研磨パッド、研磨装置、研磨方法
【課題】前記研磨パッドを使用してCMP法の研磨を実施するに際し、前記研磨対象物の外周部の研磨量を抑える技術を提供する。
【解決手段】Chemical Mechanical Polishing(CMP)法においてリテーナリング9の内周側に配置される半導体ウェハ8(研磨対象物)を研磨するための研磨パッド10は、研磨パッド10の研磨面10aを有する硬質層12と、硬質層12を挟んで半導体ウェハ8と反対側に配置され、硬質層12よりも軟質である軟質層13と、を有する。研磨面10aに異なる荷重を作用させた際の研磨面10aの窪み量の差分である特定窪み量差分値ΔTが86[μm]以下である。以上の研磨パッド10を用いれば、図3及び図4、図6に示すように、研磨パッド10を使用してCMP法の研磨を実施するに際し、半導体ウェハ8の外周部の研磨量を抑えることができる。
(もっと読む)
グラインダー用駆動装置及びそれを備えたグラインダー
【課題】簡単な手段によって安全性を高めたグラインダー用安全装置を提供する。
【解決手段】グラインダー用駆動装置8は次の特徴の内の1つ又は複数を有する:駆動手段は少なくとも3つの駆動装置を有すること;安全手段は、各駆動アセンブリ12の故障を検出するための故障検出手段28と、この故障検出手段28によって検出される故障に応答して全ての電動機14のスタートを妨げるに適した制御手段22を有すること;この故障検出手段28は、各減速手段16に1つの減速装置故障センサ34を有すること;少なくとも2つの駆動アセンブリ12、及び好ましくは全ての駆動アセンブリ12は同一であること;
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨の処理が終了したかどうかを決定する。
【解決手段】化学機械的研磨のスペクトルに基づく監視を行う装置および方法は、スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド頂面の噴射、または窓付きのパッド30を含む。スペクトルに基づく終点検出は、スペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用する。異なるトレースまたは一連のシーケンスを使用して研磨終点を決定できる。噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成する。真空ノズルと真空源は、ガス流が層状になるように構成されている。窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含む。スペクトルに基づく研磨速度調整は、基板上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨ステップの終点が達成された時を決定するステップを提供する。
【解決手段】スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド53頂面の噴射、または窓付きのパッド30を含み、スペクトルに基づく終点検出は、具体的なスペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用して、異なるトレースまたは一連のシーケンスを使用して研磨終点を決定し、噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成し真空ノズルと真空源は、ガス流が層状になるように構成され、窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含み、スペクトルに基づく研磨速度調整は、基板上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨処理が完了したかどうかを決定する。
【解決手段】化学機械的研磨のスペクトルに基づく監視を行う装置および方法は、スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド頂面の噴射、または窓付きのパッド30を含む。スペクトルに基づく終点検出は、スペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用する。異なるトレースまたは一連のシーケンスを使用して研磨終点を決定できる。噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成する。真空ノズルと真空源は、ガス流が層状になるように構成されている。窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含む。スペクトルに基づく研磨速度調整は、基板10上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法
【課題】ワイヤ走行時のワイヤの捩れによるワイヤ断線を防止してワークの歩留まりを向上させると共に、捩れに弱い細い高張力ワイヤを安定的に用いて精度のよい加工をする。
【解決手段】ワイヤ4の捩れをモニタリングし、モニタリングしたワイヤの捩れ状態に応じてワイヤ4の複数列を溝付きローラ2,3の軸方向に移動させてワイヤ4の捩れを緩和させるワイヤ捩れ緩和手段19を有している。このワイヤ捩れ緩和手段19は、2箇所で同一ワイヤ位置の側面映像を撮影するワイヤ側面撮影手段191,192と、ワイヤ側面撮影手段191,192で撮影した二つのワイヤ側面映像に基づいてワイヤ4の捩れ状態を検出するワイヤ捩れ検出手段193と、ワイヤの捩れ状態に応じてワイヤ列を溝付きローラ2,3の軸方向に移動調整してワイヤ4の捩れを緩和するワイヤ列調整手段194とを有している。
(もっと読む)
球体研磨装置
【課題】球体の加工品質を向上させるとともに、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】軸方向に圧力を加えながら回転盤体3を固定盤体2に対して回転させることにより球体を研磨加工する球体研磨装置1において、加工中の球体5の直径を測定する球径測定器6と、球径測定器6の測定値により球体5を研磨する研磨加工能率を制御するPLC7と、を備え、球径測定器6は、被測定球体5の姿勢を変更する姿勢変更機構64を有し、PLC7は、加工完了寸法を設定する設定手段71と、測定値Dmより平均直径を算出する加工能率演算部72と、設定手段71により設定された設定値及び平均直径に応じて加工能率の目標値を設定する加工能率演算部72と、測定値Dmと加工完了寸法とを比較して加工を停止させる加工能率演算部72と、を有する。
(もっと読む)
ブラシ研磨装置及びブラシ研磨方法
【課題】研磨ブラシの磨耗状態を正確に把握してドレッシング実施時期を設定することができ、研磨ブラシの磨耗による加工精度の低下を防止して、金属リングに対する高精度な研磨を施すことが可能となるブラシ研磨装置及びブラシ研磨方法を提供する。
【解決手段】リング回転手段により金属リングWを回転させ、研磨機構3により研磨ブラシ2を金属リングWの回転軌道を横切るように移動させる。研磨ブラシ2を構成している素線2aの先端部の磨耗形状を撮像手段20で撮像し、撮像された素線2aの先端部の磨耗形状に基づいて、判定手段23が研磨ブラシ2のドレッシング実施時期を判定する。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
加工物からウェハをスライスする方法
【課題】加工物からウェハをスライスする方法を提供する。
【解決手段】加工物(12)からウェハをスライスする方法は、切断動作中に、加工物に対して、ワイヤソーのワイヤの、平行に配置されたワイヤセクションを移動させて、ウェハを形成するステップを含み、ワイヤセクションは、特定の厚みを有する、溝を有するコーティング(8)を各々が有する2つのワイヤガイドロール(1)間に張設され、前記方法はさらに、温度変化によって引起される一方のワイヤガイドロールのコーティングの長さにおける変化を、コーティングの端部でコーティングに固定されるリング(9)を用いて、センサ(7)とリングとの間の距離を測定することによって、測定するステップと、測定された距離に応じてワイヤガイドロールを冷却するステップとを含む。
(もっと読む)
ウェハ研磨支援装置、制御方法、及びプログラム
【課題】ウェハの研磨を支援すること。
【解決手段】ウェハを研磨する研磨機構の特性を表す複数の物理量を式の要素とする統計モデルに基づいて研磨レートを推定し、その推定結果を用いてウェハの研磨処理を行うウェハ研磨装置200における研磨部材の劣化の推定を行う研磨部材劣化推定部160と、研磨部材劣化推定部160が推定した研磨レートと、研磨部材の劣化の推定結果とに基づいて、研磨部材の交換を判定する研磨部材交換判定部170とを備える。
(もっと読む)
1 - 20 / 338
[ Back to top ]