
Fターム[3C058CA04]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 課題(ワーク種別) (3,461) | 材質 (2,114)
Fターム[3C058CA04]の下位に属するFターム
Fターム[3C058CA04]に分類される特許
1 - 20 / 221
電動工具及び素地調整方法
両面研磨方法、及び両面研磨装置
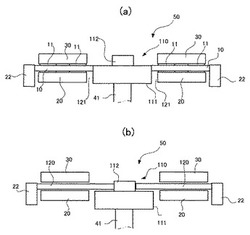
【課題】上下両定盤の修正状態をできるかぎり同一として、マッチングのとれた定盤面を形成してワークを高精度で両面研磨する。
【解決手段】回転可能に配置された研磨用サンギア111と、研磨用サンギア111との間に環状領域121を形成するインターナルギア22と、環状領域内に回転可能に配置された環状の下定盤20と、下定盤20の上側に回転可能に配置された環状の上定盤30と、を備え、下定盤20、上定盤30、サンギア部材110、及びインターナルギア22を夫々予め定めた回転方向、及び速度で回転させ、研磨キャリア10で保持したワーク11の両面研磨後、研磨用サンギア111に代えて、研磨用サンギア111のピッチ円径Raより小さいピッチ円径Rbを備えた修正用サンギア112を配置し、環状領域に研磨キャリア10のピッチ円径raより大きいピッチ円径rbの修正キャリア230を配置し、下定盤20、及び上定盤30の修正を行う。
(もっと読む)
半導体インゴットの切断方法、固定砥粒ワイヤソー及びウエハ

【課題】固定砥粒ワイヤソーを用いた半導体インゴットの切断効率を向上するのに好適な半導体インゴットの切断方法及び固定砥粒ワイヤソーを提供する。
【解決手段】固定砥粒ワイヤ10を、メインローラ18A,18Bに複数回巻き掛けて構成したワイヤ列20をその長手方向に走行させて、走行するワイヤ列20に半導体インゴット50を押し当てることで、半導体インゴット50を複数箇所で同時に切断して複数枚のウエハへと加工するに際して、切断時のワイヤ走行速度Vwを、100[m/min]<Vw<400[m/min]の範囲内の速度とした。
(もっと読む)
スラリー及びスラリーの製造方法
【課題】ワイヤソーによるワークの切断において、カーフロスを低減するために砥粒番手#2000よりも小さい砥粒径の砥粒を用いる場合においても、砥粒濃度の低下による切断能力の低下、ひいては切断品質の悪化や生産性の低下によるコスト増加を抑制できるスラリー及びこのスラリーの製造方法を提供することを目的とする。
【解決手段】ローラーミル、又はボールミルで粉砕された砥粒の一部又は全てをジェットミルで再度粉砕することによって前記砥粒の平均円形度を0.900以上にし、該平均円形度が0.900以上の砥粒とクーラントとを混合して前記スラリーを製造することを特徴とするスラリーの製造方法及び、スラリーに混合された砥粒の平均円形度が0.900以上であることを特徴とするスラリー。
(もっと読む)
Cu−Ga合金の切断方法およびスパッタリングターゲットの製造方法
【課題】 Gaの組成比が比較的大きいCu−Ga合金塊であっても、生産効率が低下することなく、ひびが入ったり、割れたり欠けたりすることなくこれを切断して所望の形状に切断することができるCu−Ga合金の切断方法を提供する。
【解決手段】 Cu−Ga合金の切断方法は、熱処理工程とスライス加工工程とを含む。熱処理工程では、溶解鋳造により作製された直方体形状のCu−Ga合金塊81を、450℃以上700℃未満の温度下で熱処理する。次に、スライス加工工程では、熱処理されたCu−Ga合金塊81を、切断面が直方体の最も短い辺に対して垂直となるように、ダイヤモンドバンドソー装置1またはマルチワイヤソー装置10を用いて切断する。
(もっと読む)
研磨パッド用ウレタン樹脂組成物、ポリウレタン研磨パッド及びポリウレタン研磨パッドの製造方法
【課題】 本発明が解決しようとする課題は、研磨特性に優れる、即ち、高研磨レート、非スクラッチ性、平坦性に優れるCMP法の研磨パッドを提供することである。
【解決手段】 イソシアネート基末端ウレタンプレポリマー(A)を含有する主剤と、イソシアネート基反応性化合物(B)を含有する硬化剤とを含む研磨パッド用ウレタン樹脂組成物であって、更にヒュームドシリカ(C)を含有することを特徴とする研磨パッド用ウレタン樹脂組成物。
(もっと読む)
ワイヤーソー装置および該装置に用いられるワークプレート
【課題】切込み末期のみならず切込み初期における切断面のうねり成分をも低減し、結果として切断終了後のウェーハの表面のうねり成分を十分に低減することが可能なワイヤーソー装置を提供する。
【解決手段】本発明のワイヤーソー装置10のワーク保持機構18は、スライス台22と、ワークプレート24と、ワークプレート保持部26と、を有する。ワークプレート24は、本体部28の側面からワイヤー延在方向Zの両側に突出し、両側それぞれに開口部32A,32Bを有する一対の突出プレート30A,30Bを有し、突出プレート30A,30Bの両外側のうち、少なくともノズル20が位置する側に溝部材34A,34Bを有し、ワイヤー群16からワークプレート保持部26に向けて舞い上がるスラリーを、開口部32A,32Bを通過させて34A,34B溝部材で捕集可能としたことを特徴とする。
(もっと読む)
砥粒チャージ方法及び硬脆性基板の製造方法
【課題】基板を研削又は研磨するための定盤に短時間で砥粒をチャージする。
【解決手段】本発明による砥粒チャージ方法は、基板20を研削又は研磨するための定盤12の主面12aに砥粒Dをブラストすることによって、定盤12の主面12aに砥粒Dをチャージすることを特徴とする。本発明によれば、ブラスト処理によって砥粒Dのチャージを行っていることから、チャージ作業を短時間で完了することが可能となる。しかも、消費する砥粒の量も従来に比べて削減することが可能となる。
(もっと読む)
ワークの切断方法及びワイヤソー
【課題】ワイヤソーによるワークの切断において、特にピッチを狭くしたワイヤ回収側でワークの切り始めが局所的に薄くなり、TTVが悪化するのを抑制できるワークの切断方法及びワイヤソーを提供することを目的とする。
【解決手段】複数の溝付きローラに巻掛けされたワイヤを軸方向に往復走行させ、前記ワイヤにスラリを供給しつつ、ワークを相対的に押し下げて、往復走行する前記ワイヤに押し当てて切り込み送りし、前記ワークをウェーハ状に切断するワークの切断方法であって、前記溝付きローラの複数の溝の底部の位置と該溝付きローラの回転軸との間の距離がワイヤ供給側からワイヤ回収側に向かって徐々に短くなるように形成された前記溝付きローラを準備する工程と、前記ワイヤ供給側のワイヤが前記ワイヤ回収側のワイヤよりも先に前記ワークに押し当てられるようにして前記ワークを切断する工程とを含むことを特徴とするワークの切断方法。
(もっと読む)
樹脂成形品のパートライン研磨装置
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
樹脂被覆ソーワイヤおよび切断体
【課題】ソーワイヤを用いてワークを切断したときに、加工変質層深さが浅く、平滑な表面の切断体が得られる樹脂被覆ソーワイヤを提供する。
【解決手段】樹脂被覆ソーワイヤは、ソーマシンでワークを切断するときに用いられるソーワイヤであって、鋼線の表面に、砥粒を含有せず、且つ120℃での硬さが0.07GPa以上の樹脂皮膜が被覆されており、樹脂皮膜は、ワークを切断するときに吹き付けられる砥粒が樹脂皮膜に食い込むことを抑制するように硬さが制御されている。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンド材料を高速かつ高い面精度で研磨することができるダイヤモンド材料研磨用の用研磨盤を提供すること。
【解決手段】ダイヤモンド材料研磨用の研磨盤であって、少なくとも研磨盤の研磨面がダイヤモンド粒子と結合材とからなり、隣接するダイヤモンド粒子が互いに結合して連続した構造を有しており、前記結合材は、Ni,Co,及びFeからなる群より選ばれる少なくとも1種の元素と、Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,及びWからなる群より選ばれる少なくとも1種の元素と、Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,及びWからなる群より選ばれる少なくとも1種の元素の炭化物を含むダイヤモンド焼結体からなることを特徴とするダイヤモンド材料研磨用の研磨盤。
(もっと読む)
砥粒埋め込み装置、ラッピング装置及びラッピング方法
【課題】研磨定盤に対し、砥粒の埋め込みばらつきを抑制しつつ、効率よく砥粒を埋め込む。
【解決手段】研磨定盤の表面に砥粒を含む砥液を供給しつつ押圧手段で砥液を介して研磨定盤を押圧するとともに押圧手段と研磨定盤とを摺動させて砥液に含まれる砥粒を研磨定盤の表面に埋め込む砥粒埋め込み装置において、押圧手段は、1以上の押圧部材と、押圧部材の上方に配設され押圧部材を研磨定盤に押しつける錘部材と、押圧部材に超音波を付与する超音波振動子とを有し、押圧部材が、複数の円盤状の押圧チップが配設された押圧面を有することにより、押圧手段と研磨定盤との相対摺動方向に対して各押圧面を互いに同じ長さとし、流体応力のばらつきを抑えることで、研磨定盤に対する砥粒の埋め込みばらつきを抑制する。
(もっと読む)
ダイヤモンド材料研磨用の研磨盤及びダイヤモンド材料の研磨方法
【課題】ダイヤモンドを高速かつ高い面精度で研磨することができるダイヤモンド用研磨盤を提供すること。
【解決手段】ダイヤモンドの研磨に用いられる研磨盤であって、ダイヤモンドと当接する研磨盤の研磨面が、酸化物を50体積%以上含み、押し込み硬度が500Kgf/cm2以上である材料からなることを特徴とするダイヤモンド材料研磨用の研磨盤であり、酸化物としてはSi,Al,Ti,Cr及び、Zrからなる群より選ばれた1つ以上の元素の酸化物を用いることが好ましい。
(もっと読む)
固定砥粒ワイヤおよび半導体基板の製造方法
【課題】固定砥粒ワイヤの張力を下げても、軌跡不良を低減して半導体基板をスライスすることが可能な固定砥粒ワイヤを提供する。
【解決手段】ワイヤ芯線表面に砥粒を固定した固定砥粒ワイヤであって、ワイヤ芯線径は80μm以下で、ワイヤ芯線の単位表面積当たりの砥粒の個数は400個/mm2以上である固定砥粒ワイヤ。
(もっと読む)
パラジウム研磨用CMP研磨液及び研磨方法
【課題】 少なくともパラジウム層の研磨速度を、従来のCMP研磨液を用いた場合よりも向上させることができるCMP研磨液、及びそのCMP研磨液を用いた研磨方法を提供すること。
【解決手段】 1,2,4−トリアゾール、リン酸類、酸化剤、及び会合度が1.5以上2.5未満である砥粒を含有するパラジウム研磨用CMP研磨液。また、基板と研磨布の間にCMP研磨液を供給しながら、基板を研磨布で研磨する基板の研磨方法であって、基板は、パラジウム層を有する基板であり、CMP研磨液は、1,2,4−トリアゾール、リン酸類、酸化剤及び1.5以上2.5未満である砥粒を含有するCMP研磨液である、研磨方法。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法
【課題】従来装置と比較してより高い張力で、ワイヤ断線なくワークの切断を素早く実現する。
【解決手段】複数の溝付ローラ2,3間に巻き付けられた切断用のワイヤ4の一方端が第1ダンサローラ10を介して供給ボビン5に巻き付けられ、その他方端が第2ダンサローラ13を介して回収ボビン6に巻き付けられ、複数の溝付ローラ2,3間のワイヤ4の複数列でワーク7を切断するワイヤソー装置1Aにおいて、供給ボビン5に対する第1トラバーサ22Aのワイヤ折り返し移動による張力変動および、回収ボビン6に対する第2トラバーサ23Aのワイヤ折り返し移動による張力変動を吸収する第1ワイヤ張力変動吸収手段が設けられている。
(もっと読む)
面取り部を機械加工するシステム
【課題】製造速度を向上させ、廃棄率を低減させる、面取り部の機械加工システムを提案する。
【解決手段】本発明は、円盤状部品(31)に面取り部(32,34)を機械加工するシステム(1)に関し、このシステムは、研磨手段(4)を有する研削装置(3)と、部品(31)を固定する装置(5)とを備え、この固定装置は、部品が取り付けられる支持部(13)を有し、この支持部に回転軸(16)が組み込まれている。本発明によれば、固定装置(5)は、さらに、面取り部(32,34)の角度を規定するように回転(B)の軸(16)を方向付ける手段(15)と、部品(31)に応力をかけて機械加工を行うため支持部(13)を研磨手段(4)に近づけるように動かす手段(17)と、を有する。本発明は、時計の風防の分野に関するものである。
(もっと読む)
ソーワイヤー用の高強度金属細線とその製造方法、並びに該金属細線を用いたソーワイヤー
【課題】細線で高強度化と剛性を高めるとともに、疲労破断の抑制並びに耐食性向上による長寿命化を図り得るソーワイヤーとその製造方法を提供すること。
【解決手段】脆性材料の切断に用いられるソーワイヤーのための金属細線で、質量%で、C:0.05〜0.15%、Si:0を超え2.0%以下、Mn:0を超え3.0%以下、Ni:5.5〜9.5%、Cr:15.0〜19.0%を含み、又は更にN:0.01〜0.30%を含むとともに、Mn,Ni,C,Nの相関式のH値が1.5〜6.2で、残部Fe及び不可避不純物により構成された、等価線径dが0.7mm以下のオーステナイト系ステンレス鋼細線でなり、そのマトリックス中に容積比で65〜97%の加工誘起マルテンサイトと残オーステナイトを備えるとともに、0.2%耐力(σ0.2)が2200〜2800MPaの高弾性特性のソーワイヤー用の高強度金属細線。
(もっと読む)
ウェハの研磨方法及びナノバブル循環型研磨装置
【課題】 研磨による傷の発生を軽減し、安定した研磨が行えること。
【解決手段】 センターギアと、このセンターギアを回転軸とする上定盤と、このセンターギアを回転軸としつつ前記上定盤と向かい合うように配置される下定盤と、この下定盤の縁側に配置されるインターナルギアとから構成される研磨装置が用いられ、前記下定盤と前記上定盤との間に水晶ウェハを配置して前記水晶ウェハを研磨する水晶ウェハの研磨方法であって、前記水晶ウェハと前記上定盤および前記水晶ウェハと下定盤との間に所定のガスを気泡化したナノバブルを含むフッ化カリウム水溶液、水酸化ナトリウムと炭酸ナトリウムとの混合溶液、水酸化カリウム溶液の何れか1つの溶液を介在させて水晶ウェハを研磨することを特徴とする。
(もっと読む)
1 - 20 / 221
[ Back to top ]