
Fターム[3C058CB08]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 課題(一般) (10,402) | 多機能化 (98)
Fターム[3C058CB08]に分類される特許
1 - 20 / 98
レールの複合研削方法
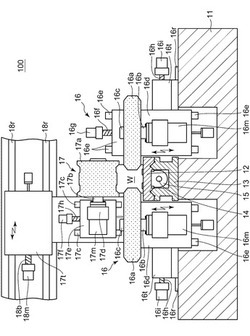
【課題】 1本のリニア案内レールの研削加工時間を短縮させる。
【解決手段】 門型研削装置100のワークテーブル12上に載置したプレファブリックレール(ワーク)を、移動されるワークに対し両側位置となるように配置した一対の総形砥石車16a,16aと移動されるワーク頭頂部wtの研削開始位置に配置した総形砥石車17aが形成する空間を前記ワークwが通過するように前記ワークテーブルを移動させて通過させ、このワーク通過の際に回転する前記一対の総形砥石車でワークの両側部を研削加工し、回転する前記1個の総形砥石車でワークの頭頂部を研削加工して研磨されたレールを製造する。
(もっと読む)
ホーニング加工用装置

【課題】マシニングセンタを用いたホーニング加工を低コストで実施可能にする。
【解決手段】定量ホーニング用と定圧ホーニング用の2種類の砥石3A、3Bのいずれか一方を選択的に外周部から突出させ得るホーニング工具2を回転可能に保持し、回転しつつ回転軸方向に進退動可能な主軸4を有する工作機械の主軸4に装着され、主軸4の回転をホーニング工具2に伝達するホーニング加工用装置100であって、外部から空気が供給されることで空気圧が上昇する定量用空気室31と、定量用空気室31の空気圧を利用して定量ホーニング用砥石3Aをホーニング工具2の外周部から突出させるよう作動する定量拡張用部材11と、外部から空気が供給されることで空気圧が上昇する定圧用空気室14と、定量空気室14の空気圧を利用して定圧ホーニング用砥石3Bをホーニング工具2の外周部から突出させるよう作動する定圧拡張用部材12と、を備える。
(もっと読む)
手持ち式ベルトサンダ
【課題】回転砥石等の回転刃物も使用できる新たな手持ち式ベルトサンダを提供する。
【解決手段】駆動源であるモータ12と、モータ12のモータ軸12aに固定される駆動側傘歯車13と、駆動側傘歯車13により回転駆動され駆動プーリ21を備える従動回転部と、従動回転部の前側に突出して設置されるアーム部30と、アーム部30の前側先端部に駆動プーリ21と離間して回動自在に設置される従動プーリ22と、駆動プーリ21と従動プーリ22との間に張架される無端のサンダベルト41とを備える手持ち式ベルトサンダにおいて、駆動プーリ21は回転刃物を取付け可能とする回転刃物接続部を備える。
(もっと読む)
内外輪兼用超仕上盤
【課題】内輪及び外輪に対する超仕上加工を1台の設備で自動的に行えるようにし、内輪に対する超仕上加工のためのセットと、外輪に対する超仕上加工のためのセットとの切り換えを全自動で行うことを可能にする。
【解決手段】軌道輪2,4を回転可能に保持する軌道輪保持機構6と、軌道輪の軌道面2s,4sに超仕上加工を施す軌道面加工機構とを有し、軌道輪保持機構は、加工対象となる軌道輪の種類に応じて、軌道輪搭載用構造体を回転軸Axに対して接離させる構造体移動手段を備え、軌道面加工機構は、内輪及び外輪軌道面用砥石8a,8bの双方を支持する軌道面用砥石ホルダと、軌道面用砥石ホルダを移動、旋回させるホルダ移動旋回手段とを備え、加工対象が内輪の場合、内輪軌道面に内輪軌道面用砥石を押し付け、加工対象が外輪の場合、外輪軌道面に外輪軌道面用砥石を押し付けて、オシレーションさせながらトラバースする。
(もっと読む)
大型平面部材研磨・洗浄装置
【課題】本発明は、大型平面部材の上面および下面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の大型平面部材研磨・洗浄装置は、複数組のブラシ組立体により、前記大型平面部材の移動中に、上面および下面を同時に研磨および/または洗浄することができる。前記複数のブラシ組立体は、大型平面部材の研磨および/または洗浄に合った、異なる種類のブラシ毛および構造の異なるブラシから構成されている。また、前記大型平面部材研磨・洗浄装置は、前記異なる複数組みのブラシに対する駆動速度をそれぞれ別々に制御することができる。本発明の大型平面部材研磨・洗浄装置は、大型平面部材に合った素材から構成されている複数組のブラシ組立により、上下同時に研磨および/または洗浄を行うことができるようになっているため、前記大型平面部材を一方向に流すのみで、上下両面の研磨および/または洗浄を終了させることができる。
(もっと読む)
表面加工装置
【課題】加工対象のワークを効率的に研削、研磨するための表面加工装置を提供する。
【解決手段】表面加工装置20のロードユニット30において、ワークWはトランスファチャック10に吸着させる。そして、トランスファチャックに固定されたワークWは、研削ユニット40に搬送され、研削が行なわれる。研削を終了した場合、トランスファチャック10に固定されたワークWは、研磨ユニット50に搬送される。そして、ワークWが一括処理枚数に達した場合には、バッチ処理により研磨が行なわれる。研磨を終了した場合、トランスファチャック10に固定されたワークWは、ロードユニット30に搬送される。そして、トランスファチャック10からワークWが取り外されて、それぞれ洗浄される。このトランスファチャック10には、新たなワークWを吸着させる。
(もっと読む)
ガラス基板の製造方法、ガラス基板の研磨方法、ガラス基板の洗浄方法およびガラス基板の製造装置
【課題】ガラス基板の研磨後の平坦性を向上させることが可能なガラス基板の研磨方法を提供する。また、上記研磨方法をガラス基板の洗浄方法に応用する。
【解決手段】ガラス基板の研磨方法は、ガラス基板4の主表面の延在方向に沿って、ガラス基板4よりも硬い粒子を含む流体と上記主表面とを高速で相対移動させることにより上記主表面を研磨するものである。ガラス基板の洗浄方法は、ガラス基板4の主表面の延在方向に沿って、ガラス基板4よりも軟らかい粒子を含む流体と上記主表面とを高速で相対移動させることによりガラス基板4を洗浄するものである。
(もっと読む)
円盤状基板の製造方法および円盤状基板の保持具
【課題】円盤状基板の外周研磨を行なう工程を別途設ける必要がない、または別途設ける必要がある場合でもその研磨時間を短縮でき、円盤状基板の生産性を向上させることができると共に円盤状基板の製造費用を低減させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、ガラス基板の少なくとも外周端面を研削する端面研削工程と、研削工程および端面研削工程を経たガラス基板の主表面および外周端面を共に研磨する研磨工程と、を有し、研磨工程は、孔部34と孔部34の内周端面にガラス基板の外周端面を研磨するブラシ部36とを有する保持具30Bの孔部34にガラス基板を保持して研磨を行なうことを特徴とする円盤状基板の製造方法。
(もっと読む)
研磨布のドレッシング方法およびドレッシング装置
【課題】バッチごとにほぼ一定した研磨速度が得られ、精度よくワークの研磨が行え、また修正砥石を用いるドレッシングの回数を減らせることから、作業性よく、また研磨布の寿命も長くできる研磨布のドレッシング方法を提供する。
【解決手段】回転する定盤14、15の研磨布上にワークを押接し、研磨布上に研磨液を供給しつつワーク表面の研磨を行った後の、該研磨布の表面状態を砥石を用いて調整する研磨布のドレッシング方法において、ワーク研磨後、研磨布上に高圧洗浄水を供給して研磨布を洗浄する洗浄工程中で、目立て砥石26を研磨布の径方向に研磨布の凹凸面に追従させて移動させて研磨布の目立てドレッシングを行う工程を含むことを特徴とする。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型仕上げ研削砥石10g,10gでそのブロックの四隅R面および四側面を仕上げ研削加工する面取り加工して表面平滑度の優れた角柱状インゴットブロックを製造する複合面取り加工装置1。
(もっと読む)
超仕上げユニット
【課題】加工装置全体の構成をコンパクトにすることができ、かつ、加工能率が向上した超仕上げユニットを提供する。
【解決手段】超仕上げユニット1は、本体ケーシング2と、本体ケーシング2に回転自在に取り付けられ、複合加工機の回転主軸に同軸上に着脱自在に連結される連結軸3と、ワークを研削する砥石を有する砥石ヘッド4と、本体ケーシング2と砥石ヘッド4との間を連結し、回転主軸の往復回転駆動による駆動力を連結軸3を介して受けることにより、砥石ヘッド4を往復揺動運動させるリンク機構5とを備えている。
(もっと読む)
超仕上げ装置
【課題】 ハブ等のより小さな径のワークのボール溝に対しても超仕上げ加工を良好に施し得るようにする。
【解決手段】 砥石ホルダ16を超仕上げ砥石41先端側の揺動中心O廻りにオシレーションさせると共に、砥石ホルダ16を揺動中心O廻りに角度変更させてオシレーションの揺動中心角αを変更するようにした超仕上げ装置であって、
砥石ホルダ16が一対のリンク部材14に直交する直交状態から傾斜揺動した傾斜状態で、リンク部材14先端側の砥石ホルダ16、超仕上げ砥石41及び砥石ホルダ16の取付部分並びにシリンダ手段42に流体を供給する供給流路64が、一対のリンク部材14間の中央P1から超仕上げ砥石41先端までの突出距離を半径r1とした円内に略納められている。
(もっと読む)
切削加工装置
【課題】加工ツールを3次元的に動作させるためのプログラムを簡素且つ安価なものとして製造コストを低減させることができる切削加工装置を提供する。
【解決手段】加工ヘッド2をテーブル1上方で支持するとともにZ軸を回動軸L1として回動可能な支持手段4を備え、且つ、加工ツール3は、Z軸に対して所定角度傾斜しつつ加工ヘッド2に取り付けられるとともに加工ヘッド2が当該加工ツール3の回転軸L2方向に移動可能とされ、当該加工ツール3先端の半球状の中心C位置が支持手段4の回動軸上に保持された状態にて当該加工ヘッド2がワークWに対して3次元的に相対移動して切削加工可能とされたものである。
(もっと読む)
半導体基板の平坦化加工装置
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、エッジ研削および裏面研削加工ステージ室11b内に各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
金属リングの研削加工方法
【課題】設備に掛かるコストを抑えるだけでなく高精度な研削加工を短時間で効率良く行うことができる金属リングの研削加工方法を提供する。
【解決手段】研削ブラシ2の毛足方向に沿った第1の所定位置Lを拘束し、ブラシホルダ3により回転される研削ブラシ2の下端側を金属リングWの側端縁に当接して研削加工を施す第1の研削工程を行う。次いで、研削ブラシ2の拘束位置10を第1の所定位置Lと異なる第2の所定位置Hに変更する拘束位置変更工程を行う。次いで、研削ブラシ2の第2の所定位置Hを拘束した状態で金属リングWの側端縁に研削加工を施す第2の研削工程を行う。
(もっと読む)
半導体基板の平坦化加工装置およびそれに用いる仮置台定盤
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置、およびそれに用いる仮置台定盤の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
半導体基板の平坦化加工装置および平坦化加工方法
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
ワイヤソー
【課題】ワイヤソーが大型化してもメンテナンス性が良くコストを低減できる揺動機構を提供する。
【解決手段】本体枠2の開口部12、13の外周にそれぞれ設けた第一及び第二の円弧状レール14、26と、前後揺動壁18、19間に複数の溝ローラー10を軸支すると共に前記開口部12、13に回動可能に嵌入された揺動枠8と、前記第一及び第二の円弧状レール14、16と摺動自在に嵌合した第一及び第二のスライドガイド17、29と、前記揺動枠8の外周に沿ってその外周の一部に設けた歯車30と、前記歯車30を回転駆動させる駆動モーター32とから構成し、前記駆動モーター32を駆動することにより、前記揺動枠8を第一及び第二の円弧状レール14、26に沿って揺動円弧運動させる。
(もっと読む)
仕上研磨前シリコンウェーハの表面平坦化方法およびシリコンウェーハの表面平坦化装置
【課題】シリコンウェーハの製造工程において、シリコンウェーハ表面に粗研磨を施した後に仕上研磨を施すに際し、粗研磨後のウェーハ表面の平坦度を仕上研磨前に事前に改善し、仕上研磨後のウェーハの表面特性を安定して確保することができる仕上研磨前シリコンウェーハの表面平坦化方法およびその表面平坦化装置を提供する。
【解決手段】仕上研磨を施す前に、平坦度測定工程(ステップ#42)にて、ウェーハ表面の平坦度を測定し、その表面に同心状に分布する凸領域を特定した後、凸領域除去工程(ステップ#44)にて、ウェーハの径方向で凸領域を覆うカップ部材を配置するとともに、ウェーハをウェーハ中心回りに回転させながら、カップ部材内にオゾンガスとフッ化水素蒸気の混合ガスを導入し、凸領域を混合ガスとの化学反応によってエッチング除去する。
(もっと読む)
切断研磨加工装置
【課題】矩形基板を棒状に効率よく切断するとともに研磨することができ、切断面を傾斜面に形成することができる切断研磨加工装置を提供する。
【解決手段】矩形基板を保持する保持テーブル機構と、矩形基板を分割予定ラインに沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する工具54を備えた加工手段とを具備している。保持テーブル機構は支持基台と基板を支持する保持面を備えており、保持テーブルには矩形基板の一方の端面にワックスを介して接合した状態で保持面に載置する送り治具と、治具送り手段と、送り出された送り治具に接合された矩形基板を吸引保持する吸引保持手段と、送り治具を保持面に押圧して送り治具の動きを規制する押圧手段とが配設されており、加工手段は複合工具54を構成する研磨ホイール543の研磨面が切り込み送り方向に対して傾斜するように作動せしめる工具角度調整機構7を備えている。
(もっと読む)
1 - 20 / 98
[ Back to top ]