
Fターム[3C059AA01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工原理 (818) | 放電 (653)
Fターム[3C059AA01]に分類される特許
1 - 20 / 653
アブレイダブルエンジェルウィング用のハニカム構造
テーパ角度測定冶具
ワイヤ放電加工機
回転軸に取り付けた超高硬度材を用いた工具を加工するワイヤ放電加工方法およびワイヤ放電加工機
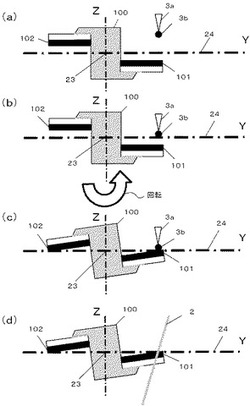
【課題】超高硬度材を固定した切削工具を高精度にかつ容易に加工することができるワイヤ放電加工方法およびワイヤ放電加工機を提供すること。
【解決手段】上ワイヤガイド14に取り付けたタッチセンサ3を、加工プログラムを基に作成された計測用プログラムに従って工具ボディ100にPCDチップ101を固定した被切削工具に対して相対的に水平方向に移動させるX軸およびY軸を駆動し、タッチセンサ3を測定位置に位置決めし(a)、検出子3aの先端3bを、垂直方向に移動するZ軸移動により回転軸の回転中心高さまで降ろして位置決し(b)、切削工具のすくい面が先端3bに接触する方向に回転軸22を回転させ(c)、接触を検出した時点の回転軸座標情報を制御装置50に読み込み、測定用プログラムに従って取得した回転軸座標のデータに基づいて加工プログラムを再生成し、すくい面位置を測定した位置で切削工具を放電加工する。
(もっと読む)
引張試験機用つかみ具のつかみ歯の製作方法及び該製作方法により製作されたつかみ具

【課題】試験片を均等な力で把持できる引張試験機用つかみ歯を提供する。
【解決手段】つかみ具1の未加工のつかみ面2を導電性の電極金型6の放電金型面6a、6bに所定間隔をあけて対向させた状態で放電用油10の入った液槽4内に浸漬しておき、これらつかみ具1と電極金型6に電圧を印加することによって未加工のつかみ面2と放電金型面6a、6bの間に生じる放電により、電極金型6の放電金型面6a、6bの凹凸形状に対応した凸凹形状のつかみ歯をつかみ具1の未加工つかみ面2に転写して形成する。
(もっと読む)
放電被覆装置及び放電被覆加工方法
【課題】所望厚さの被膜を形成する。
【解決手段】直流電源装置1がその一次巻線2に接続されるフライバック変圧器と、フライバック変圧器と直流電源装置に接続される第1半導体スイッチング素子4と、二次巻線3に接続されるダイオード5と、ダイオードに接続するコンデンサ6及び第2半導体スイッチング素子7と、第2半導体スイッチング素子に接続され、回転手段9に連結されて回転駆動する被覆材電極10と、コンデンサの他端に接続され、また被覆材電極に接触することで電気的に導通する被金属加工体11と、第1半導体スイッチング素子、コンデンサ、第2半導体スイッチング素子に制御パルスを印加する制御装置12と、を備える。コンデンサの電圧と所定値とを比較して第1半導体スイッチング素子に対してオン・オフ制御を行い、また第2半導体スイッチング素子に対する印加動作制御をパルス信号の印加終了後に行うことで、火花放電被覆を実現する。
(もっと読む)
遠心回転機のインペラの製造方法
【課題】放電加工により流路を形成し、その放電加工面に生じた変質層を湿式研磨で除去するにあたり、うねりを生じさせることなく研磨面を平滑化できる、インペラの製造方法を提供すること。
【解決手段】かかるインペラ製造方法は、遠心回転機のインペラ10の流路14を放電加工により形成する流路形成工程と、流路14の内壁を湿式研磨により研磨する湿式研磨工程と、を備え、湿式研磨工程では、インペラ10を研磨液23に浸漬した状態でその回転軸線C周りに回転させる。
(もっと読む)
放電加工のための電極ワイヤ
【課題】破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
(もっと読む)
放電加工機の加工条件調整装置
【課題】加工状態の監視および加工中の加工条件を調整することで、最適な加工条件を決定する。
【解決手段】加工状態の良否を判断するため複数の信号または物理量を取得する加工状態情報取得部22と、信号または物理量の基準値を基準加工状態情報として記憶する要求加工状態記憶部18と、加工状態情報取得部22で取得した加工状態情報と基準加工状態情報とを比較して加工状態の良否および加工不良の種別を判定する加工状態判定部20と、加工不良を解消するために実行される加工条件の調整方法として、加工条件の調整が実行される加工不良の種別の優先度、加工不良の種別に応じて調整する加工条件の設定項目の優先度、設定項目の調整値を記憶した加工条件調整方法記憶部12と、加工状態判定部20が加工不良と判定された場合、前記加工条件調整方法に基づき前記加工条件の設定項目を調整する加工条件調整部14と、を有する。
(もっと読む)
加工状態に基づき加工液量を調節するワイヤ放電加工機
【課題】ワイヤ電極と被加工物の極間の加工屑の偏在を解消することで高精度加工を実現するワイヤ放電加工機を提供する。
【解決手段】ワイヤ電極1と被加工物2との極間に電圧を印加して放電を起こし、極間電圧検出装置9は極間の極間電圧を検出し、放電パルス電流判別装置10は有効放電パルスと無効放電パルスを判別し、放電パルス数計数装置11は所定時間毎に前記判別した無効放電パルス数を計数し、放電位置検出装置12は電流センサを用いて上,下給電線6a,6bに流れる各々の電流値を所定時間毎に測定し、この電流値の差異から放電位置を検出し、加工屑偏在状態判別装置13は、放電パルス数計数装置11からの出力と放電位置検出装置12によって得られた放電位置から加工屑20の偏在状態を判別し、加工液量調節装置14は、上,下加工液供給装置40a,40bから供給する加工液の加工液量のバランスを調整し加工屑20の偏在状態を解消する。
(もっと読む)
放電加工装置およびその制御方法
【課題】加工効率を向上させる。
【解決手段】ワークWに対して放電を行う電極111と、電極111をワークWに対して近づく方向および遠ざかる方向に駆動する電極駆動手段13と、電極駆動手段13を制御する制御手段17とを備え、電極駆動手段13は、超音波振動を利用する超音波モータであり、制御手段17は、超音波モータ13を駆動するための電圧信号を、電極111からワークWへの放電状態に基づいて生成した電圧波形P1に過電圧波形P2を付加することによって生成する。
(もっと読む)
摩擦攪拌接合用工具の製造方法
【課題】本発明の目的は、高融点部材を摩擦攪拌接合できる摩擦攪拌接合用工具の製造方法及び摩擦攪拌接合用工具を提供することである。
【解決手段】本発明に係る摩擦攪拌接合用工具3の製造方法は、円柱状のシャンク部5と、シャンク部の端部に形成されたショルダ部9と、ショルダ部の端部に形成されたピン部4とを含み、イリジウム基合金からなる摩擦攪拌接合用工具において、イリジウム基合金からなるインゴット10を形成する工程1と、インゴットから工具用円柱体20を形成する工程3と、工具用円柱体を加工して、ショルダ部及びピン部を形成する工程4と、を有する。
(もっと読む)
限られたスペースにおいて加工する装置及び方法
【課題】限られたスペースの中で使用するための電気化学放電加工技法又は放電加工技法。
【解決手段】工作物を加工するための加工装置は、放電加工ヘッドアセンブリ30と、ヘッドアセンブリを支持するスライドアセンブリ28と、スライドアセンブリを、工作物の1つの領域を加工するため、前記工作物上の面に支持するように構成された電磁石26と、前記放電加工ヘッドアセンブリに対して3つの調整軸を提供するように構成された3つの手動操作スライダ34,38と、放電加工ヘッドアセンブリに対して2つの調整軸を提供するように構成された傾斜旋回万力42とを有する。
(もっと読む)
加工槽拡大レンズ付き透明な窓部を有するワイヤ放電加工機
【課題】安価な方法で放電加工中の加工状態を監視できるようにする。
【解決手段】加工槽1の前面トビラ又は前面壁に透明な窓部2を設ける。該窓部2に拡大レンズ手段6を着脱可能に設ける。拡大レンズ手段6は、調整機構7によって複数のレンズ間の相対位置を調整して拡大率を変更できるようにする。放電加工中、透明な窓部2、拡大レンズ手段6を通してワイヤ電極3と被加工物4の放電加工部分を拡大して、常時観察することができる。安価の構成で、放電加工状態を観察することができる。
(もっと読む)
ワイヤカット放電加工機のプレシール装置
【課題】安価で効率良く汚染物質を排出することが可能なワイヤカット放電加工機のプレシール装置を提供すること。
【解決手段】プレシール蛇腹カバー3は、その長手方向に複数個のプレシール蛇腹カバーの開口部22を配設され、複数個のプレシール蛇腹カバーの開口部22の総断面積は、プレシール蛇腹カバー3の加工液の供給口側3bの断面積より小さく設計することにより、加工液補給口24から流入する加工液(補給水)の流量に関係なく、プレシール蛇腹カバー3の内部空間を加工液(補給水)で充満させる。これによって、プレシール蛇腹カバー3の内部で水流が偏らず、プレシール蛇腹カバーの開口部からの水流23に示されるように、各プレシール蛇腹カバーの開口部22から加工槽1内に吐出されるプレシール蛇腹カバーの開口部からの水流23の強さを、プレシール蛇腹カバー3の長手方向に沿って均一にすることができる。
(もっと読む)
強化ガラスのくり抜き加工方法
【課題】加工時にカレットを発生せず、かつ、マイクロクラックの少ない滑らかな加工面を得ることができる、強化ガラスのくり抜き加工方法の提供。
【解決手段】板状ガラス部材の表面に圧縮応力層が形成された強化ガラスのくり抜き加工方法であって、前記強化ガラスのくり抜き予定線よりも内側に初期クラックを形成した後、前記強化ガラスの初期クラックを形成した部位を始点として前記強化ガラスの内部加熱を開始し、前記強化ガラスの内部加熱される部位を前記強化ガラスのくり抜き予定線に沿って移動させることにより、前記強化ガラスにくり抜き孔を形成する、強化ガラスのくり抜き加工方法。
(もっと読む)
ワイヤ電極切断装置
【課題】切断したワイヤ電極の先端が尖頭形状となり、かつ、癖を付けずに剛性を保ちながらワイヤ電極を切断すること。
【解決手段】ワイヤ放電加工機のワイヤ電極切断装置40が、ワイヤ電極12を挟み非接触状態で対向配置され、互いの対向部が針状に形成された一対の切断電極と、切断電極間にワイヤ電極を切断するアーク放電を発生させる電圧発生手段38と、電圧発生手段に電圧を印加するとき、ワイヤ電極に張力を付与するように、ワイヤ電極走行装置26、30を制御する制御手段28とを具備する。
(もっと読む)
位置決め精度補正機能を備えたワイヤ放電加工機
【課題】機械の設置状態や、加工液重量あるいはワーク重量などの影響で悪化する位置決め精度を向上させる機能を備えたワイヤ放電加工機を提供する。
【解決手段】加工槽3内のテーブル13に2つの接触検出用治具20を取り付け、接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。次に、テーブル13上にワーク15をセットし、加工液16を加工槽3に実加工を行う状態と同じ液位まで溜め、同様に接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。そして2つの距離の誤差から計算により補正量を求め、加工槽3内の加工液16の重量およびワーク15の重量による位置決め精度の変化を補正する。
(もっと読む)
ワイヤ放電加工装置
【課題】給電子に通水を供給しつつ、必要な動力を抑えることで省エネルギー化と装置の小型化を図ることのできるワイヤ放電加工装置を得ること。
【解決手段】ワイヤ放電加工装置は、放電加工のための電力をワイヤ電極に供給する給電子を備えたワイヤ放電加工装置において、給電子を保持して、給電子をワイヤ電極に押し付ける位置とワイヤ電極から退避させる位置とに移動が可能とされた給電子ブロック19と、給電子ブロックを移動可能に保持するワイヤガイド上部ブロック18と、給電子ブロックの上方に配置され、給電子ブロックの移動中における位置が固定された配管ブロック20と、を備え、配管ブロックには冷却液を供給する配管が接続される接続部20aが設けられ、配管ブロックに供給された冷却液は、給電子ブロックに流れ落ちてワイヤ電極と給電子との接触部に供給される。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工時に電極線の微細切れが少なく被加工物の面粗度が向上する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線の製造方法は、第1金属の第1直径からなる線材を芯線21として準備する段階と、前記芯線21に第2金属をメッキする段階と、前記第2金属がメッキされた芯線を第2直径に細線すると同時に該第2直径の細線表面に一定パターンの皺23aを形成する段階と、前記芯線と第2金属の相互拡散によって該芯線と第2金属の境部に形成される第1合金層22と、前記第1金属が前記第2金属の方に拡散されて前記第1合金層の外郭に第2合金層23が形成されるように熱処理する段階を含む。
(もっと読む)
1 - 20 / 653
[ Back to top ]