
Fターム[3C059DA01]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の構造 (351) | 形状 (288)
Fターム[3C059DA01]の下位に属するFターム
単純形状 (110)
複数種類の工具を結合したもの (11)
可撓性電極 (144)
Fターム[3C059DA01]に分類される特許
1 - 20 / 23
電解加工装置及び電解加工方法
【課題】平面部及びエッジ部ともに加工精度が高い電解加工装置及び電解加工方法を提供する。
【解決手段】所定位置で固定された平面形状の被加工金属の両面に対向するとともに、被加工金属の各面との距離が変更可能に設置される一対の第1電極10Aと、被加工金属を陽極とし、第1電極10Aを陰極として電圧を印加する第1電圧印加部11Aと、電圧が印加された第1電極10Aと被加工金属との間に電解液が流れるように、電解液を送出する第1送出部16と、第1電圧印加部11Aによる電圧の印加で加工された被加工金属の端部であるエッジに対向するとともに、固定される被加工金属の各エッジとの距離が変更可能に設置される一対の第2電極10Bと、被加工金属を陽極とし、第2電極10Bを陰極として電圧を印加する第2電圧印加部と、電圧が印加された第2電極10Bと被加工金属との間に電解液が流れるように、電解液を送出する第2送出部16とを備える。
(もっと読む)
ハニカム構造体成形口金用電極

【課題】放電加工によって狭い(細い)スリットを備えた口金を得ることが出来、その放電加工中において口金に破損や変形が生じ難い、電極を提供すること。
【解決手段】放電性材料からなり2つの主面を有する厚板状の電極基体122を備え、その電極基体122の2つの主面のうちの一の面127のみに、電極隔壁141によって区画された複数の電極セル142が設けられており、その一の面127において電極セル142の形状が、ハニカム構造体の流通セルの形状と、相似であるハニカム電極(ハニカム構造体成形口金用電極)120の提供による。
(もっと読む)
放電加工方法及び放電加工装置
【課題】非導電性材料の被加工物を放電加工するに際して、工具電極の消耗率を低減しつつ被加工物である非導電性材料に対する放電を安定且つ良好に放電加工を行える放電加工方法及び放電加工装置を提供する。
【解決手段】被加工物1の表面に導電性材料2を設け、この被加工物1に加工用の工具電極3を対置し、前記工具電極3と前記導電性材料2との間で放電させて前記被加工物1を放電加工する放電加工方法であって、前記被加工物1は絶縁性材料若しくは半導体材料等の非導電性材料であり、前記工具電極3と前記導電性材料2との間に、極性が交互に反転する電圧を印加して放電加工を行う。
(もっと読む)
フレキシブルな電気化学処理のための方法、装置、及びシステム
【課題】フレキシブルな電気化学処理のための方法、装置、及びシステムを提供する。
【解決手段】フレキシブルツールカソード400は、弾性的に変形可能なカソードを含み、該カソードは、2次元又は3次元で変形することができ、加工物がフレキシブルツールカソード400と相対的に移動している間は、加工物の輪郭に適応することができる。すなわち、フレキシブルツールカソードは、トレースを実施することができる。特定のフレキシブルツールカソードは、また、このようなコーナー及び縁部などの特別な構成に用いることができる。フレキシブルツールカソード400を用いて、電気化学プロセスにより加工物を研磨、仕上げ加工、又は整形することができる。
(もっと読む)
放電加工用電極及びその製造方法
【課題】有効に電極の強度を向上すると共に、作製性及びセッティング等の取扱い性に極めて優れた放電加工用電極を提供する。
【解決手段】放電加工用電極10は、被処理物との間に放電を発生させて、被処理物表面に皮膜を形成する。実質的な電極部分として、所定の目粗さとした連鎖状金属13の空孔部13aに皮膜の原料となる粉末14を充填し、これを圧縮成形してなる皮膜形成用圧粉体を有する。
(もっと読む)
形彫放電加工方法および形彫放電加工装置
【課題】深く細いスリットを加工する放電加工方法および放電加工装置を得ること。
【解決手段】帯状の工具電極11の厚さの垂直方向がスリット形成加工進行方向となるように、工具電極11をフレーム18で把持し、工具電極11の短手方向に工具電極11を相対的に移動させつつ、被加工物2と工具電極11との間にパルス状の電圧を印加し、放電加工を行う形彫放電加工方法において、被加工物2を保持具36に導電性を維持して接着する固着工程と、被加工物2を工具電極11でスリット加工する加工工程と、を含む。
(もっと読む)
放電加工工程用の電極形状を設計するための装置および方法
【課題】EDM工程用の電極形状を設計するための効率的かつ正確な技法を提供すること。
【解決手段】コンピュータ可読記憶媒体が、軌道経路形状を得るための実行可能命令を含む。軌道経路形状上の各点は、軌道経路形状に沿って工具形状が移動されたときの工具形状の変位を表す。工具形状は、軌道経路形状に沿って移動されたとき、所望のキャビティ形状を掃引する。これらの実行可能命令は、掃引しようとする所望のキャビティ形状に対応する入力ソリッドモデルを得る、また、軌道経路形状と、入力ソリッドモデルに対応する面の集合、エッジの集合、および頂点の集合とに基づいて、工具形状のソリッドモデル用の面の集合を導出するための命令をさらに含む。これらの実行可能命令は、工具形状のソリッドモデルを生成するように、工具形状のソリッドモデル用に導出された面の集合の部分集合を合成するための命令をさらに含む。一実施形態では、工具形状は、軌道経路形状に対する入力ソリッドモデルのミンコフスキー分解に対応する。
(もっと読む)
放電加工電極製造方法とその方法を用いて製造された放電加工電極を用いるコイル製造方法
【課題】高精度の放電加工電極を簡単に低コストで製造可能な放電加工電極製造方法を提供する。
【解決手段】導電性の基板1上にフォトレジスト層2aを配置するA工程と、このフォトレジスト層を放電加工電極の配線形状を映したマスク3で被覆するB工程と、紫外光4を、マスクを介してフォトレジスト層に露光するC工程と、フォトレジスト層を現像して、マスクによって形成された放電加工電極の配線形状のパターン5aを残して他のフォトレジスト層を取り除くD工程と、導電性の基板に代えてパターン上に、さらにA工程からD工程を少なくとも1回繰り返してパターン上にさらにパターン5bを重ねて型枠5を形成する工程と、導電性の基板をメッキ電極として電解メッキを行い型枠に金属を析出させて放電加工電極を形成させる工程と、型枠を剥離させる工程とを有する。
(もっと読む)
鍛造用金型及びその加工方法、並びに歯車鍛造装置及び歯車鍛造方法
【課題】複数のつる巻き状の歯山部の両側の歯面に生じるねじれ角の相違を抑制したはすば歯車を成形することができる鍛造用金型及びその加工方法、並びに歯車鍛造装置及び歯車鍛造方法を提供すること。
【解決手段】鍛造用金型2は、はすば歯車の冷間密閉鍛造を行うために用いるものである。鍛造用金型2は、つる巻き状の歯山部22を複数形成した成形穴21を有している。鍛造用金型2は、複数の歯山部22において、成形穴21の周方向Cの一方に位置する一方歯面221のねじれ角θ1と、成形穴21の周方向Cの他方に位置する他方歯面222のねじれ角θ2とを互いに異ならせて形成されている。
(もっと読む)
放射揺動加工方法
【課題】指令加工位置に到達するまでの間、角柱状電極の各角部の消耗の偏りを減らし、加工形状の角転写精度を均一にする放射揺動加工方法を得ること。
【解決手段】複数の角部を有する角穴をワークに仕上加工するために、前記角穴の減寸電極を、放射揺動中心から前記複数の角部の底へ向けて角錐の稜線に沿うように電極とワークの間隙制御を行いながら相対移動させ、放電加工を行なう放射揺動加工方法において、指令加工深さ及び指令放射揺動量より小さい所定の加工進行量に至るまで前記複数の角部の夫々を所定の順番に周回揺動加工する小周回揺動加工ステップと、前記小周回揺動加工ステップを、前記指令加工深さ及び指令放射揺動量に到達するか又は指令加工時間が来るまで複数回繰り返すステップと、を含む。
(もっと読む)
表面加工方法とその加工方法を用いた転がり部材
【課題】被加工物の表面に微細な凹部を放電加工により連続的に形成することができる表面加工方法を提供する。
【解決手段】電極工具3の電極8を、工具本体4の表面の絶縁体膜5に設けた凹部6に導電材料7を充填して形成し、この電極工具3の電極8が放電加工位置に繰り返し循環するように電極工具3と被加工物1とを相対移動させ、放電加工位置Aに移動した電極工具の電極8が被加工物1との間で放電現象を発生した後、この電極8が、電極工具3と被加工物1との相対移動により、再び放電加工位置Aに移動してくるまでの間に、工具本体4の表面の絶縁体膜5に設けた凹部6に導電材料7を再充填して電極工具3の電極8を修復するようにした。
(もっと読む)
電解研磨パッドの製造方法
【課題】平坦化特性に優れ、スクラッチの発生を抑制でき、研磨速度が大きく、かつ研磨層と陰極層との間で剥離しにくい電解研磨パッドを簡便かつ生産性よく製造する方法を提供する。
【解決手段】錫シート11の片面に樹脂層13が積層されており、かつ前記錫シート及び樹脂層を貫く多数の貫通孔17を有する研磨層2aと、陰極層3とを熱可塑性樹脂、熱可塑性エラストマー、又はホットメルト接着剤を用いて接着する工程を含む電解研磨パッドの製造方法。
(もっと読む)
成形型加工電極、成形型の製造方法及び成形型
【課題】より容易に成形型加工電極や成形型を作製することができると共に、作製した成形型で成形体を成形する際に成形体の成形曲がりをより抑制する。
【解決手段】成形型加工電極10は、六角形の立壁部23が連なることにより外周が略円状に形成されたスリット溝形成部22により成形型のスリット溝を加工する一方、内周が略円状に形成されスリット溝形成部22の外周の立壁部23に重なり合うと共にその外周が略円状に形成されたスリット溝形成部32により、外周側のスリット溝を加工する。同様に、第3電極40のスリット溝形成部42より、更に外周側のスリット溝を加工する。このように、複数のスリット溝形成部が円周方向に分割され、複数のスリット溝形成部の重複部分が成形体と同じ略同心円状に形成されている。また、スリット溝形成部22,32,42,の面積がより近い値に設計されており、電極の消耗度合いの差を生じにくい。
(もっと読む)
押出ダイスの製造方法およびこれに用いる放電加工用電極
【課題】押出形材の中空部を成形するベアリング面を含むマンドレル部を有する雄型を、所要の形状に精度良く確実に加工できると共に、少ない工数や時間で製造できる押出ダイスの製造方法、およびこれに用いる放電加工用電極を提供する。
【解決手段】中空部を有する押出形材を成形するためのマンドレル部およびブリッジを有する押出ダイスの雄型(D2)の製造方法であって、鋼製の型素材D1に対し、マンドレルM1およびブリッジBを目的とする形状に近似する形状に荒加工する工程と、荒加工された型素材D1のマンドレル部M1に形成される複数の連続する部位に対し、係る複数の連続する部位を放電加工する複数の加工部(凸部13,15、傾斜部14,16など)を含む単一の放電加工電極10を対向させて放電加工する工程と、を含む、押出ダイスの製造方法。
(もっと読む)
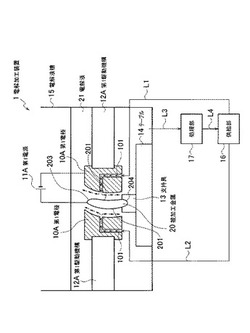
電解加工方法および電解加工装置
【課題】被加工物の孔部内に拡幅部を形成する場合に、拡幅部の加工形状精度を向上することが可能な電解加工方法および電解加工装置を提供すること。
【解決手段】、(c)に示す電解工程の仕上げ加工工程において、ワーク90と電極10との間に電圧を印加しつつ、電極10の軸方向の先端部11をワーク90と電極10との間隔が略一定となるように径方向に拡大する。したがって、仕上げ加工工程では、ワーク90と電極10との間に電流を安定して流すことができ、拡幅部92角部93の加工形状精度を向上することができる。
(もっと読む)
多角形軌道放電加工用電極を縮小する方法
放電加工用電極を設計するシステム、方法、およびコンピュータプログラムであって、三次元設計で空洞を特定することと、電極の大まかな形態を定めるため前記空洞のダイレクトネガティブブーリアンを計算することと、前記電極の軌道経路を決定することと、ここで前記軌道経路は前記三次元設計による複数のインスタンスに対応する複数の頂点を有する、前記大まかな形態の電極から軌道ギャップを除去するため前記電極の前記大まかな形態から複数のインスタンスを取り去ることと、前記軌道ギャップを有する前記電極の前記大まかな形態へ一定面オフセットを適用することと、しかるべき手段およびコンピュータ可読命令とを備える。 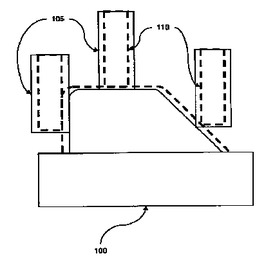 (もっと読む)
(もっと読む)
ナノスケール加工電極及び加工品、及びその製造方法
【課題】最適軸受性能のために微細溝ピッチ(<100ミクロン)、微細フィーチャ幅(<25ミクロン)、3Dで変化する溝深さ及び表面プロファイルなどのフィーチャを有するモータ軸受構成部品を提供すること。
【解決手段】加工品を製造するための方法、最終部品を作るための電極設計フィーチャ及びそのような電極を製造する方法が開示される。所望のプロファイルを有する導電性ブロックを含む電極が開示される。本発明の実施例の電極は、固く加工困難な材料を含む広い範囲の材料から作ることができる。この電極は、中実素材、又は中空コアを有するスリーブ又は充填されたコアを有するスリーブから作ることができる。そのような電極は、加工品に最適な溝形状を実現させるために使用することができる。光重合、選択的除去、鍍金、及び凹んだランド用の逆ECMを含むその他の方法が開示される。
(もっと読む)
放電加工を用いて部品を製造する方法および装置
【課題】異なった大きさ/または形状の電極を自動的に取り出して、部品を製造する方法および装置を提供する。
【解決手段】放電加工(EDM)装置(100)を使用して部品を製造する方法は、大きさと形状の少なくとも一つが異なる複数の電極(110)の源に隣接する位置に装置のツールホルダ(108)を移動し、該大きさと形状の少なくとも一つが異なる複数の電極の一つの電極を該ツールホルダで把持し、該ツールホルダおよび該把持された電極を、該電極源の隣から、それに結合された部品を有する固定具(106)に隣接する位置に移動して、かつ該電極を使用して該部品を加工することを含む。
(もっと読む)
揺動放電加工電極モデル生成方法および装置並びにプログラム
【課題】多角形状に揺動する揺動放電加工用の電極の設計において、複雑な加工形状に対応可能とし、かつ、生成された電極モデルでの余分な取残し部分の発生を防ぐ。
【解決手段】加工形状モデルを転写して基礎電極モデルを生成し、これと同形状のモデルであるターゲットとツールを用意し、ツールをターゲットに重ねて揺動軌跡に沿って所定のピッチで平行移動して複写し、ターゲットと複写された複数のツールとの積を電極モデルとして取り出す。このとき、ツールの離散的な複写によって取残し部分を発生させる原因要素、すなわち、基礎電極モデルの領域と、当該モデルを揺動したときの、揺動方向のいずれかに対して当該モデル内方に曲折する当該モデル表面上の谷折りエッジ点の揺動範囲の領域との重複部分に相当する部分をターゲットから予め削除する。
(もっと読む)
放電加工電極
【課題】効率的かつ効果的な仕方で、エーロフォイルの高度な輪郭を有するエーロフォイルセクションに適用可能な高品質の孔を生成できるEDM電極が提供される。
【解決手段】本発明によるEDM電極30は、電極基部36から延在する第一の複数の電極歯32と第二の複数の電極歯34とを含む。Y平面内に画定されたこれら複数の電極歯は、変化する長さを有する。第二の複数の電極歯34は、第一の複数の電極歯32に比較して湾曲して、エーロフォイルセクション24などのような高度な輪郭を有するワークピースの輪郭に概略追随している。第二の複数の電極歯34はまた、第一の複数の電極歯32に比較してZ平面内で湾曲して、高度な輪郭を有するワークピース(例えば、エーロフォイルセクション24)の輪郭にさらに追随している。電極ホルダー基部40が、EDM電極30をX平面およびY平面について整列させて維持し、Z平面に対して曲率を維持する。
(もっと読む)
1 - 20 / 23
[ Back to top ]