
Fターム[3C059DA05]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の構造 (351) | 形状 (288) | 可撓性電極 (144)
Fターム[3C059DA05]の下位に属するFターム
ワイヤ (137)
Fターム[3C059DA05]に分類される特許
1 - 7 / 7
フレキシブルな電気化学処理のための方法、装置、及びシステム
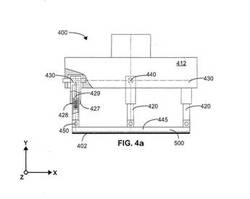
【課題】フレキシブルな電気化学処理のための方法、装置、及びシステムを提供する。
【解決手段】フレキシブルツールカソード400は、弾性的に変形可能なカソードを含み、該カソードは、2次元又は3次元で変形することができ、加工物がフレキシブルツールカソード400と相対的に移動している間は、加工物の輪郭に適応することができる。すなわち、フレキシブルツールカソードは、トレースを実施することができる。特定のフレキシブルツールカソードは、また、このようなコーナー及び縁部などの特別な構成に用いることができる。フレキシブルツールカソード400を用いて、電気化学プロセスにより加工物を研磨、仕上げ加工、又は整形することができる。
(もっと読む)
放電パルスを用いた放電加工方法、装置

【課題】工具電極が放電によって消耗しても、工具電極を人手によって調整することなく、放電痕による微細凹部を安定して形成することできる放電加工技術を提供する。
【解決手段】工具電極16の相対的移動は、工具電極16を回転させて、振れ回り運動あるいは遠心力による旋回運動を生じさせて、工具電極16の先端部16aを工作物2に対して周回させながら、工作物2と工具電極16との間に放電パルスを所定間隔で印加する。
(もっと読む)
鋳型とその製造方法、および成形体の製造方法
【課題】転写面に色ムラを生じさせることのない、表面に陽極酸化アルミナが形成された鋳型の提供、および該鋳型を用いた成形体の製造方法の提供。
【解決手段】圧延痕のないアルミニウム原型の鏡面表面に、隣り合う凹部同士または凸部同士の少なくともいずれか一方の距離が可視光の波長以下の微細凹凸構造を有するアルミナが、陽極酸化により形成され、かつ、結晶粒界による凹凸の高さが600nm以上であることを特徴とする鋳型。
(もっと読む)
放電加工装置
【課題】放電加工にて直線状の横穴を形成可能にするとともに、加工部に加工液を確実に供給可能にする。
【解決手段】電極2と支持体4をコイルばね3にて連結する。また、被加工物1の穴11に挿入されるガイド部材5には、電極2とコイルばね3と支持体4の進行方向をガイドする電極ガイド穴53を形成し、この電極ガイド穴53は、穴11と平行に延びた後に屈曲させる。コイルばね3は電極ガイド穴53の屈曲部位にて穴11に対して非平行な方向に曲げられ、コイルばね3のうちガイド穴53から抜け出した部位は直線状に復元して、コイルばね3の先端は屈曲部位にて曲げられた方向に直進し、直線状の横穴13が形成される。また、コイルばね3の外周を伸縮自在な筒状のカバーにて覆うことにより、コイルばね3の屈曲部位においてコイル間から加工液が漏れてしまうのを防止する。
(もっと読む)
放電加工装置および放電加工方法
【課題】放電加工にて直線状の横穴を形成可能にする。
【解決手段】電極2と支持体4をコイルばね3にて連結する。また、被加工物1の穴11に挿入されるガイド部材5には、電極2とコイルばね3と支持体4の進行方向をガイドする電極ガイド穴53を形成し、この電極ガイド穴53は、穴11と平行に延びた後に屈曲させる。コイルばね3は電極ガイド穴53の屈曲部位にて穴11に対して非平行な方向に曲げられ、コイルばね3のうちガイド穴53から抜け出した部位は直線状に復元して、コイルばね3の先端は屈曲部位にて曲げられた方向に直進する。したがって、コイルばね3の先端に装着された電極2も直線的に進む。
(もっと読む)
放電加工装置
【課題】径の細い加工電極や超硬合金より軟らかい材料の加工電極を用いた場合であっても、ワーク加工精度の悪化や電極周りの異常放電を防止できる、高精度で低加工コストの放電加工装置を提供する。
【解決手段】ワーク11を保持するための保持部10と、ワーク11に対して放電するための加工電極21を有してなる電極部20とを有してなる放電加工装置100において、電極部20が、放電中に加工電極21を固定して保持するための電極保持体22と、ワーク11と電極保持体22の間に位置し、ワーク11と対向する加工電極21の先端を貫通させて、前記先端を位置決めする電極先端ガイド23と、電極先端ガイド23と電極保持体22の間に位置し、電極保持体22による加工電極21の固定が開放された状態で、加工電極21を把持する電極把持ハンド24とを有してなる放電加工装置100とする。
(もっと読む)
ワイヤー電極線によるNC穿孔放電加工方法
【課題】ボビンに巻かれたワイヤーの先端を電極として薄い板状の被加工物に丸孔や輪郭形状を穿孔する放電加工方法及び装置を提供すること。
【解決手段】ボビンに巻かれたワイヤーの先端を電極としてテーブル上の被加工板の任意点に放電加工により丸孔または輪郭を穿孔加工するとき、XYZの三軸に回転C軸を加えた四軸制御放電加工機を設け、Z軸ヘッドに設けられたガイドローラーセットによりワイヤーをZ軸に沿って延伸し、ワイヤー把持部によりワイヤー先端を支える。ワイヤー先端をC軸テーブル上の被加工板の点Pに置き、C軸の旋回運動に同期してXY軸の円弧補間のNC運動を行えばワイヤー先端は点P上で相対的に自転する。この際ワイヤー電極と被加工板の間で放電加工をさせ、Z軸方向にワイヤーを送ればワイヤー径の丸孔が穿孔される。また、この際前記同期NC運動命令に図形要素の偏差を加えればより大きな丸孔または所望の図形が穿孔される。
(もっと読む)
1 - 7 / 7
[ Back to top ]