
Fターム[3C059DC02]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の材料 (112) | 金属基体 (90) | 銅基 (37)
Fターム[3C059DC02]に分類される特許
1 - 20 / 37
放電加工のための電極ワイヤ
【課題】破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
(もっと読む)
放電加工用電極線およびその製造方法

【課題】放電加工時に電極線の微細切れが少なく被加工物の面粗度が向上する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線の製造方法は、第1金属の第1直径からなる線材を芯線21として準備する段階と、前記芯線21に第2金属をメッキする段階と、前記第2金属がメッキされた芯線を第2直径に細線すると同時に該第2直径の細線表面に一定パターンの皺23aを形成する段階と、前記芯線と第2金属の相互拡散によって該芯線と第2金属の境部に形成される第1合金層22と、前記第1金属が前記第2金属の方に拡散されて前記第1合金層の外郭に第2合金層23が形成されるように熱処理する段階を含む。
(もっと読む)
放電加工用ワイヤ
【課題】一方向等の特定方向の加工のための放電加工用ワイヤにおいて、ワイヤ張力を増大させても剥離物が生じず、高精度な加工を実現することのできるようにする。
【解決手段】ワイヤ表面にワイヤ長手方向に連続する放電域Aと非放電域Bを有する放電加工用ワイヤ10とし、非放電域は、フェノール樹脂、エポキシ樹脂、ポリイミド樹脂等の熱硬化性樹脂等からなるハードセグメントと、ポリビニルブチラール樹脂、エポキシ樹脂、ポリイミド樹脂、ポリアミド樹脂、SEBS等の、熱硬化性樹脂と同種類または異種類のエラストマーからなるソフトセグメントとが、混合または化学的結合により混ざり合ってなる、厚み0.1〜6μm、ショアD硬度60〜90の絶縁層12により形成する。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
ハニカム構造体成形口金用電極
【課題】放電加工によって狭い(細い)スリットを備えた口金を得ることが出来、その放電加工中において口金に破損や変形が生じ難い、電極を提供すること。
【解決手段】放電性材料からなり2つの主面を有する厚板状の電極基体122を備え、その電極基体122の2つの主面のうちの一の面127のみに、電極隔壁141によって区画された複数の電極セル142が設けられており、その一の面127において電極セル142の形状が、ハニカム構造体の流通セルの形状と、相似であるハニカム電極(ハニカム構造体成形口金用電極)120の提供による。
(もっと読む)
放電加工用電極線
【課題】高い導電性を備え、かつ軟質銅材においても高い屈曲寿命を有する放電加工用電極線を提供する。
【解決手段】本発明に係る放電加工用電極線は、希薄銅合金材料からなる放電加工用電極線であって、前記希薄銅合金材料が、Ti、Mg、Zr、B、Nb、Ca、V、Ni、Mn、及びCrからなる群から選択される添加元素を含み残部が不可避的不純物からなる軟質希薄銅合金材料であり、2mass ppm以上12mass ppm以下の硫黄と、2mass ppmを超える量の酸素とを含む。
(もっと読む)
放電加工方法及び放電加工装置
【課題】非導電性材料の被加工物を放電加工するに際して、工具電極の消耗率を低減しつつ被加工物である非導電性材料に対する放電を安定且つ良好に放電加工を行える放電加工方法及び放電加工装置を提供する。
【解決手段】被加工物1の表面に導電性材料2を設け、この被加工物1に加工用の工具電極3を対置し、前記工具電極3と前記導電性材料2との間で放電させて前記被加工物1を放電加工する放電加工方法であって、前記被加工物1は絶縁性材料若しくは半導体材料等の非導電性材料であり、前記工具電極3と前記導電性材料2との間に、極性が交互に反転する電圧を印加して放電加工を行う。
(もっと読む)
形彫放電加工用工具電極
【課題】製造コストの上昇を抑えつつ、導体の消耗を抑制する被覆層の導体に対する密着力を高めることができる形彫放電加工用の工具電極を提供する。
【解決手段】タンタル銅からなる導体41を覆うように導体41より硬度の高い硬質被覆層(TiCN層)43が設けられている形彫放電加工用の工具電極40において、導体41とTiCN層43との間に、無電解メッキまたは電解メッキのいずれかでメッキされてなり、導体41の硬度よりも高くTiCN層43の硬度よりも低い硬度を有する中間層(Ni−Pメッキ層)42が設けられている。
(もっと読む)
ワイヤ放電加工用電極線、その製造方法及びその電極線を用いた放電加工方法
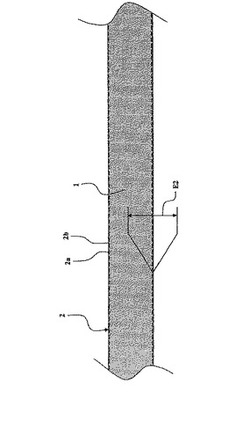
【課題】電極線外周面に形成した銅-亜鉛拡散合金層の粒状物を芯線から剥離し難くすることによって、電極線と加工対象物間での短絡を防止して、加工速度の向上だけでなく、加工精度の低下、加工面の微細スジ・金属粉の発生を抑えた高速加工用電極線を提供する。
【解決手段】熱拡散により生成した銅―亜鉛合金層と亜鉛層を外周面に有する線材を伸線加工して、製品径まで縮小する工程で、銅-亜鉛合金層を確実に破砕して粒状物とし、その粒状物を芯線2外周面に埋め込むことによって拡散合金層3と亜鉛層4を芯線と一体化させ、芯線からの拡散合金層と亜鉛層の剥離を防止する。また、伸線加工で生じる銅―亜鉛合金層のクラックを亜鉛薄膜でも覆うために、亜鉛の展延性の良好な温度で伸線加工を行う。
(もっと読む)
ワイヤ放電加工用電極線、その製造方法
【課題】電極線外周面に形成した銅-亜鉛拡散合金層の粒状物を芯線から剥離し難くすることによって、電極線と加工対象物間での短絡を防止して、加工速度の向上だけでなく、加工精度の低下、加工面の微細スジ・金属粉の発生を抑えた高速加工用電極線を提供する。
【解決手段】熱拡散により生成した銅―亜鉛合金層と亜鉛層を外周面に有する線材を伸線加工して、製品径まで縮小する工程で、銅-亜鉛合金層を確実に破砕して粒状物とし、その粒状物を芯線外周面に埋め込むことによって拡散合金層と亜鉛層を芯線と一体化させ、芯線からの拡散合金層と亜鉛層の剥離を防止する。また、伸線加工で生じる銅―亜鉛合金層のクラックを亜鉛薄膜でも覆うために、亜鉛の展延性の良好な温度で伸線加工を行う。
(もっと読む)
放電加工機および放電加工機を用いたノズルボディの製造方法
【課題】ガスの力を利用して電極を回転させる放電加工技術において、従来よりも電極の位置の高速制御を容易にする。
【解決手段】圧縮空気を電極保持具22に供給する給気ノズル34を備え、電極保持具22は、給気ノズル34から供給される圧縮空気を受けて回転することで電極23を回転させる回転羽根車と、回転羽根車を内部に収容するボデー基部と、を備え、ボデー基部には、給気ノズル34から供給される圧縮空気をボデー基部の外部から内部に流入させるための吸気窓が形成されており、給気ノズル34には、圧縮空気を放出するスリット孔が設けられ、吸気窓は、スリット孔と離れて対面する位置にあり、スリット孔は、電極保持具22の駆動方向に、吸気窓よりも長くなっており、放電加工の際、電極保持具が移動すると、吸気窓はスリット孔と対面したままスリット孔に沿って移動する。
(もっと読む)
ワイヤ放電加工用電極線の製造方法及び電極線
【課題】結晶構造が安定し、好ましい導電性を具える電極線を提供する。
【解決手段】銅と亜鉛とを溶解して二元系合金を得て、該合金を熱延圧して断面が円形を呈する合金線材を得て、該合金線材に対して伸線と、アニール処理を繰り返し行い、ワイヤ放電加工用の電極線を得る。
(もっと読む)
放電電極及び使用方法
【課題】 プランジEDMプロセスにおいて、工作物にわたるパターン寸法の変動を一様にして工作物にパターンを形成し、製造許容差を満たすように変動を制御する。
【解決手段】工作物にパターンを加工するための電極108は、独立セル304の格子302及び複数の開放セル306をもつ導体ブロック300を有する。開放セル306は独立セル格子302の縁辺308に配置される。独立セル304は相互接続ウエブ310によって定められ、開放セル306は相互接続ウエブ310から延びるフィン312によって定められる。フィン312の厚さはウエブ310の厚さより薄い。電極108は工作物上の複数の場所に、それぞれ、電極108のフィン312の位置が隣接する場所に電極108のフィン312の位置に重なるように配置される。電極108と工作物の間に繰り返して電荷を通し、電極103を工作物に進入させることによってパターンが形成される。
(もっと読む)
ワイヤ放電加工装置及びその方法
【課題】
被加工物を金属被膜することにより、簡素に防食を行い、被加工物の品質を向上させるワイヤ放電加工装置を提供する。
【解決手段】
放電加工装置は、コバルトとタングステンからなる超硬合金1を放電加工する装置であり、銅と亜鉛からなるワイヤ電極20に外部からの電力を供給する給電ブラシ21を含むワイヤ電極部2と、超硬合金1とワイヤ電極部2からなる加工電極との間に、超硬合金1を加工する加工電圧を印加する加工手段である加工電源部3と、銅を含有するワイヤ電極部2との間に形成される極間に、超硬合金1側を負極とすると共に、加工電極を正極として電圧を印加し、銅を超硬合金1に溶着させる溶着手段であるコーティング用バイアス電源部4と、加工電源部3から電源供給され、超硬合金1を戴置するワークテーブル5とを備える。
(もっと読む)
ワイヤ放電加工用電極線
【課題】放電加工における集中放電の発生を抑制して、加工精度及び加工速度を向上させ得る放電加工用電極線の提供。
【解決手段】ワイヤ放電加工用電極線2は、鋼線4からなる芯と、ブラス層6からなる表面層とを備えている。このブラス層6の表面からブラス層6の厚みに対する深さ50%までの間における、結晶粒7の平均個数が1.5個/μm以上である。若しくは、このブラス層6の表面からブラス層6の厚みに対する深さ25%までの間における、結晶粒7の平均個数が1.5個/μm以上である。又は、この放電加工用電極線2では、このブラス層6の表面において、長手方向の結晶粒7の平均個数が1.5個/μm以上である。
(もっと読む)
放電切断のためのワイヤ電極
本発明は、放電切断プロセスのためのワイヤ電極(1、1′)およびその産生のための方法に関する。ワイヤ電極(1、1′)は、金属または金属合金を含むコア(2)と、コア(2)を囲み、1つ以上のコーティング層(3、4、5)を含み、そのうちの少なくとも1つ(3)は、β真鍮および/またはβ′真鍮とγ真鍮との位相混合物を含む、コーティング(3、4;3、4、5)とを有する。β真鍮および/またはβ′真鍮とγ真鍮とを含む少なくとも1つのコーティング層(3)では、β相および/またはβ′相とγ相とが、微粒子構造内で相互に隣接して配置され、β真鍮および/またはβ′真鍮粒子とγ真鍮粒子との平均サイズは、ワイヤ電極(1、1′)の縦軸に垂直に延在する断面に対して、最大5μmに達する。 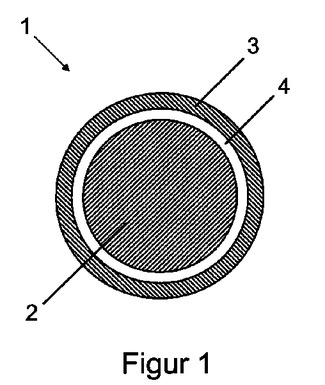 (もっと読む)
(もっと読む)
形彫放電加工方法および形彫放電加工装置
【課題】深く細いスリットを加工する放電加工方法および放電加工装置を得ること。
【解決手段】帯状の工具電極11の厚さの垂直方向がスリット形成加工進行方向となるように、工具電極11をフレーム18で把持し、工具電極11の短手方向に工具電極11を相対的に移動させつつ、被加工物2と工具電極11との間にパルス状の電圧を印加し、放電加工を行う形彫放電加工方法において、被加工物2を保持具36に導電性を維持して接着する固着工程と、被加工物2を工具電極11でスリット加工する加工工程と、を含む。
(もっと読む)
高速での放電機械加工のためのワイヤー
【課題】電極ワイヤーに関し、より高い放電加工速度を達成する。
【解決手段】拡散亜鉛合金コーティング層17でコートされた非合金化銅コア16を有する放電加工電極ワイヤーであって、拡散亜鉛合金コーティング層17の厚みEは、ワイヤー径の10%以上である。コーティング層17は、任意で、薄い、亜鉛、銅、ニッケル、銀又は金の表面接触膜21を配されている。当該電極ワイヤーの全体的な導電率は、65%IACSから75%IACSまでである。
(もっと読む)
Cu−Ga合金の切断方法
【課題】例えば溶解鋳造によって製造されたGaの組成比が比較的大きいCu−Ga合金塊であっても、ヒビが入ったり、割れたり欠けたりすることなく切断して所望の形状に切断(加工)することができるCu−Ga合金の切断方法を提供する。
【解決手段】加工対象物15であるCu−Ga合金塊とワイヤー12とを互いに交わる方向に相対移動させ、Cu−Ga合金塊に対してその全長にわたってワイヤー放電加工を行う。切断前のCu−Ga合金塊の形状が直方体である場合には、直方体の最も短い辺と切断面とが交わるように、当該Cu−Ga合金塊を切断する(いわゆる「スライス」を行う)ことが好ましい。
(もっと読む)
微細形状加工方法及びマイクロチップ
【課題】マイクロチップ等の微細加工のコスト削減を進展させることを可能とする。
【解決手段】基材3の表面に微細流路5を加工する微細形状加工方法において、基材3の表面に金属の薄膜7を形成する(a)薄膜形成工程と、薄膜7に放電加工により微細形状パターン9を貫通形成する(b)放電加工工程と、薄膜7に微細形状パターン9を備えた基板3をエッチングして薄膜7の微細形状パターン9に対応する微細流路5を基板3の表面に形成する(c)エッチング工程と、エッチング後に金属の薄膜7を除去して表面に微細流路5を有するマイクロチップ1を得る(d)除去工程とを備えたことを特徴とする。
(もっと読む)
1 - 20 / 37
[ Back to top ]