
Fターム[3C059HA00]の内容
放電加工、電解加工、複合加工 (4,787) | 特定の加工、工作物 (431)
Fターム[3C059HA00]の下位に属するFターム
工作物の材料 (63)
表面処理 (67)
機械加工用工具 (48)
穴、管の内面の加工 (22)
遠隔操作加工 (7)
タービンブレード、タービンノズル (51)
穴あけ (95)
回転対称棒状体 (16)
ハニカム (17)
Fターム[3C059HA00]に分類される特許
1 - 20 / 45
摩擦攪拌接合用工具の製造方法
【課題】本発明の目的は、高融点部材を摩擦攪拌接合できる摩擦攪拌接合用工具の製造方法及び摩擦攪拌接合用工具を提供することである。
【解決手段】本発明に係る摩擦攪拌接合用工具3の製造方法は、円柱状のシャンク部5と、シャンク部の端部に形成されたショルダ部9と、ショルダ部の端部に形成されたピン部4とを含み、イリジウム基合金からなる摩擦攪拌接合用工具において、イリジウム基合金からなるインゴット10を形成する工程1と、インゴットから工具用円柱体20を形成する工程3と、工具用円柱体を加工して、ショルダ部及びピン部を形成する工程4と、を有する。
(もっと読む)
時計部品の製造方法および時計部品ならびに時計

【課題】複雑な形状または細幅部分を有する時計部品を効率よく低コストで提供することおよび当該部品を有する時計を提供すること。
【解決手段】時計部品であるレバー部材1は、金属板材50から形成され、プレス加工を用いて部品形状の一部を成形したプレス加工形成部(本体7の両側など)と、プレス加工により成形された部分以外の部品形状を、ワイヤカット放電加工を用いて成形したワイヤカット放電加工形成部(バネ部3の突起部4側、歯車部5,突起部6など)と、を有する。そして、時計は、この時計部品と、その時計部品と係合する部材と、を有している。
(もっと読む)
金属切断システム及び方法
【課題】バリ及び/又は非対称縁部を生じない電解切断システム及び方法を提供する。
【解決手段】 システムの電解切断工具(80)は、加工物(82)の第1の側部から離れた第1のギャップ(99)に位置する第1のカソード(84)と、加工物(82)の第2の側部から離れた第2のギャップ(101)に位置し、第1のカソード(84)と反対側に位置する第2のカソード(86)とを備える。電解切断工具(80)は、第1のカソード(84)と加工物(82)との間の第1のギャップ(99)を通って第1の電解質を流す第1の電解質通路(226)と、第2のカソード(86)と加工物(82)との間の第2のギャップ(101)を通って第2の電解質を流す第2の電解質通路(226)と、第1のギャップ(99)及び第2のギャップ(101)に通電して第1及び第2の側部の両側から加工物(82)を通して電解溶解させる電源(144)とを備える。
(もっと読む)
電解加工用ノズル、電解加工装置および電解加工方法
【課題】
前記加工対象に出射するフィルム状電解液の面角度を90度変化させること、またはフィルム状電解液の幅と肉厚を変化させることで加工の自由度を高くすることができる電解加工用ノズル、電解加工装置および電解加工方法を提供する。
【解決手段】
電解加工用ノズル51は、出射口に至る流路断面が長方形であって、流路Pの幅が出射口OUTに向けて先窄みである。
電解加工装置5は、上記の電解加工用ノズル51と、電解加工用ノズル51に電解液LQを供給する電解液供給源52と、電解加工用ノズル51から出射されるフィルム状電解液FLQと導電性加工対象Oとの間に電圧を加える電源53とを備える。
(もっと読む)
締結具ヘッドを分断するためのデバイスおよび方法
電解加工用ノズル、電解加工装置および電解加工方法
【課題】
より微細な加工を実現するとともに加工精度を高くし、加えて電解加工用ノズル目詰まりを生じさせない電解加工用ノズル、電解加工装置および電解加工方法を提供する。
【解決手段】
電解加工用ノズル51(1,2,3,4)は、出射口OUTに至る流路断面が長方形であって、流路Pの幅が出射口OUTに向けて先開きである。
電解加工装置5は、電解液供給源52から電解加工用ノズル51に電解液LQを供給し、電源53により電解加工用ノズル52から出射されるフィルム状電解液FLQと導電性の加工対象Oとの間に電圧を加える。
(もっと読む)
ハンドツールセンタリングデバイスおよび方法
加工機械
【課題】段差のある異径の被加工物を加工する場合であっても、加工した後の被加工物の径を一定とすることができる加工機械の提供。
【解決手段】加工機械1は、ワイヤ電極21に電圧を印加して放電させる自励式の放電電源装置2と、円柱状の被加工物を軸回りに回転させるとともに、被加工物の軸方向に沿ってワイヤ電極21を移動させるNC装置3と、ワイヤ電極21を移動させる速度を制御する制御装置4とを備え、ワイヤ電極21に放電させることで被加工物を加工する。
(もっと読む)
スタイラスの成形方法、スタイラス、及び形状測定機
【課題】先端球をステムと同一の材料で短時間で効率よく一体成形することで、スタイラスを高い信頼性で成形可能とする。
【解決手段】棒状のステム104と該ステム104の先端に設けられた先端球106とを備えて接触式計測用プローブに用いられるスタイラス100の成形方法において、前記ステム104を位置決めする工程と、該位置決めされたステム104の先端部分にレーザ光128を照射する工程と、該レーザ光128を照射して該ステム104の先端部分を溶融後、表面張力により該溶融部分を前記先端球106として成形して固化するまで放置する工程と、を含む。
(もっと読む)
放電加工により作製される手術用具
【課題】ワイヤ放電加工機を用いて超微細手術用具を製作する方法、ならびにこの方法により作製される超微細手術用具を提供する。
【解決手段】超微細手術用具は超小型であり、用具の対向する超微細手術操作面をワイヤ放電加工による単一切削工程で鋸歯を形成するので、追加の製造工程、すなわち表面の研削工程を必要とせず、さらに従来の用具に比べて大幅に小型化され、より少ない製造工程で製造できるため、製造コストを大幅に低減できる。
(もっと読む)
少なくとも一つの磁気熱量活性相を有する製品,及び少なくとも一つの磁気熱量活性相を有する製品の加工方法
【課題】 本発明は,磁気熱量活性相を有する製品を加工する際に生じる割れを抑制することを目的とする。
【解決手段】 磁気熱量活性相(2;12)を含む製品(1;10;20)を加工する際に,磁気相転移温度Tcを有する少なくとも一つの磁気熱量活性相(2;12)を含む製品(1;10;20)に対してこの少なくとも一部を除去し,その一方で製品(1;10;20)は磁気相転移温度Tcよりも高い温度,又は磁気相転移温度Tcよりも低い温度に維持されるようにする。
(もっと読む)
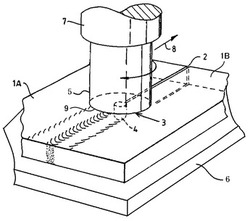
棒形状長尺部材の加工方法及び装置
【課題】長尺部材の追込み加工において、連続的で均一な加工面が得られる棒形状長尺部材の加工方法及び装置を提供することにある。
【解決手段】把持固定機構AAは、棒形状長尺部材7に装置設備を把持固定することで追込み加工の基準にする。回転機構BBは、円柱形状の放電加工用電極9を連続的に回転駆動させる。径方向駆動機構CCは、棒形状長尺部材7の径方向に、放電加工用電極9を回転駆動させた状態で、回転機構を径方向に移動する。軸方向駆動機構DDは、放電加工用電極により、径方向の加工を軸方向に連続的に継続すべく、回転機構を棒形状長尺部材の軸方向に移動する。
(もっと読む)
微細形状加工方法及びマイクロチップ
【課題】マイクロチップ等の微細加工のコスト削減を進展させることを可能とする。
【解決手段】基材3の表面に微細流路5を加工する微細形状加工方法において、基材3の表面に金属の薄膜7を形成する(a)薄膜形成工程と、薄膜7に放電加工により微細形状パターン9を貫通形成する(b)放電加工工程と、薄膜7に微細形状パターン9を備えた基板3をエッチングして薄膜7の微細形状パターン9に対応する微細流路5を基板3の表面に形成する(c)エッチング工程と、エッチング後に金属の薄膜7を除去して表面に微細流路5を有するマイクロチップ1を得る(d)除去工程とを備えたことを特徴とする。
(もっと読む)
ワイヤ放電加工装置
【課題】加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができるワイヤ放電加工装置を提供する。
【解決手段】シリコンブロック3と対向する対向部14で放電を生じさせることにより、シリコンブロック3を放電加工するワイヤ11と、シリコンブロック3とワイヤ11との間にパルス電圧を印加するパルス電圧信号を生成するパルス生成部24と、パルス生成部24に直流電力を供給する直流電源23と、シリコンブロック3とワイヤ11との間の電圧を検出する電圧計21と、電圧計21で検出された電圧検出値に基づいてパルス電圧信号の信号波形を設定し、信号波形に対応したパルス波形信号をパルス生成部24に出力するパルス波形設定部22とを備え、パルス波形設定部22は、電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するように信号波形を設定する。
(もっと読む)
放電加工電極製造方法とその方法を用いて製造された放電加工電極を用いるコイル製造方法
【課題】高精度の放電加工電極を簡単に低コストで製造可能な放電加工電極製造方法を提供する。
【解決手段】導電性の基板1上にフォトレジスト層2aを配置するA工程と、このフォトレジスト層を放電加工電極の配線形状を映したマスク3で被覆するB工程と、紫外光4を、マスクを介してフォトレジスト層に露光するC工程と、フォトレジスト層を現像して、マスクによって形成された放電加工電極の配線形状のパターン5aを残して他のフォトレジスト層を取り除くD工程と、導電性の基板に代えてパターン上に、さらにA工程からD工程を少なくとも1回繰り返してパターン上にさらにパターン5bを重ねて型枠5を形成する工程と、導電性の基板をメッキ電極として電解メッキを行い型枠に金属を析出させて放電加工電極を形成させる工程と、型枠を剥離させる工程とを有する。
(もっと読む)
流体動圧軸受装置、スピンドルモータおよび流体動圧軸受装置の製造方法
【課題】加工精度の誤差に起因して動圧溝の作用が阻害される不都合を抑える構造を提供する。
【解決手段】軸受部材101の軸孔102の内面に、中央部116aが屈曲した動圧溝116と、その両端に連続した1対の環状溝115および117を形成する。環状溝115の縁は、軸部材120と軸受部材101との間の隙間寸法が、環状溝115が形成された部分の隙間の寸法よりも大きいテーパ部109に連続している。また、環状溝117の縁は、軸部材と軸受部材101との隙間の寸法が、動圧溝116が形成された部分の隙間の寸法よりも大きいシール部111に連続している。これにより、動圧溝116、環状溝115および117の形成時に、それらの位置が加工誤差により軸方向にずれても、動圧溝116の両端が環状溝に連続し、且つ、環状溝の縁がより大きな隙間寸法の部分に連続した構造を維持することができる。
(もっと読む)
高精度レーザ加工およびレーザ・電解複合加工装置
【課題】本発明は、加工用レーザ光源を用いて微小ワークの形状、位置、姿勢、およびレーザとの相対位置を計測できるようにすることにより、画期的かつ独自性の高い高精度レーザ加工装置を提供することを目的とする。
【解決手段】本発明の高精度レーザ加工装置は、計測用レーザ光を用いてワークの初期位置、および、ワーク保持手段によりワークを所定角度回転させたときの回転位置を計測して、制御手段によりワークの3次元位置を把握し、ワークの加工照射点を求めることによりワークの保持誤差を補正するワーク保持誤差補正手段を備えることを特徴としている。
(もっと読む)
ワイヤ放電加工装置およびワイヤ断線検出方法
【課題】電極ワイヤの断線を迅速に検出し、ワイヤ放電加工装置を即座に停止させる。
【解決手段】被加工物8との間で放電を発生する電極ワイヤ2と、電極ワイヤ2と被加工物8との間にパルス状の加工用の電圧を印加する加工用電源6と、電極ワイヤ2の両端に断線検知用の電圧を印加する断線検知用電源11と、断線検知用電源11による印加のタイミングを制御する断線検知用電源制御手段12とを備えて、断線検知用の電圧を印加したときの電極ワイヤ2の導通状態に基づいて断線の有無を検知するワイヤ放電加工装置であって、加工用電源6による電圧が印加されていない期間のみに、断線検知用の電圧を印加する。このようにして、断線の有無を検出し、即座にワイヤ放電加工装置を停止することで、断線によって電極ワイヤ2が周囲に絡まるのを防止する。
(もっと読む)
流体機器の加工方法
【課題】流体が流通する2つの通路が斜めに交差する流体機器において、2つの通路が交差する部位の破損を防止する。
【解決手段】一方の通路13aに加工電極50を挿入して鋭角側交差部130xの電解加工を行う場合、加工電極50を挿入していない他方の通路13c側は加工電極50から遠いため電解加工ができず面あれを発生し、この面あれ部を起点として鋭角側交差部130xが破損し易い。そこで、鋭角側交差部130xを、第1通路13aに挿入される第1加工電極50と第2通路13cに挿入される第2加工電極51とを用いて電解加工する。このようにすれば、鋭角側交差部130x全体において加工電極50、51との距離が近いため、鋭角側交差部130x全体において面粗度を小さくすることができる。
(もっと読む)
加工用データ作成装置、作成方法、及び作成プログラム
【課題】歯車形状のばらつきの発生を防止する。
【解決手段】原点O1(α1=0,β1=0)を通るxy座標において、歯車の外形軌跡L上に位置する複数の座標点P1(X1,Y1),P2(X2,Y2),P3(X3,Y3),…の座標を演算し、第1座標点P1と第2座標点P2とを通り原点O1を中心とした中心角10°の円弧s1(半径r1)を算出する。そして第2座標点P2及び第3座標点P3を結ぶ線分gを算出し、垂直二等分線mと円弧s1の半径線h1との交点O2を算出し、交点O2を中心とし、上記交点から第2座標点P2までの距離を半径r2とする円弧s2を算出し、円弧s2を第2座標点P2から第3座標点P3までの歯車外形軌跡の近似データとすると、円弧s1,s2の端部がその半径線h1,h2に対して直角をなす。
(もっと読む)
1 - 20 / 45
[ Back to top ]