
Fターム[3C060BC11]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 工具の取付け部 (305) | 工具の固定構造 (37)
Fターム[3C060BC11]の下位に属するFターム
Fターム[3C060BC11]に分類される特許
1 - 20 / 27
刃型装置
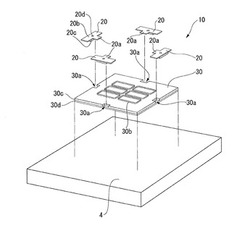
【課題】刃型を簡単にチェースへ固定でき、かつ、固定された刃型を傷めずに簡単に取り外しできる刃型装置を提供する。
【解決手段】刃型装置は、打ち抜き刃を有する刃型と、刃型の外縁部の少なくとも一部と係合する係止部と、この係止部と一体的に形成された支持部と、この支持部に固着されたマグネットとを各々が有し、マグネットをチェースに磁着することにより刃型をチェースに係止する複数の刃型固定具とを備えている。刃型固定具は刃型の少なくとも1対の対向する辺又は角部にそれぞれ配置される。
(もっと読む)
ロケーター貼り止め装置

【課題】段ボール紙、板紙等のシートを打ち抜く抜型に、折目形成用補助材をセッティングするに際し、そのセッティングが正確に行われるように該折目形成用補助材に予めロケーターを貼り止めするためのロケーター貼り止め装置を提供する。
【解決手段】上面中央にロケーター7を配設した状態にて折目形成用補助材6を一定速度で水平に搬送するコンベアベルト50と、一対の粘着テープ21a,21bがその粘着面を下にして引き出されるテープ保持部17と、下面に粘着テープと略同幅の一対の案内溝27a,27bが隣り合わせに形成されたガイド部材24と、弾性パッド37a,37bにより粘着テープを軽く押圧する軽押圧ローラ30と、粘着テープを圧下し該粘着テープを折目形成用補助材に貼着する重押圧ローラ60と、外周面に一対の喰込用フランジ86a,86bが形成された喰込ローラ85を具備してなる。
(もっと読む)
刃の位置決め構造
【課題】 例えばトムソン刃を高い精度に位置決めできるようにした刃の位置決め構造を提供する。
【解決手段】 取付け板(10)には刃部材(11)を刃先部分(11A)を突出させて埋め込むとともに、位置決め治具(13)を埋め込む。刃部材の端縁には刃先部分を残して嵌込み段部(11B)を形成し、位置決め治具には位置決め溝(13B)を形成し、位置決め治具を刃部材の嵌込み段部に嵌め込み、刃部材を位置決め治具の位置決め溝に嵌め込み、刃部材の刃先部分を位置決め治具によって位置決めし固定する。
(もっと読む)
打ち抜き型
【課題】
立体形成品(曲面成形品,折り曲げ成形品)やプレス成形品や射出成型品を、立体形状の輪郭に沿って打ち抜くに際して、微細かつ正確な打ち抜き処理を行なう。
【解決手段】
上下定盤間に配置されて立体形成体を打ち抜くための打ち抜き型1Aであって、打ち抜き刃の先端の高さが、当該打ち抜き刃の部位によって異なる輪郭を持つ打ち抜き刃を備えた第1基盤11と、前記打ち抜き刃の先端に対して相対的に離隔しまたは近接する、前記打ち抜き刃の各部位の先端の高さに対応した凹凸を有する受け面を持つ第2基盤12と、前記第1基盤と前記第2基盤とを垂直方向にのみ摺動可能にする案内部材13と、を備えたことを特徴とする。
(もっと読む)
切断装置
【課題】切断刃の取り付けが容易であり、耐久性が高く、被切断物が軟らかい素材や薄い材料であっても安定して高品質に切断可能な切断装置を提供する。
【解決手段】トムソン刃等の切断刃18と、その切断駆動装置50を有する。切断刃18を位置決めする保持部材20と、保持部材20に形成された側面に対向して設けられ、切断刃18を挟持する固定部材30を備える。固定部材30を保持部材20の側面に対して押圧し、切断刃18を固定する止めネジ32a,32bを備える。切断刃18の刃先18aが当接する刃受け部24を有する。刃受け部24は、弾性ゴム体44と、弾性ゴム体44の表面に配置された金属受け部材46とから成る。
(もっと読む)
マグネットローラおよびこのマグネットローラを用いたダイカッタ装置
【課題】巻装されて磁気的に固定されるフレキシブルダイの位置ズレを発生し難くしたマグネットローラを提供すること。
【解決手段】フレキシブルダイが巻装されて磁気的に固定される所定の直径および比較的長尺の円形の柱状又は筒状のシリンダ本体を備えたマグネットローラにあって、前記シリンダ本体は、周期をpおよび振幅をhの仮想の波状曲線を長手方向に引くとともに、該波状曲線を周方向に所定の間隔Lをあけて複数本を同一位相で描き、前記波状曲線の頂点および底点にこれらの点を中心にして、半径rの磁力の強い円形状の磁石をそれぞれ配列して、前記p、h、Lおよびrが、以下の関係、すなわち、r<2h<2r、3r<p<5r、2r<L<4rにある。
(もっと読む)
罫線形成用面板
【課題】罫線形成用面板に設けた凹溝の底部に、紙粉や抜屑、ゴミ等の不要物が溜まらないようにする。
【解決手段】押罫部材に対向する表面に凹溝2を形成し、押罫部材との接近に伴い、押罫部材に押圧されたシートを凹溝2で受けて、シートに罫線を入れるように、両側部を加工機に固定し、下降時に中央部側が上方へ撓んで、裏面下方に空気が入り込む罫線形成用面板において、前記凹溝2の底部に、裏面へ貫通する貫穴3を設け、撓みがなくなって平坦に復元する際、裏面下方の空気が貫穴3を介して上方へ抜けるようにする。このような面板1を使用すると、空気が貫穴3から上方へ噴出するように抜ける際、凹溝2の底部に溜まっていた不要物が気流により吹き上げられて除去される。
(もっと読む)
成形シートの抜刃型
【課題】樹脂成型シートの抜刃型の据付位置を正確かつ迅速に定める。
【解決手段】基板1上に枢軸11を介して水平方向に遥動自在な抜刃型7と該抜刃型上に付勢部材20を介して垂直方向に遥動自在なガイド部材16とを設けると共に、前記基板上には前記ガイド部材の挿通穴33を有する押圧板30を配置し前記抜刃型を上方から押圧することにより樹脂成形体を打ち抜くように構成した。
(もっと読む)
フレキシブルダイ
【課題】加工対象シートにハーフカット加工を好適に行うことが可能なミシン刃を備えたフレキシブルダイを提供する。
【解決手段】
マグネットロールに装着して加工対象シートをハーフカット加工するために用いられるフレキシブルダイ1であって、フレキシブルダイ1の表面に、カット部2aとハーフカット部2bとが交互に連続するミシン刃が形成されており、このミシン刃2のカット部2aとハーフカット部2bのそれぞれの刃先が、平面視で一直線上に配置されている。
(もっと読む)
段ボール加工装置
【課題】ダイカッターロールとアンビルロールにて段ボールを切断する加工において、ダイカッターロールにダイカッター木型を取り付ける際に専用金具、ビスが必要である。また切断する形状1つに対して、専用のダイカッター木型が必ず必要であり、専用ダイカッター木型の脱着には長時間を要した。
【解決手段】
ダイカッター木型2の両端は所定角度αに形成してあり、ダイカッターロール3に取り付けてあるリングホルダー1に合致させ、リングホルダー1にスライドさせて固定するようにした。このことによりビスを使わずにダイカッター木型2の脱着が容易になり脱着時間の低減ができる。また固定方法がスライドさせ専用アタッチメントで固定するので、一つのダイカッター木型2を反転して使用する事が可能になった。また別のダイカッター木型と組み合わせて使用することが出来る。このことにより複数のダイカッター木型を組み合わすことにより寸法変更が可能になり、専用型を作る必要がなくなり製作費の削減ができる。
(もっと読む)
ホールカッター
【課題】心残し孔を穿つホールカッターにおいて両刃体間の直径を変更する手段を改良してコンパクトにする。
【解決手段】刃体20,22を取着した一対の刃台15,16を主軸1に対しその回転中心線9aの方向に沿って並設するとともにその回転中心線9aを中心とする回転方向へ並設して回転中心線9aに対し直交する半径方向へ往復移動可能に支持している。両刃台15,16には回転中心線9aの方向で相対向するラック17,18を設けている。両ラック17,18間でラック17,18に噛み合うピニオン13を主軸1に対し回転可能に支持している。両刃体20,22を回転中心線9aに対し互いに接近または離間させる半径方向へ往復移動させて回転中心線9aに対する両刃体20,22の半径R20,R22を変更し得るように両刃台15,16をピニオン13を介して互いに連動させている。
(もっと読む)
穿孔装置
【課題】パンチ刃を通じて用紙の抜き屑が上方に押し出される構成であっても、前記抜き屑によってパンチ刃を支持する刃ホルダを容易に取り外すことのできる穿孔装置を提供すること。
【解決手段】用紙Pの支持面11を有するベース12と、このベース12の後端部に配置された一対の側部材14、15と、これら側部材14、15間に設けられた回転軸16を回転中心として回転可能な操作レバー18と、側部材14、15間で昇降可能に支持されたスライド部材20と、このスライド部材20に刃ホルダ23を介して着脱自在に装着されたパンチ刃24とを備えて穿孔装置10が構成されている。スライド部材20は、パンチ刃24の上端位置を規制するとともにパンチ刃24の内部に連なる通路80を備えており、刃ホルダ23は、パンチ刃24と通路80との軸線を相対的に角度変位させた状態でスライド部材20に着脱自在に設けられている。
(もっと読む)
シート状材料を打ち抜く機械のためのカウンターダイシリンダおよびカバーを取り付ける/取り外す方法
シート状材料を打ち抜く機械のためのカウンターダイシリンダは、円筒状本体(1)と、円筒状本体の周りに配設された管状部材(2)と、前記環状部材(2)の周りに配設された少なくとも一つのカバー(3)と、少なくとも一つの取り外し自在なカバーを位置付ける/取り外す固定手段と、を備えている。前記固定手段は、少なくとも一つのカバーの2つの端部に固定式で関連付けられた管状部材(2)に配置された軸方向ハウジング(14)の内部に収容されサポートを有し、カバー(3)の2つの端部は、その取り外し/位置付けのために開方向および閉方向に移動可能となっている。このようにして、カバーの取り外しの作業が容易かつ迅速になっている。  (もっと読む)
(もっと読む)
判型を切るフォイルブレードの変更可能な窓の位置
本発明は、特に、ブレードローラ10用のフォイルブレード装置54、78、88、90に関する。窓の切欠き82を形成する窓フォイルブレード78には、切刃58が設けられる。フォイルブレード装置54、88、90及び窓フォイルブレード78は、磁力により且つ(又は)前記ブレードローラ10の側面22に加わる負圧の動作により締結される。上記の窓フォイルブレード78は、アダプタ要素74、76により前記ブレードローラ10の軸方向及び周方向に向けて前記判型フォイルブレー54;88、90に対し変更可能な態様にて位置決めすることができる。 (もっと読む)
パンチとリテーナでなる加工冶具
【課題】従来、パンチを移動するには、リテーナに、締付け孔・ガイド孔を開設する際に、パンチの移動距離を見越して、大きめの取付け面積を取って、パンチ・ダイ側母材の締付け孔・ガイド孔に対応する位置に、被締付け孔・被ガイド孔を開設する。パンチ側母材に、数回、この被締付け孔・被ガイド孔を開設すると、このパンチ側母材が脆弱となり、使用不可能となる。パンチ側母材(資源)の無駄と、メンテナンスの複雑化を招来する。
【構成】パンチ側母材に設けたパンチとリテーナに、方形状又は環状の台座孔と、この台座孔に連通する方形状の貫通孔を開設し、台座孔及び貫通孔に、隙間を介して、方形状又は環状の台座と方形状の軸杆を備えたパンチを挿入し、隙間に一枚、二枚のシム板を挿入し、シム板を、リテーナ側面から螺入するパンチ押えボルトで緊締固止するパンチとリテーナでなる加工冶具。パンチの移動ができる。
(もっと読む)
リユースCAD面版
【課題】 打抜機の厚い高硬度のカッティングプレート11が使用可能であり、打抜作業を効率的に行うことができる、リユースが可能なCAD面版1を提供する。
【解決手段】 CAD面版の裏面側に貼付け、剥離、再貼付けが可能なリユース糊を塗布し、記打抜機の高硬度のカッティングプレート上に、貼付け、剥離、再貼付けを繰り返して転写貼付けする。
(もっと読む)
樹脂成形シートの抜刃型装置。
【課題】樹脂成型シートの抜刃型の着脱を正確かつ容易に実施する。
【解決手段】抜刃7を埋設した抜刃型4と該抜刃型を据付ける基盤2とにより成る樹脂成型シート5打抜用の抜刃型装置において、前記抜刃型の下面には面ファスナーを装着すると共に前記基盤上には該面ファスナーに対向させて係合用の面ファスナーを装着し、前記各面ファスナーを介して抜刃型4と基盤2とを相互に係合離脱自在に構成した。
(もっと読む)
シート材の抜き型及び押し型固定方法
【課題】各種の押し型の交換を、簡易な作業で、短時間に行う。抜き型に押し型を取付ける際に、被係止部に設けられた位置決め軸にそれぞれの押し型に設けられた孔を挿嵌することにより高い精度で位置決めして取付けることができ、取付け作業を短時間で、且つ効率的に行う。シート材の型抜き作業時においては、取付け盤から型取付け台や、該型取付け台に対して押し型を位置決めするための位置決め軸が脱落するのを防止して型抜く作業を安全に行う。
【解決手段】他方の押し型が仮止めされた一方の押し型が固着された型取付け台を、取付け盤に設けられた開口部に対して着脱可能に挿嵌すると共に係止部材を型取付け台に係止して抜け出しを規制する。
(もっと読む)
フレキシブルダイ
【課題】マグネットローラ等の円筒状のローラに「ベースの浮き」のない状態で巻き付けることが可能なフレキシブルダイを提供する。
【解決手段】フレキシブルベース2の一方の面(表面)にエンボス加工用凸部3が所定のパターンで形成されたフレキシブルダイ1において、フレキシブルベース2の他方の面(裏面)のうち、少なくともにエンボス加工用凸部3の形成領域の裏側に相当する部分に凹凸4や線状の凹部を形成する。このようにフレキシブルベース2の裏面に凹凸4や線状の凹部を形成しておくと、エンボス加工用凸部3の形成部分の曲げ剛性(ローラ巻き付け方向の曲げ剛性)が弱くなって曲がり易くなり、これによってフレキシブルダイ1をマグネットローラ701に巻き付けるときに、エンボス加工用凸部3の形成部分がマグネットローラ701の外周面に沿って湾曲変形するようになるので「ベースの浮き」が発生しなくなる。
(もっと読む)
フレキシブルダイ
【課題】マグネットローラ等の円筒状のローラに「ベースの浮き」のない状態で巻き付けることが可能なフレキシブルダイを提供する。
【解決手段】フレキシブルベース2の一方の面(表面)にエンボス加工用凸部3が所定のパターンで形成されたフレキシブルダイ1において、フレキシブルベース2の他方の面(裏面)に、ローラ巻き付け方向と直交する方向に沿って延びる複数(もしくは1条)のスリット状の凹条(スリット状の溝)4を、ローラ巻き付け方向に沿って所定のピッチで形成する。このようにフレキシブルベース2の裏面に凹条4を形成しておくと、フレキシブルダイ1をマグネットローラ301に巻き付けるときに、各凹条4の形成部の曲げ変形により、エンボス加工用凸部3の形成部分がマグネットローラ301の外周面に沿って湾曲変形するようになるので「ベースの浮き」が発生しなくなる。
(もっと読む)
1 - 20 / 27
[ Back to top ]