
Fターム[3C063BA02]の内容
研磨体及び研磨工具 (13,968) | 研磨部材の形状 (1,563) | 研磨部材の形状による分類 (944) | 一体の研磨部材を有するもの (438)
Fターム[3C063BA02]に分類される特許
1 - 20 / 438
電動工具用研削具及び研削砥石の製造方法
ダイヤモンドホイール
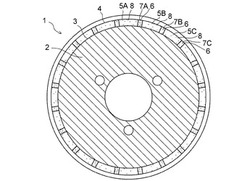
【課題】高速度研削においても、研削液のキャリィ効果や速やかな切屑排出が得られると共に、研削点つまり接触円弧内への研削液の到達量を多くして十分な冷却効果が得られるダイヤモンドホイールを提供すること。
【解決手段】ダイヤモンドホイール1は、台金2の外周に、ダイヤモンド砥粒とボンド材との焼結からなる砥粒層8が周方向にセグメント状に隙間6をもって配列形成され、これら砥粒層8のセグメントとセグメントの間の上記各隙間6にボンド材の焼結からなるボンド層7A、7B、7C・・・が充填され、研削作用面4が周方向において、砥粒層8とボンド層7A、7B、7C・・・とが交互に配列して連続に形成されている。
(もっと読む)
カップ形砥石を用いた研削盤における給液構造

【課題】カップ形砥石の砥粒面と被加工物の摺接部である加工点へ研削液を効率よく供給し、加工点に給液された研削液を周辺に飛散させずに回収することができる給液構造を提供する。
【解決手段】カップ形砥石20の全周を覆うように筒状のカバー30が設けられ、カップ形砥石20の台金21には、中央壁部22のスピンドル10側の面に設けた受液部25から中央壁部22を貫通し、周壁23の内側に開口した複数の給液穴26が形成され、カバー30は、台金21の周壁23及び砥粒層24の外周を小間隙Sを介して取り囲む円筒状周壁31を有し、カップ形砥石20の回転により研削液を小間隙S内を通してカバーの内側方向に移動させるポンプ手段27,32が設けられている。
(もっと読む)
研磨物品及びその製造方法
【課題】研磨時の磨耗量が十分に少なく、均一な研磨性能が得られる研磨物品、及びその製造方法を提供すること。
【解決手段】 エチレン性不飽和結合及び2つ以上の活性水素官能基を有する多官能化合物、2つ以上のイソシアネート基を有するポリイソシアネート、架橋開始剤、ウレタン化反応阻害剤、発泡剤及び研磨粒子を含む原料成分の混合物から得られる発泡体を備える、研磨物品。
(もっと読む)
ドリル研磨装置及びその部品並びにドリル
【課題】従来よりも多数の切削加工を連続して行えるようにドリルの加工を行うためのドリル研磨装置を提供する。
【解決手段】本発明のドリル研磨装置は、すくい面を含むドリル切刃とこのドリル切刃と連なるチゼル切刃とが形成されたドリルを、回転する砥石1の研磨面に当接させることにより研磨加工する。研磨面は、前記ドリル切刃を研磨するためのドリル切刃研磨面11と、ドリル切刃研磨面11に連通して形成された逃げ面12とを有する。ドリル切刃研磨面11と逃げ面12とのなす傾斜角が20度〜26度の範囲内であり、逃げ面の長さが1.1[mm]以上である。回転するドリル切刃研磨面11にドリル切刃が当接され、逃げ面12にドリルのすくい面及びチゼル切刃が当接されることで、ドリル切刃とチゼル切刃とのなす角度を154度〜160度の範囲内に形成する。
(もっと読む)
タイル及びガラスの汚れ除去用消しゴム状クリーナー
【課題】タイルやガラス等に傷をつけることがなく、消しゴムで字を消す如く、手軽に汚れを除去することができる、タイル及びガラスの汚れ除去用消しゴム状クリーナーを提供する。
【解決手段】スチレン系エラストマー5〜85重量%と、モース硬度が2.0〜4.0の研磨剤95〜15重量%を混練し成形してなることを特徴とする、タイル及びガラスの汚れ除去用消しゴム状クリーナーである。
(もっと読む)
超砥粒ホイールおよびその製造方法
【課題】切り屑の排出をスムーズに行うことが可能な超砥粒ホイールおよびその製造方法を提供することを目的とする。
【解決手段】超砥粒ホイール10は、超砥粒2cを結合材2dにより結合した超砥粒層のみからなる円環板状の超砥粒ホイールであって、超砥粒層は、ワークに接触する作用部2と、作用部2より内側に位置する内周部3とを備え、作用部2は、半径方向に一定の幅を有し、かつ、板厚方向に一定の厚みを有し、内周部3は、作用部2よりも薄い一定の厚みを有する。
(もっと読む)
楕円形ガレットを備えた丸鋸ブレード
【課題】疲労を軽減し、ブレードの寿命を延ばすように設計されたガレットを有する丸鋸ブレードを提供する。
【解決手段】円形コアと、円形コアの前記外縁部にある複数の切断要素と、円形コアの前記外縁部から半径方向内側に延びるガレットを含み、ガレットは、ブレードの周縁部から半径方向内側に延び、スリットを含む形状を有し、スリットは、ガレット構造の外形をたどり、円形の終点で終端し、前記複数の切断要素は、金属結合剤に保持された超砥粒を含む砥粒含有セグメントを含み、前記超砥粒は、ダイヤモンドおよび立方窒化ホウ素の混合物を含み、前記金属結合は、鉄、銅、およびスズからなる群から選択される少なくとも1つを含み、前記コアは、前記第1および第2の平面側間に配置された音波減衰材料の中間層を有するサンドイッチ型コアである丸鋸ブレード。
(もっと読む)
超硬合金台板外周切断刃及びその製造方法
【解決手段】超硬合金からなる円形リング状薄板を台板とし、その外周縁部上に金属又は合金により、台板と砥粒、及び砥粒と砥粒とを固着させて切り刃部を形成した超硬合金台板外周切断刃において、平均粒径が45〜310μm、かつ靭性指標TIが150以上のダイヤモンド砥粒及び/又はcBN砥粒を用い、切り刃部のせり出し部分の厚みの公差(T3max−T3min)を0.001mm以上0.1×T2maxmm以下(T3max及びT3minは、せり出し部分の厚みの最大値及び最小値、T2maxは、切り刃部全体の厚みの最大値)とし、切り刃部の真円度(ODmax/2−ODmin/2)を0.001mm以上0.01×ODmaxmm以下(ODmax及びODminは、切り刃部の外径の最大値及び最小値)とする。
【効果】本発明の超硬合金台板外周切断刃を用いることで、高い寸法精度を有する希土類焼結磁石等の被作物を提供することができる。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保しつつ、生産性を向上でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成され、前記高硬度層6の厚さ方向の外側には、該高硬度層6より静摩擦係数が小さい滑り層8が形成されていることを特徴とする。
(もっと読む)
電鋳ブレードの製造方法
【課題】石英やガラス、セラミックスのような硬脆材料を、チッピングなどが生じるのを抑制して高品位に切断することが可能な電鋳ブレードの製造方法を提供する。
【解決手段】ニッケルを主成分とする金属めっき相2に砥粒3が分散されて保持された円形薄板状のブレード本体1を、260℃〜300℃の温度範囲において0.5時間〜1.5時間保持して熱処理する。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成されていることを特徴とする。
(もっと読む)
凹部入り砥石の製造方法
【課題】砥石周方向に対して傾斜する傾斜溝又は穴状凹部を焼成前の砥石チップの砥粒層に機械加工又はプレス加工によって低コストで容易に凹設する。
【解決手段】超砥粒と結合剤とを混合した砥粒層の内側に、下地粒子と結合剤とを混合した下地層を重ねて一体的に円弧状にプレス成型して焼成前砥石チップを形成し、該焼成前砥石チップの前記砥粒層に、凹部を設け、該凹部が設けられた焼成前砥石チップを焼成し、該焼成された砥石チップを複数個、前記コアに貼付する。
(もっと読む)
砥石台金、取外し治具、研削盤及び砥石台金の取外し方法
【課題】取付け部から簡便に取外し可能な砥石台金、取付け部から簡便に砥石台金を取外し可能な取外し治具、取付け部から簡便に取外し可能な砥石台金を備える研削盤、及び取付け部から砥石台金を簡便に取外すための取外し方法を提供する。
【解決手段】研削盤100において、砥石台金38の座ぐり孔50aの内周面には、雌ネジ部50Fが形成されている。また、治具200において、挿通部212は、砥石台金38の挿通孔50bよりも長く、ボス軸部221の外周面には、座ぐり孔50aの雌ネジ部50Fに螺合される雄ねじ部221Mが形成されている。
(もっと読む)
研磨材
【課題】 高い研削速度を維持しつつ、研削条痕の発生を抑制する。
【解決手段】
金属酸化物を主成分とする対象体を研磨するための研磨材であって、シリカを主成分とする第1の粒状体と、熱可塑性樹脂を主成分とする第2の粒状体と、前記金属酸化物を構成する金属と同じ金属の水酸化物を主成分とする第3の粒状体とを含有し、前記第1の粒状体の平均粒径および前記第2の粒状体の平均粒径に比べて、前記第3の粒状体の平均粒径が大きいことを特徴とする研磨材を提供する。
(もっと読む)
硬質材料粒子を有する基部本体を製造するための方法及び装置
【課題】 硬質材料粒子を有する基部本体を製造するための方法及び装置を提供する。
【解決手段】 硬質材料粒子を有する基部本体を製造する方法において、最初に接着剤(23)を製造ツールの作業面(20’)の全体又は一部分に規定膜厚で塗布する。次に、接着性を持続させるために接着剤(23)が提供された作業面の領域に硬質材料粒子(22)を施工する。硬質材料粒子(22)は、装置によって一様に施工され、次に、提供された製造ツール(20)の作業面に接着剤(23)が移送され、そこで接着剤(23)が硬化する前に硬質材料粒子は接着された状態になる。この方法は、単位面積当たりの予め設定可能な一定数の分離した硬質材料粒子でツールの作業表面を迅速に被覆することを可能にする。
(もっと読む)
ドリル用ドレッサー
【課題】ガラス板に孔加工を施すドリルが細い場合であっても、ドリルに曲げなどの破損を生じさせることなく、ドリルの研削部に対して確実にツルーイングを施すことが可能なドレッサーを提供する。
【解決手段】結合材に砥粒を分散保持してなる研削部7でガラス板に孔加工を施すドリル6に対して、ツルーイングを施すツルーイング部2を有するドリル用ドレッサー1であって、ツルーイング部2が、ドリル6の研削部7の砥粒よりも弱い結合力で、結合材に砥粒を分散保持してなる。
(もっと読む)
樹脂ボンド砥石
【課題】加工品位を十分に確保しつつ、切断速度を高めて生産性を向上できる樹脂ボンド砥石を提供する。
【解決手段】円形薄板状の樹脂ボンド相からなる基材2と、前記基材2内に分散された砥粒と、前記基材2の外周縁部に形成された切れ刃3と、を備える樹脂ボンド砥石1であって、前記砥粒として、単一の砥粒からなる単体砥粒7と、複数の砥粒8が金属相9により互いに結合されてなる凝集砥粒10と、を備えたことを特徴とする。
(もっと読む)
ビトリファイド多層砥石車
【課題】回転破壊強度を向上させ、かつ軟結合度のポーラスタイプ砥石でありながら製造時にヒビ割れもなく安定生産することのできるビトリファイド多層砥石車を提供することにある。
【解決手段】外層、中間層及び内層からなる3層構造のビトリファイド多層砥石車であって、外層及び中間層の砥石粒度は、内層の砥石粒度より粗く、かつ外層及び中間層の砥石粒度が36メッシュ〜120メッシュであることを特徴とするビトリファイド多層砥石車。
(もっと読む)
切削ブレード
【課題】回転軸に装着されるブレードマウントと固定フランジとを交換することなく切削ブレードを交換できるようにする。
【解決手段】環状に形成された環状ブレード2と環状基台3とを接着剤を介して一体化し、環状基台3の中央部に開口部を形成し、環状ブレード2の外周部22を環状基台3の外周部33から突出させ、環状ブレード2の内周部の内径R1を開口部の内径R2と同等以上の大きさとした切削ブレード1を構成する。かかる切削ブレード1は、回転軸4への電鋳ハブブレードの装着用に使用されるブレードマウント5に直接装着することが可能となり、ブレードマウント5と従来使用されていた固定フランジとを交換する必要がなく、作業性が向上する。
(もっと読む)
1 - 20 / 438
[ Back to top ]