
Fターム[3C063BA40]の内容
Fターム[3C063BA40]に分類される特許
1 - 20 / 74
固定砥粒ワイヤ
【課題】 寿命の低下を有効に抑制できる固定砥粒ワイヤを提供する。
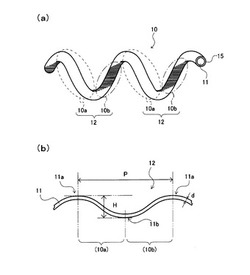
【解決手段】 本発明に係る固定砥粒ワイヤは、波状ワイヤ11の表面に砥粒を固定したものであって、当該波状ワイヤ11は、その線径dを基準としたピッチPで、複数の波状湾曲部位12を長手方向に連続して配列させたものである。波状湾曲部位12のピッチPの好ましい範囲としては、例えば、当該波状ワイヤ11の線径dの20倍以上200倍以下の範囲を挙げることができる。
(もっと読む)
研磨工具

【課題】被研磨物の凹凸形状に追随してバリなどを確実に除去しつつ、長寿命化を図ることのできる研磨工具の提供。
【解決手段】回転軸8に装着可能な芯材4を設ける。芯材4の周囲に複数枚の研磨布5を放射状に固着する。研磨布5の間にスペーサー13を介設する。研磨布5の先端側に切り込み14を形成して複数の短冊状の研磨片6を形成する。互いに分離した研磨片6が柔軟に撓んで被研磨物3の凹凸形状に追随する。バリなどを確実かつ効率よく除去することができる。研磨片6の砥粒面が被研磨物3に当たるので、研磨片6がちぎれにくく、研磨工具1の長寿命化が図れる。
(もっと読む)
電着工具およびその製造方法
【課題】反転めっき法のような反転工程が不要であり、砥粒密度を平均化することができ、砥粒の粒度や個数の調整が容易な電着工具およびその製造方法を提供する。
【解決手段】台金2表面に、電着する砥粒平均粒径の400%以上の粒径を有し、めっき液に不溶性かつ非導電性の複数個のビーズ10を最密充填配列し、その状態で台金2表面に、ビーズ10の球面により成形される凹部11aとビーズ10に接しない平面状の凸部11bとよりなる第1めっき皮膜11を形成する。第1めっき皮膜11の凸部11bの表面全面が粗面になる程度に、ビーズ10を含んで第1めっき皮膜11を研削し、それにより露出した第1めっき皮膜11の凸部11b上に、砥粒13を連続して配列し、第1めっき皮膜11上に第2めっき皮膜14を電着することにより凸部11b上に砥粒13を電着固定し、電着工具を得る。
(もっと読む)
超砥粒工具およびその製造方法
【課題】切れ味が良好で、高精度で高能率なドレッシングが長期間にわたって可能な、ダイヤモンドロータリドレッサを提供する。
【解決手段】超砥粒層には互いに交差する溝を網目状に設け、超砥粒層の作用面と溝のなすエッジ部に超砥粒を配置し、溝の内部の超砥粒は溝表面から突出しないように配置する。溝底のコーナー部には丸みを付与することが好ましく、溝幅は超砥粒の平均粒径の2倍から50倍、溝深さは、超砥粒の平均粒径の0.1倍から5倍に設定することが好ましい。
(もっと読む)
超砥粒
【課題】硬質材料の湿式・乾式での切断・穿孔等の加工に使用されるメタルボンド超砥粒を得ること、脆弱性の度合いが二種類以上の超砥粒をダイヤモンド又はCBNの量とベースボンドの種類を異ならしめることなく得ること、バッキング層を備えかつ軟らかいベースボンドを用いることができる超砥粒を得ることを課題とする。
【解決手段】六方晶窒化ホウ素を固体潤滑剤として含有するメタルボンド超砥粒、六方晶窒化ホウ素の含有量がベースボンドに対し9重量%以下であるメタルボンド超砥粒によって課題を解決する。
(もっと読む)
粉末成形体のバリ取り方法とバリ取り用ブラシ
【課題】粉末成形体に生じているバリをバリ取り用ブラシで確実に効果的に除去できるようにすることを課題としている。
【解決手段】粉末成形体10に生じているバリ15にバリ取り用ブラシ1の毛材3bを、その毛材の進行方向前方から見た図において傾斜するように接触させて前記バリ15を除去するようにした。
(もっと読む)
研削ホイール
【課題】 ウエーハのデバイス領域に対応する裏面のみを研削して円形凹部を形成し、外周余剰領域に対応する裏面にリング状補強部を残存させる研削を行った場合に、円形凹部とリング状補強部との境界部に円弧状の未研削部を形成するのを抑制可能な研削ホイールを提供することである。
【解決手段】 複数のデバイスが分割予定ラインによって区画されて形成されたデバイス領域と、該デバイス領域を囲繞する外周余剰領域とが表面に形成されたウエーハの裏面を研削する研削装置の研削ホイールであって、リング状のホイール基台と、該ホイール基台の自由端部に環状に固定された複数の研削砥石とから構成され、各研削砥石はその縦断面が鋭角を有する平行四辺形に形成されていて、該平行四辺形の鋭角が外方に突出するように前記ホイール基台に固定されていることを特徴とする。
(もっと読む)
球状体の研磨装置、球状体の研磨方法および球状部材の製造方法
【課題】研磨コストを低減することが可能な球状体の研磨装置、球状体の研磨方法および球状部材の製造方法を提供する。
【解決手段】研磨装置は、回転盤研磨面10Aを有する回転盤10と、回転盤研磨面10Aに対向する固定盤研磨面を有する固定盤とを備えている。回転盤研磨面10Aは固定盤研磨面に対して対向する状態を維持しつつ、相対的な回転が可能となっている。回転盤研磨面10Aには、上記回転に沿った周方向に延在する溝部11が形成されている。溝部11が形成された回転盤10は、球状体である素球よりも高い硬度を有するダイヤモンド粒子からなる砥粒を含む砥粒層18と、砥粒層18上に形成され、砥粒層18よりも低い硬度を有する保持層19とを含んでいる。そして、溝部11は深さ方向において保持層19を貫通し、砥粒層18に至るように形成されている。
(もっと読む)
カップ型ブラシ
【課題】ワークの被加工面が湾曲している場合であったとしても、複雑なロボットティーチング作業を必要とすることなく自動加工を行うことができ、加工コストの低減を実現することが可能であるカップ型ブラシを提供する。
【解決手段】全体でカップ形状を成すカップ型ブラシであって、回転力が伝達される軸部2aを有するブラシホルダ2と、ブラシホルダ2の軸部2aを中心にして環状に配置された複数のセグメントブラシ部3を備え、先端にセグメントブラシ部3が装着されてブラシホルダ2に軸方向に移動可能に支持されるブラシ支持棒11と、セグメントブラシ部3とブラシホルダ2との間においてブラシ支持棒11に嵌装されてセグメントブラシ部3に対してブラシホルダ2から離間する方向の力を常時付与するコイルばね12を具備したブラシ支持機構10を設ける。
(もっと読む)
磁器切断用回転砥石
【課題】 本発明は上記問題を解決し、磁器を切断する際の生産性を悪化させることなく、切断面の形状不良の発生を防止することができる磁器切断用回転砥石を提供する。
【解決手段】
第1の円盤1aの外周に切断用砥粒層1bが形成された第1の回転砥石1と、第2の円盤2aの外周に面付用砥粒層2bが形成され、第1の回転砥石1と重ね合わさせて配設された第2の回転砥石2とから構成したため、第1の回転砥石で磁器を切断すると同時に、第2の回転砥石2で切断面を面付することが可能となる。面付用砥粒層2bに、第1の回転砥石1側に向かって徐々に外径が大きくなるテーパー面2cを形成すると、面付時に、テーパー面2cが、磁器碍管51内面51aの端縁51eを回転軸方向外側から内側に順次除去するので、磁器碍管51の内面51aにカケ込みが発生することがない。
(もっと読む)
回転砥石の製造方法及び該製造方法によって製造された回転砥石
【課題】回転砥石の寿命時間を延長し、かつ、廃棄する砥石材料の量を減少することができる回転砥石構造を得る。
【解決手段】グラインダーの砥石回転駆動用シャフト32を嵌める砥石中央孔を設けた中央部12aと該中央部12aの外周外側に設けた有効砥石円形部12bを一体に有する円盤状の砥石本体12を備える回転砥石11の製造方法において、中央部12aの肉厚を有効砥石円形部12bの肉厚よりも薄く形成するとともに、該中央部12aの薄くした肉厚分の砥石材料を有効砥石円形部12bの肉厚面上に盛り、該有効砥石円形部12bの肉厚を中央部12aの肉厚よりも大きく形成するようにした。
(もっと読む)
ハブ付きブレード
【課題】回転時の遠心力による刃先の変位を低減し加工品質や加工精度の向上を図るハブ付きブレードを提供する。
【解決手段】ダイシングブレード1は、ハブ3と当該ハブ3の外周縁部3bから一部外側に張り出して設けられたブレード部5とを備えている。ハブ3は、一体に形成されており、第1面A側に位置し外周縁部3bに近づくほど第2面B側に近づくように傾斜する第1テーパ面7と、第2面B側に位置し、外周縁部3bに近づくほど第1面A側に近づくように傾斜する第2テーパ面9と、を有している。
(もっと読む)
カップホイール用基板およびその製造方法並びにカップホール
【課題】コンクリートや石材等の硬脆材からなる被削材の研削作業に供されるカップホイールであって、その基板を改善して高速回転時における安定性を維持しつつ、その軽量化を図って作業者の負担を軽減し、併せてその製造コストの低減化を図る。
【解決手段】円形の鋼製基板の軸心に電動工具へ取付け孔を有する凹部が形成され、該凹部の外側の端部から基板の外周端部に至る平坦面に、砥粒層取着領域が設けられるカップホイール用基板において、前記凹部の壁面から前記砥粒層取着領域の平坦面の略中央部にかけて且つ前記基板の軸芯から周方向を縦割りに等分して、前面から背面にかけて凹状のリブを形成する。
(もっと読む)
研磨テープ、研磨テープの製造方法および磁気ディスクのバーニッシュ加工方法
【課題】砥粒の破砕粒による磁気ディスクの汚染を抑えつつ、磁気ディスクの表面を平滑化することができる研磨テープ、研磨テープの製造方法およびバーニッシュ加工方法を提供することを目的とする。
【解決手段】本発明の研磨テープの製造方法によって製造される研磨テープ1は、磁気ディスクのバーニッシュ加工に用いられるものであり、砥粒5と結合剤6とを混練分散してスラリーを調製する工程と、スラリーを、支持体2上に塗布することによって塗膜を形成する工程と、塗膜を硬化することによって砥粒層3を形成する工程と、砥粒層3の表面に、液体潤滑剤層4を形成する工程とによって製造される。
(もっと読む)
研削装置と切削装置
【課題】 少なくとも2パターンのR面をワークに形成することができる研削装置を提供すること。
【解決手段】 研削装置2は研削部材102,202を備えている。研削部材102は複数のセグメント120を備えている。研削部材202は複数のセグメント220を備えている。セグメント120は、研削面140とD1側R面130を備えている。セグメント220は、研削面240とD1側R面230を備えている。研削部材102,202は、D1側R面130によってワークを研削することが可能である第1位置関係と、D2側R面230によってワークを研削することが可能である第2位置関係との間を相対移動することができる。これによって、2パターンのR面をワークに形成させることができる。
(もっと読む)
砥石及び研削盤
【課題】複数の砥石面を有する砥石において、作用させたい一種類の砥石面で研削できる砥石及びかかる砥石を備えた研削盤を提供する。
【解決手段】研削盤2の砥石台200に回転軸線O1回りに軸承された砥石軸221に装着され、回転駆動されることにより工作物Wの研削を行う砥石210において、前記回転軸線O1に対して研削作業面の傾斜角度が異なる複数の砥石層を有し、隣り合う各砥石層の間に間隙tが設けられていること。
(もっと読む)
砥石製造方法、および砥石製造装置
【課題】所望の形状の砥石を形成する。
【解決手段】プラズマ発生部11の導入口11aからアルゴンガスを導入しつつ、電極12,13に所定の電圧を印加すると、プラズマが発生する。発生したプラズマ(イオン)は、アルゴンガスに搬送されて、排出口11bからガス流路21aを介して搬送され、転写形状部21の表面からほぼ均一に放出されて砥石22に照射される(吹き付けられる)。転写形状部21の表面に砥石22を接近させると、砥石22はアルゴンガスの放出圧力に応じて転写形状部21の表面に沿う形状に成形される。
(もっと読む)
砥石製造方法、および砥石製造装置
【課題】所望の形状の砥石を形成する。
【解決手段】電極11と砥石13との間に所定の電圧を印加すると、転写形状部12の表面に瞬間的な放電によって密度の高いプラズマが発生する。そこで、転写形状部12に砥石13を接近させると、転写形状部12と砥石13との距離が近い部分ほど、プラズマによる砥石13の崩壊が生じやすいので、砥石13は転写形状部12の表面に沿う形状に成形される。
(もっと読む)
研磨ホイール
【課題】研磨粉が溝に堆積することを防止できる研磨ホイールを提供する。
【解決手段】本発明の研磨ホイールは、円環状に形成された台金4と、台金4の上面に設けられた研磨領域6を周方向に沿って複数に区画した表面に砥粒を固着して形成された砥粒層8とを備えてなり、砥粒層8の境界に複数の溝10が形成され、肩部は丸みを帯びてなり、肩部には砥粒層8が一部延在している。溝10の横断面の底部18を曲面状に形成し、また、砥粒層8の端の下面20と側壁22との差を収容する段差24を形成し、段差24によって砥粒層8の端の上面26と側壁とを面一とする。さらに、溝10の延在方向における断面を、両端に向かって溝深さが浅くなるように形成する。
(もっと読む)
ウエハ研磨装置およびウエハ研磨方法
【課題】帯状の研磨体を用いて被研磨物であるウエハの外周端縁に対する研磨処理を行う場合に、当該研磨処理の高精度化や高効率化等を実現できるようにする。
【解決手段】研磨砥粒部分2aの両側に非研磨部分2bが配されてなる帯状の研磨体2を被研磨物であるウエハ1の外周端縁に接触させながら当該外周端縁との交差方向に走行させる研磨体走行手段と、前記ウエハ1の外周端縁に対応した形状の2つのガイド面4a,4bを有して前記研磨体走行手段が走行させる前記研磨体2における各非研磨部分2bに対して前記2つのガイド面4a,4bのそれぞれが当該各非研磨部分2bの背面側から加圧するガイド部材4と、を備えてウエハ研磨装置を構成する。
(もっと読む)
1 - 20 / 74
[ Back to top ]